一种防止真空电子束生产叠轧复合坯加热鼓包的方法与流程
本发明涉及复合坯生产,具体而言,尤其涉及一种防止真空电子束生产叠轧复合坯加热鼓包的方法。
背景技术:
1、采用叠轧复合坯工艺生产宽幅超薄钢板是行业内近年发展的一种新工艺,能够解决宽厚板产线生产极限薄规格产品的需求,对于扩大厚板产线合同承接及提高产品市场竞争力有重要贡献。
2、传统叠轧坯生产工艺采用埋弧焊接的方式将两块坯料焊接在一起,坯料中间预留排气孔,该方法生产效率低,采用真空电子束工艺生产复合坯具有高效率、高质量的优点,但真空电子束工艺应用在焊接叠轧坯领域很少见报道。
3、在前期采用真空电子束叠轧复合坯的实践过程中,存在极易出现加热鼓包缺陷的问题,前期生产的叠轧复合坯加热鼓包缺陷占比达到60%,严重影响了产品质量和交货周期,给生产带来很大困扰,因此本发明提出一种能够解决叠轧复合坯加热鼓包的方法,提高叠轧复合坯产品质量及合格率。
技术实现思路
1、真空电子束生产叠轧复合坯的工艺路线为:开坯、坯料加工、表面处理、隔离剂涂覆、组坯、真空电子束焊接、加热、轧制、矫直、切边、分板、检查和入库,其中,鼓包缺陷出现在加热工序,通过对现有生产工艺过程进行分析,发现造成加热鼓包缺陷的主要原因有两点:一是隔离剂涂覆工序水分无法完全去除,带到后续加热工序会产生水蒸气造成鼓包;二是组坯焊接工序将隔离剂封闭在两块坯料夹层中,加热过程中产生气体,造成鼓包;本发明针对上述原因提出了一种防止真空电子束生产叠轧复合坯加热鼓包的方法,能够提高叠轧复合坯产品质量及合格率。
2、本发明采用的技术手段如下:
3、一种防止真空电子束生产叠轧复合坯加热鼓包的方法,具体包括以下内容:
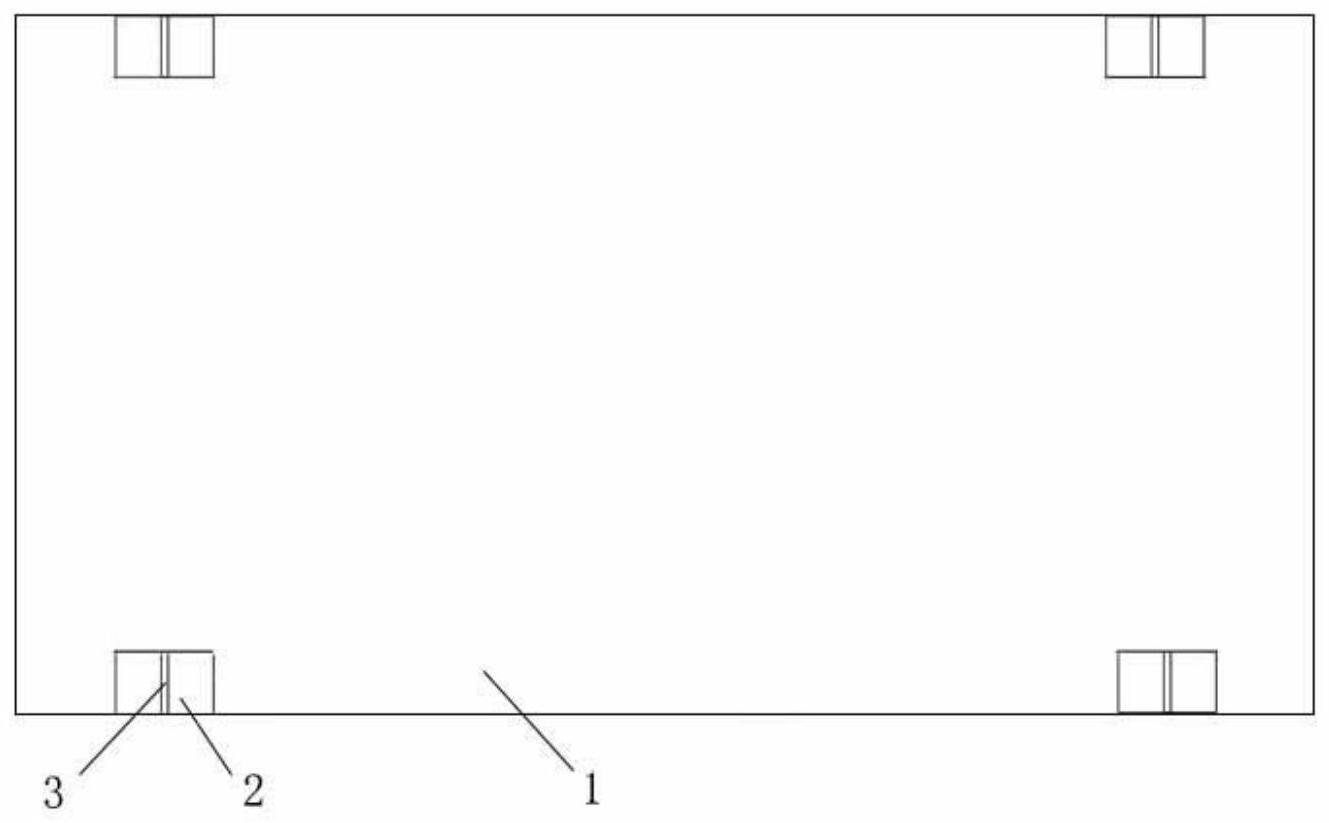
4、(1)在对上、下两块板坯进行组坯前,沿板坯的长边,在上、下两块板坯的接合面之间预留有排气区,并在排气区开设有贯通孔;
5、(2)在组坯工序后增加电阻炉烘烤加热工序;
6、(3)在真空电子束焊接工序,将排气区的点焊电流调整为0ma。
7、进一步地,沿板坯的每条长边,分别预留有两个排气区,每一个排气区距离板坯的窄边300-500mm,排气区的宽度为50-150mm。
