一种摇臂零件的钻孔装置及方法与流程
本发明属于机械加工,具体涉及一种摇臂零件的钻孔装置及方法。
背景技术:
1、如图1所示为飞机上的重要结构零件,该零件的加工精度对功能的发挥起着重要的作用。该零件为铸钢材料,空间结构复杂,空间尺寸多且部分配合表面的尺寸精度和位置精度高,达到h8级精度,尤其是如图2所示的孔a,b,c的相对位置精度,如不满足设计要求,将严重影响配合质量。同时,由于该产品为系列构件,结构相似,仅高度h不同,其他结构和加工要求相同,传统上需要多套钻孔装置完成钻孔操作,占用工装存放面积,不易操作;在进行上述孔位的加工时,由于该产品为铸件,非加工表面的质量不稳定,且整体尺寸小,很难确定可靠的定位面,同时在加工时,常常采用拼装夹具进行,拼装夹具的拼装周期长,且笨重,不利于高效生产;为此,该零件加工时,经常由于上述因素的存在导致成批或大批量报废。
技术实现思路
1、为了解决现有技术中的上述问题,本发明设计一种专门的钻孔装置,能够快速完成摇臂零件的装夹和定位,并加工,保证加工精度。
2、本发明采用的技术方案为:
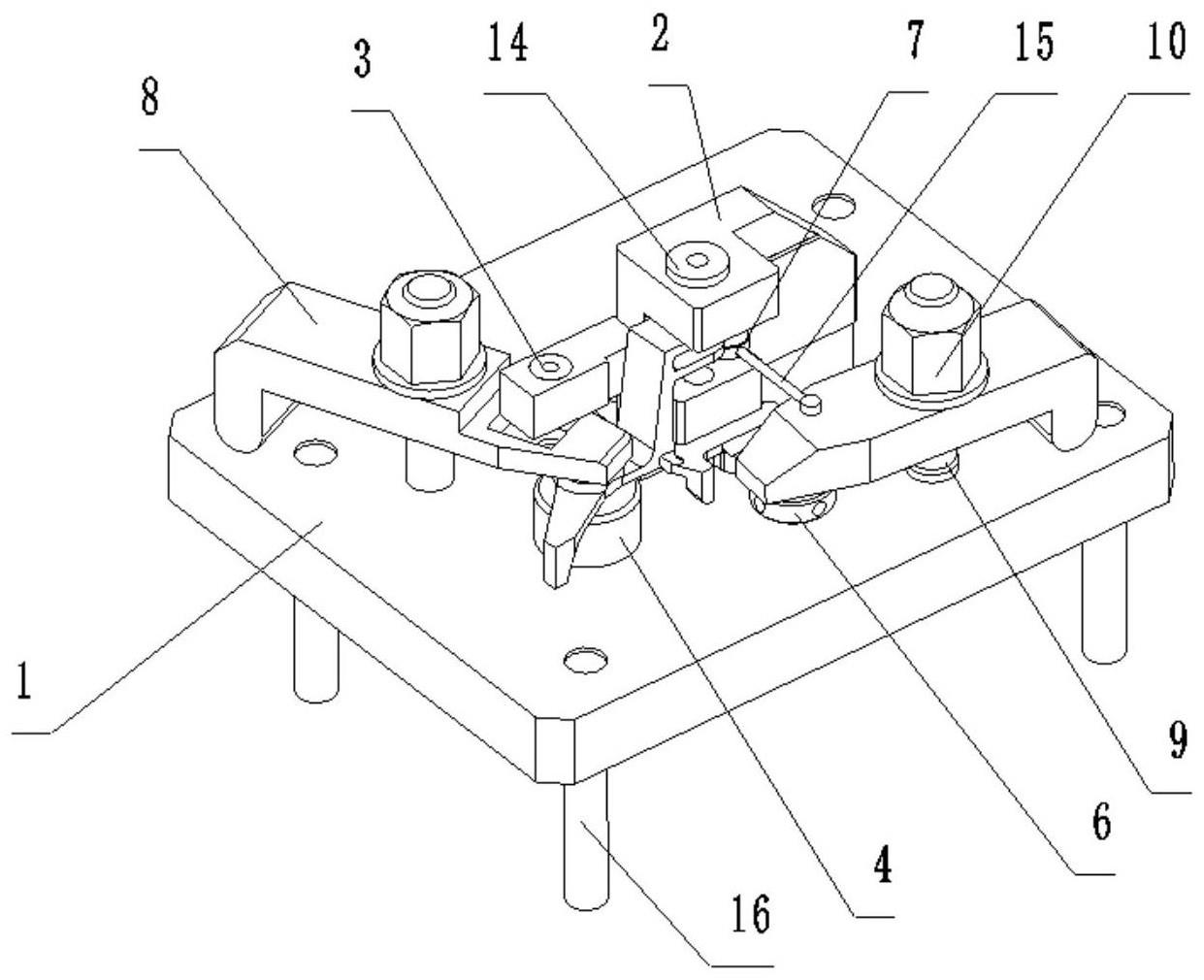
3、一种摇臂零件的钻孔装置,包括基座1、钻模板2、固定钻套3、带孔定位凸台4、主定位销5、主支撑台6、辅支撑台7、带孔l形压板8、立柱9、紧固螺母10、压紧螺栓11、定位销12、l形压板13、可调钻套14、拨杆15和支撑杆16。
4、所述的基座1为钢质结构,整体为四方形结构,作为所有部件的支撑和安装平台,其上开设有若干用于安装紧固的螺栓孔和用于定位的定位盲孔。
5、所述的钻模板2的结构形式如图9,其上设置有用于安装可调钻套14的安装孔2-3;钻模板2靠下的位置处设置有下陷2-1,用于安装零件时的过约束;钻模板2的中间部位设置有凸台2-2,其上设置有用于加工时避让钻头的通孔2-4和用于安装辅支撑台7的螺栓孔2-5。
6、所述的固定钻套3安装在钻模板2上的孔2-6内,用于钻孔时对钻头的引导。
7、所述的带孔定位凸台4为阶梯轴形状,其小径端固定安装在基座1上,带孔定位凸台4的大径端设置有销孔,用于主定位销5的安装,起到对摇臂零件孔c的定位作用。
8、所述的主支撑台6为阶梯轴形状,其小径端设置有螺纹,拧入基座1的螺栓孔内,可以通过旋拧调整支撑在摇臂上q面的高度,用于提高钻孔时摇臂的刚度,防止变形。
