一种编码器的全自动化组装生产线的制作方法
本发明涉及自动化生产,特别是涉及一种编码器的全自动化组装生产线。
背景技术:
1、目前的编码器已经实现了自动化组装生产,因此相比于传统的半自动组装方式已经大大地提高了生产效率和组装质量。但是目前的生产线的自动化组装是基于对所有配件都已经准备好的条件下,并且基本都是比较简单的编码器,对于零件较多的编码器来说,其实现自动化的难度依然较大。并且目前对于零件较多的编码器的组装设备都是一次性连续将所有零件进行装配,这样子容易出错,而影响生产效率和组装质量。因此,无论是组装生产线的自动化程度还是生产线的结构可靠性和运作顺畅度,都需要加强和改进。
技术实现思路
1、本发明要解决的技术问题是针对上述现有技术的不足,提供一种编码器的全自动化组装生产线。
2、本发明实施例提供了一种编码器的全自动化组装生产线,其用于组装由轴心、轴套、止档片、垫片、弹片、压片、定位片、隔板、至少一动臂、至少一本体、后盖和铆钉组成的编码器,包括组装由轴心、轴套、止档片、垫片、弹片、压片组成的半成品的第一组装生产线以及组装由半成品、定位片、隔板、至少一动臂、至少一本体、后盖和铆钉的成品的第二组装生产线,第一组装生产线与第二组装生产线之间通过物料转接装置实现衔接;
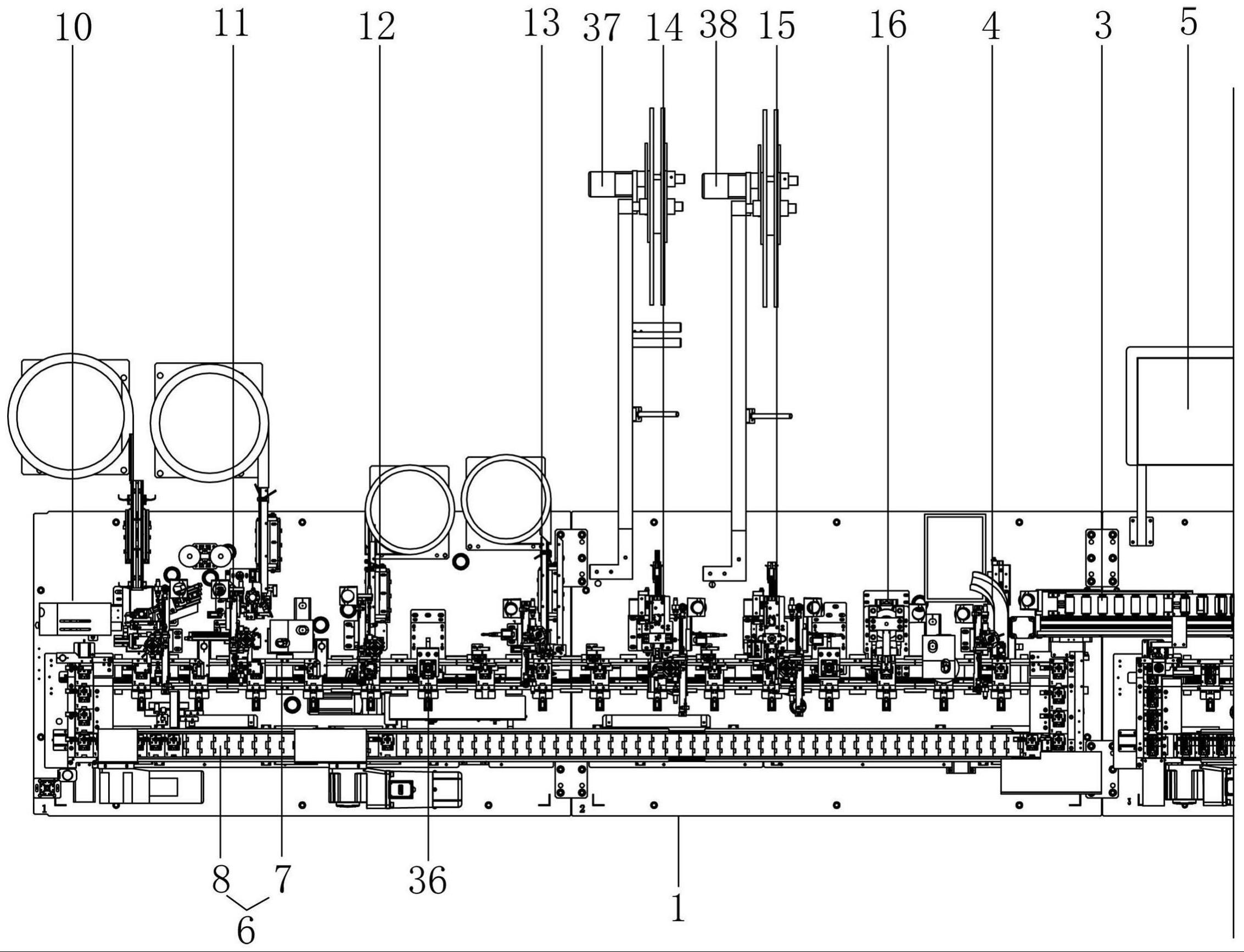
3、第一组装生产线中包括:用于传送载具至各工位的第一载具输送装置、以及沿第一载具输送装置的输送方向依次设置的用于将轴心倒装至载具上的轴心组装装置、用于将轴套倒装至载具上而与轴心套装的轴套组装装置、用于将止档片倒装至载具上的轴套内的止档片组装装置、用于将垫片倒装至载具上的止档片表面的垫片组装装置、用于将弹片倒装至载具上的垫片表面的弹片组装装置、及用于将压片倒装至载具上的弹片表面的压片组装装置;
4、第二组装生产线中包括:用于传送载具至各工位的第二载具输送装置、以及沿第二载具输送装置的输送方向依次设置的用于将定位片倒装至载具上的半成品表面的定位片组装装置、用于将隔板倒装至载具上的定位片表面的隔板组装装置、至少一用于将动臂倒装至载具上的隔板表面的动臂组装装置、至少一用于将本体倒装至载具上的动臂表面的本体组装装置、用于将后盖倒装至载具上的本体表面的后盖组装装置、用于将铆钉装至载具上以依次贯穿后盖、本体、隔板、定位片、轴套的铆钉组装装置、及用于将铆钉铆压以完成成品的铆压装置。
5、在其中一些实施例中,第一组装生产线还包括用于在轴心组装前对轴心进行打油的轴心打油装置、以及用于在轴套组装前对轴套进行打油的轴套打油装置。