8、进一步地,在排气区中心,分别在上、下两块板坯的接合面上采用角磨打磨半圆形孔,两个半圆形孔形成了直径为5-15mm的贯通孔。
9、进一步地,电阻炉烘烤加热工序的烘烤温度为200-400℃,时间为30-90min。
10、较现有技术相比,本发明具有以下优点:
11、本发明提供的防止真空电子束生产叠轧复合坯加热鼓包的方法,有效解决了叠轧复合坯生产过程中加热鼓包的技术问题,使叠轧坯复合坯加热鼓包缺陷率由60%(实施前)降低到0%(实施后),实现了叠轧坯批量稳定生产,对改善中厚板产品结构、提高中厚板产品市场竞争力起到重要作用。
12、基于上述理由本发明可在叠轧复合坯生产领域广泛推广。
技术特征:
1.一种防止真空电子束生产叠轧复合坯加热鼓包的方法,其特征在于,具体包括以下内容:
2.根据权利要求1所述的防止真空电子束生产叠轧复合坯加热鼓包的方法,其特征在于,沿板坯的每条长边,分别预留有两个排气区,每一个排气区距离板坯的窄边300-500mm,排气区的宽度为50-150mm。
3.根据权利要求1所述的防止真空电子束生产叠轧复合坯加热鼓包的方法,其特征在于,在排气区中心,分别在上、下两块板坯的接合面上采用角磨打磨半圆形孔,两个半圆形孔形成了直径为5-15mm的贯通孔。
4.根据权利要求1所述的防止真空电子束生产叠轧复合坯加热鼓包的方法,其特征在于,电阻炉烘烤加热工序的烘烤温度为200-400℃,时间为30-90min。
技术总结
本发明提供一种防止真空电子束生产叠轧复合坯加热鼓包的方法,具体包括以下内容:(1)在对上、下两块板坯进行组坯前,沿板坯的长边,在上、下两块板坯的接合面之间预留有排气区,并在排气区中心开设有贯通孔;(2)在组坯工序后增加电阻炉烘烤加热工序;(3)在真空电子束焊接工序,将排气区的点焊电流调整为0mA。本发明的技术方案解决了现有真空电子束生产叠轧复合坯的方法存在极易出现加热鼓包缺陷的问题。
技术研发人员:金百刚,刘文飞,王若钢,李超,王亮,罗志华,于占刚,王刚
受保护的技术使用者:鞍钢股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!