9、所述的辅支撑台7为阶梯轴形状,其小径端设置有螺纹,拧入钻模板2上的螺栓孔2-5内,可以通过旋拧调整支撑在摇臂上p面的高度,起到提高钻孔时摇臂的刚度,防止变形。
10、所述的带孔l形压板8、立柱9和紧固螺母10构成一组压紧装置;其中,立柱9为两段带有螺纹的柱形件,其一端与基座1上的螺栓孔紧固连接,另一端穿过带孔l形压板8上的通孔,与紧固螺母10连接,将带孔l形压板8压紧设置在摇臂的l面上;带孔l形压板8上设置有矩形孔,用于钻孔时钻头穿过。
11、所述的l形压板13、立柱9和紧固螺母10构成另一组压紧装置;立柱9一端与基座1上的螺栓孔紧固连接,另一端穿过l形压板13与紧固螺母10连接,将l形压板13压紧设置在摇臂的s面上,防止钻孔时摇臂位置窜动。
12、所述的压紧螺栓11将钻模板2压紧设置在基座1上,定位销12穿过钻模板2下端的销孔进入基座1上的销孔,起到定位作用,防止由于使用导致钻模板2的位置变化,提高精度。
13、所述的可调钻套14为可更换钻套,对于其他结构相同、仅高度不同的摇臂零件,如图1,可以根据高度h的不同更换相应长度的钻套,保证钻孔的精度和稳定性。
14、所述的拨杆15为细长杆状零件,用于调整主支撑台6或辅支撑台7的支撑高度,方便操作。
15、所述的支撑杆16设置在基座1的下部,用于支撑操作平台,使钻孔过程更加舒适方便。
16、一种采用上述钻孔装置进行钻孔的方法,包括以下步骤:
17、(1)将待加工摇臂零件安装在定位装置上,此时摇臂件的y面与带孔定位凸台4的上表面贴合,并将主定位销5穿过摇臂件的孔c进入带孔定位凸台4的中心孔内,摇臂件的n面靠在钻模板2立面上,限制周向转动。
18、(2)通过拨杆15分别调整主支撑台6和辅支撑台7的高度,使其分别定在摇臂件的q面和p面上,提高整体加工刚度。
19、(3)通过带孔l形压板8、立柱9和紧固螺母10构成的压紧装置,压紧设置在摇臂件的l面上;通过l形压板13、立柱9和紧固螺母10构成的另一组压紧装置,压紧设置在摇臂件的s面上。通过紧固螺母10实现压紧操作,完成紧固。
20、(4)在普通台钻下分别完成孔a和b的加工。
21、本发明的有益效果是:
22、1)加工精度高:采用该装置可以通过已加工的孔c和铸件基准面n进行定位,通过多个辅助支撑提高加工刚度,防止加工变形,提高了零件的钻孔精度和效率。
23、2)钻孔装置结构简单,操作方便,制造和维修的成本低,适用于批量化生产,显著提高了生产效率。
技术特征:
1.一种摇臂零件的钻孔装置,其特征在于,该装置包括基座(1)、钻模板(2)、固定钻套(3)、带孔定位凸台(4)、主定位销(5)、主支撑台(6)、辅支撑台(7)、带孔l形压板(8)、立柱(9)、紧固螺母(10)、l形压板(13)和可调钻套(14);
2.根据权利要求1所述的一种摇臂零件的钻孔装置,其特征在于,该钻孔装置还包括拨杆(15),所述拨杆(15)为细长杆状零件,用于调整主支撑台或辅支撑台的支撑高度。
3.根据权利要求1或2所述的一种摇臂零件的钻孔装置,其特征在于,该钻孔装置还包括支撑杆(16),所述支撑杆(16)设置在基座(1)的下部,用于支撑操作平台。
4.根据权利要求1或2所述的一种摇臂零件的钻孔装置,其特征在于,所述钻模板(2)通过压紧螺栓(11)压紧设置在基座(1)上,定位销(12)穿过钻模板(2)下端的销孔进入基座(1)上的销孔,起到定位作用。
5.根据权利要求3所述的一种摇臂零件的钻孔装置,其特征在于,所述钻模板(2)通过压紧螺栓(11)压紧设置在基座(1)上,定位销(12)穿过钻模板(2)下端的销孔进入基座(1)上的销孔,起到定位作用。
6.根据权利要求1、2或5所述的一种摇臂零件的钻孔装置,其特征在于,所述凸台(2-2)上设有用于加工时避让钻头的通孔;所述带孔l形压板(8)上设有矩形孔,用于钻孔时钻头穿过。
7.根据权利要求1、2或5所述的一种摇臂零件的钻孔装置,其特征在于,所述的可调钻套(14)根据摇臂零件高度的不同更换相应长度的钻套,保证钻孔的精度和稳定性。
8.一种采用如权利要求1-7任一所述的钻孔装置进行钻孔的方法,其特征在于,该方法包括以下步骤:
技术总结
本发明公开了一种摇臂零件的钻孔装置及方法,属于机械加工技术领域。所述钻孔装置包括基座、钻模板、固定钻套、带孔定位凸台、主定位销、主支撑台、辅支撑台、带孔L形压板、立柱、紧固螺母、压紧螺栓、定位销、L形压板、可调钻套、拨杆和支撑杆。本发明加工精度高,采用该装置可以通过已加工的孔和铸件基准面进行定位,通过多个辅助支撑提高加工刚度,防止加工变形,提高了零件的钻孔精度和效率;该钻孔装置结构简单,操作方便,制造和维修的成本低,适用于批量化生产,显著提高了生产效率。
技术研发人员:宋万万,薛祥友,徐继文,张崇,李云飞
受保护的技术使用者:沈阳飞机工业(集团)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!