6、在其中一些实施例中,第一载具输送装置和第二载具输送装置均为回转式结构的输送装置,载具在第一载具输送装置和第二载具输送装置中来回流转。
7、在其中一些实施例中,第一组装生产线还包括有用于卷放料卷及从料卷上切出弹片的弹片切料装置。
8、在其中一些实施例中,第一组装生产线还包括有用于卷放料卷及从料卷上切出压片的压片切料装置。
9、在其中一些实施例中,转接装置包括用于将所本成品从第一组装生产线上出料的第一下料机械手以及用于承接第一下料机械手所搬运的半成品的转接平台。
10、在其中一些实施例中,还包括用于检测轴心、轴套、止档片、垫片、弹片、压片、定位片、隔板、动臂、本体、后盖和铆钉在组装后是否到位的检测装置。
11、在其中一些实施例中,第二组装生产线还包括有用于将成品分选出料的分选出料装置。
12、在其中一些实施例中,第二组装生产线中还包括用于卷放料卷及从料卷上切出后盖的后盖切料装置。
13、在其中一些实施例中,第一组装生产线中还包括用于将组装后的止档片压紧的止档片压紧装置。
14、相比于相关技术,本发明实施例提供的编码器的全自动化组装生产线,其通过提供生产组装半成品的由第一载具输送装置、沿第一载具输送装置的输送方向依次设置的轴心组装装置、轴套组装装置、止档片组装装置、垫片组装装置、弹片组装装置、压片组装装置所组装的第一组装生产线,组装成品的由第二载具输送装置、沿第二载具输送装置的输送方向依次设置的定位片组装装置、隔板组装装置、至少一动臂组装装置、至少一本体组装装置、后盖组装装置、铆钉组装装置、铆压装置所组成的第二组装生产线,以及转接装置从而组成全自动化的编码器组装生产设备,其结构可靠性强、组装运作流畅度高以及自动化程度高,将编码器分组先后装配,大大地提高了组装质量和生产效率。
15、本发明的一个或多个实施例的细节在以下附图和描述中提出,以使本发明的其他特征、目的和优点更加简明易懂。
技术特征:
1.一种编码器的全自动化组装生产线,其特征在于,用于组装由轴心、轴套、止档片、垫片、弹片、压片、定位片、隔板、至少一动臂、至少一本体、后盖和铆钉组成的编码器,包括组装由轴心、轴套、止档片、垫片、弹片、压片组成的半成品的第一组装生产线(1)以及组装由所述半成品、定位片、隔板、至少一动臂、至少一本体、后盖和铆钉的成品的第二组装生产线(2),所述第一组装生产线(1)与第二组装生产线(2)之间通过物料转接装置(3)实现衔接;
2.根据权利要求1所述的一种编码器的全自动化组装生产线,其特征在于,所述第一组装生产线(1)还包括用于在轴心组装前对轴心进行打油的轴心打油装置、以及用于在轴套组装前对轴套进行打油的轴套打油装置。
