一种燃气涡轮压气机机匣氩弧焊接装置及焊接方法与流程
本发明属于燃气涡轮压气机机匣加工,涉及一种燃气涡轮压气机机匣氩弧焊接装置及焊接方法。
背景技术:
1、燃气涡轮压气机机匣是燃气涡轮发动机的重要承力部件,起着连接、承载、支撑及包容发动机的作用,机匣尺寸大、结构复杂、薄壁结构、刚性弱,且焊接质量要求较高,目前传统的机匣焊接方式为手工氩弧焊接,存在焊接效率低、焊接质量不稳定、焊接出错率高、部分焊缝焊接困难等问题。研制自动化程度高、高柔性、高效率、高品质的机匣氩弧焊接单元,对机匣焊接具有重要意义。
技术实现思路
1、本发明的目的在于解决现有技术中焊接效率低、焊接质量不稳定,焊接的出错率高的问题,提供一种燃气涡轮压气机机匣氩弧焊接装置及焊接方法。
2、为达到上述目的,本发明采用以下技术方案予以实现:
3、一种燃气涡轮压气机机匣氩弧焊接方法,包括以下步骤:
4、s1:对待焊接工件的焊缝位置进行扫描,获取焊缝的实际点云信息;
5、s2:构建焊缝的理论点云信息,基于理论点云信息对实际点云信息进行图像处理,提取待焊接工件的关键特征点,并基于待焊接工件的关键特征点计算待焊接工件焊缝的位置信息,对焊缝的理论点云信息进行修正,获取修正后的焊缝路径信息;
6、s3:基于获取的修正后的焊缝路径信息开始焊接。
7、本发明的进一步改进在于:
8、一种燃气涡轮压气机机匣氩弧焊接装置,包括立柱,所述立柱上设置有倒挂焊接机器人,所述倒挂焊接机器人的末端连接焊枪单元,所述焊枪单元用于对待焊接的工件进行路径扫描和焊接;
9、所述立柱上设置有导丝单元,所述导丝单元连接焊枪单元;
10、所述立柱的一侧设置有焊接电源,所述焊接电源连接焊枪单元;
11、所述倒挂焊接机器人连接控制器。
12、本装置的进一步改进在于:
13、所述焊枪单元包括焊枪,所述焊枪上设置有激光焊缝传感器,
14、钨极设置在焊枪的末端;
15、所述焊枪连接熔池监控相机。
16、所述激光焊缝传感器通过转接板与焊枪连接。
17、所述焊枪依次连接第一转接板和第二转接板;
18、所述熔池监控相机固定在第二转接板上。
19、所述熔池监控相机与钨极末端中心处的距离为300mm。
20、所述激光焊缝传感器打出的激光线与钨极末端的距离为30mm。
21、还包括地轨行走装置,所述立柱和焊接电源均固定在地轨行走装置上。
22、焊接电源的底部与地轨行走装置之间设置有绝缘胶垫。
23、所述立柱上设置有叉齿块。
24、与现有技术相比,本发明具有以下有益效果:
25、本发明公开了一种燃气涡轮压气机机匣氩弧焊接方法,对零件的实际焊缝位置进行扫描,并构建零件焊缝的理论路径信息,通过理论点云信息和实际点云信息的对比提取待焊接工件的关键特征点,并计算待焊接工件焊缝的位置信息,提高了焊缝位置信息在焊接时路径的精准性,与手工焊缝相比,提高了焊接效率,和焊接的质量,路径的修正对比降低了焊接的出错率,提高了工件焊接的稳定效果。