3.根据权利要求1所述的一种编码器的全自动化组装生产线,其特征在于,所述第一载具输送装置(6)和第二载具输送装置(17)均为回转式结构的输送装置,载具在所述第一载具输送装置(6)和第二载具输送装置(17)中来回流转。
4.根据权利要求1所述的一种编码器的全自动化组装生产线,其特征在于,所述第一组装生产线(1)还包括有用于卷放料卷及从料卷上切出弹片的弹片切料装置(37)。
5.根据权利要求1所述的一种编码器的全自动化组装生产线,其特征在于,所述第一组装生产线(1)还包括有用于卷放料卷及从料卷上切出压片的压片切料装置(38)。
6.根据权利要求1所述的一种编码器的全自动化组装生产线,其特征在于,所述转接装置包括用于将所本成品从所述第一组装生产线(1)上出料的第一下料机械手(4)以及用于承接所述第一下料机械手(4)所搬运的半成品的转接平台(5)。
7.根据权利要求1所述的一种编码器的全自动化组装生产线,其特征在于,还包括用于检测轴心、轴套、止档片、垫片、弹片、压片、定位片、隔板、动臂、本体、后盖和铆钉在组装后是否到位的检测装置。
8.根据权利要求1所述的一种编码器的全自动化组装生产线,其特征在于,所述第二组装生产线(2)还包括有用于将成品分选出料的分选出料装置(39)。
9.根据权利要求1所述的一种编码器的全自动化组装生产线,其特征在于,所述第二组装生产线(2)中还包括用于卷放料卷及从料卷上切出后盖的后盖切料装置(33)。
10.根据权利要求1所述的一种编码器的全自动化组装生产线,其特征在于,所述第一组装生产线(1)中还包括用于将组装后的止档片压紧的止档片压紧装置(36)。
技术总结
本发明涉及一种编码器的全自动化组装生产线,其通过提供生产组装半成品的由第一载具输送装置、沿第一载具输送装置的输送方向依次设置的轴心组装装置、轴套组装装置、止档片组装装置、垫片组装装置、弹片组装装置、压片组装装置所组装的第一组装生产线,组装成品的由第二载具输送装置、沿第二载具输送装置的输送方向依次设置的定位片组装装置、隔板组装装置、至少一动臂组装装置、至少一本体组装装置、后盖组装装置、铆钉组装装置、铆压装置所组成的第二组装生产线,以及转接装置从而组成全自动化的编码器组装生产设备,其结构可靠性强、组装运作流畅度高以及自动化程度高,将编码器分组先后装配,大大地提高了组装质量和生产效率。
技术研发人员:曾河
受保护的技术使用者:广东钺河智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!