26、本发明公开了一种燃气涡轮压气机机匣氩弧焊接装置,通过立柱对倒挂焊接机器人进行支撑,倒挂焊接机器人通过末端的焊枪单元对待焊接的工件进行路径扫描,然后通过控制器对倒挂焊接机器人进行驱动进行焊接,本发明提供的装置,解决了手动焊接存在的定位不精准,焊接质量不稳定的效果,提升了后期的焊接质量。
27、进一步的,本装置中,在倒挂焊接机器人的末端设置有熔池监控相机,可以实时监控焊接过程中,焊缝与钨极末端的位置是否偏离,保证焊接精度。
28、进一步的,本装置中,在立柱上设置有叉齿块,便于行车的起吊。
技术特征:
1.一种燃气涡轮压气机机匣氩弧焊接方法,其特征在于,包括以下步骤:
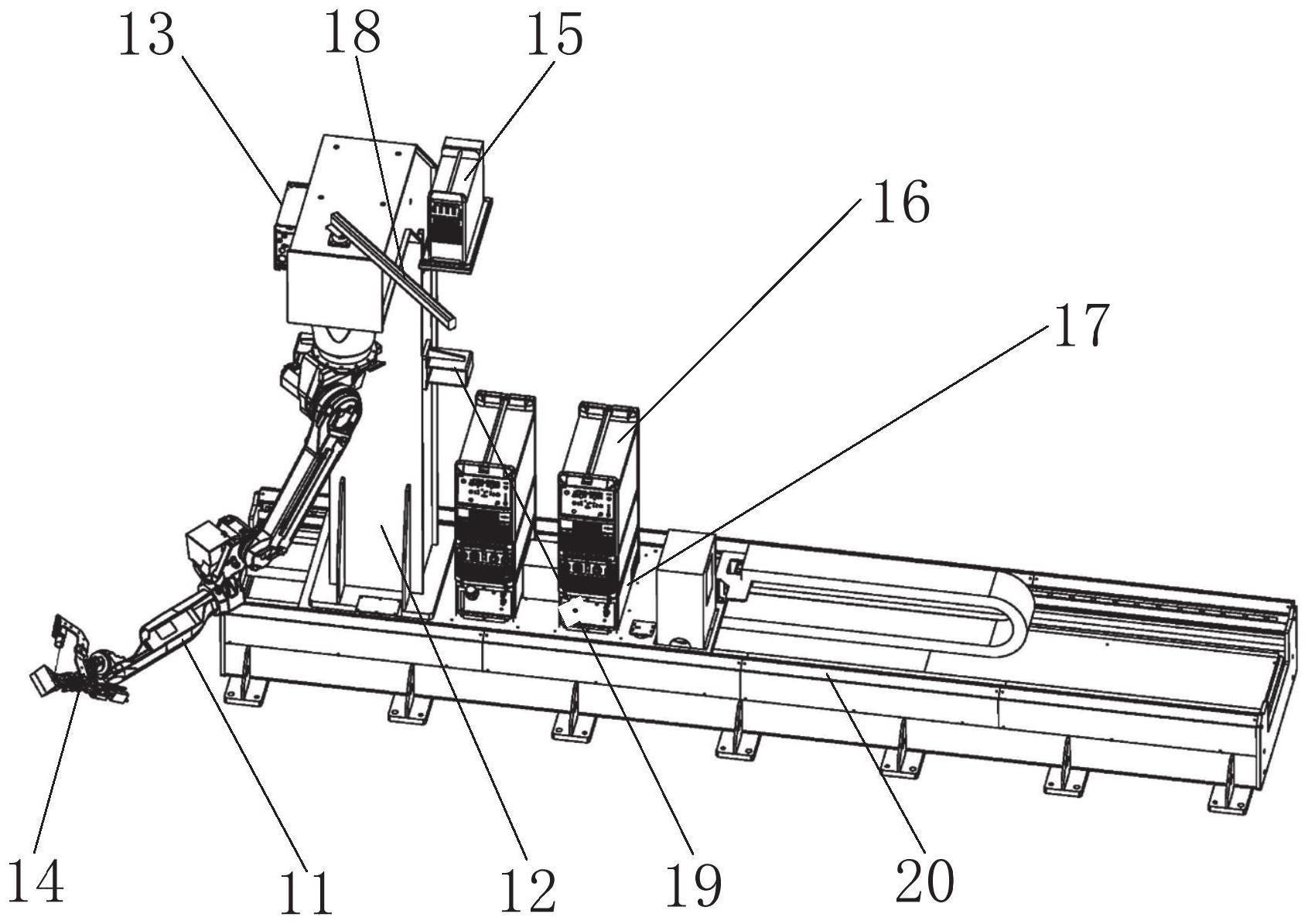
2.一种燃气涡轮压气机机匣氩弧焊接装置,其特征在于,包括立柱(12),所述立柱(12)上设置有倒挂焊接机器人(11),所述倒挂焊接机器人(11)的末端连接焊枪单元(14),所述焊枪单元(14)用于对待焊接的工件进行路径扫描和焊接;
3.根据权利要求2所述的一种燃气涡轮压气机机匣氩弧焊接装置,其特征在于,所述焊枪单元(14)包括焊枪(141),所述焊枪(141)上设置有激光焊缝传感器(142),
4.根据权利要求3所述的一种燃气涡轮压气机机匣氩弧焊接装置,其特征在于,所述激光焊缝传感器(142)通过转接板与焊枪(141)连接。
5.根据权利要求3所述的一种燃气涡轮压气机机匣氩弧焊接装置,其特征在于,所述焊枪(141)依次连接第一转接板(145)和第二转接板(146);
6.根据权利要求3所述的一种燃气涡轮压气机机匣氩弧焊接装置,其特征在于,所述熔池监控相机(143)与钨极(144)末端中心处的距离为300mm。
7.根据权利要求3所述的一种燃气涡轮压气机机匣氩弧焊接装置,其特征在于,所述激光焊缝传感器(142)打出的激光线(142)与钨极(144)末端的距离为30mm。
8.根据权利要求2所述的一种燃气涡轮压气机机匣氩弧焊接装置,其特征在于,还包括地轨行走装置(20),所述立柱(12)和焊接电源(16)均固定在地轨行走装置(20)上。
9.根据权利要求8所述的一种燃气涡轮压气机机匣氩弧焊接装置,其特征在于,焊接电源(16)的底部与地轨行走装置(20)之间设置有绝缘胶垫。
10.根据权利要求2所述的一种燃气涡轮压气机机匣氩弧焊接装置,其特征在于,所述立柱(12)上设置有叉齿块(19)。
技术总结
本发明公开了一种燃气涡轮压气机机匣氩弧焊接装置及焊接方法,包括立柱所述立柱上设置有倒挂焊接机器人,倒挂焊接机器人的末端连接焊枪单元,焊枪单元用于对待焊接的工件进行路径扫描和焊接;立柱上设置有导丝单元,导丝单元连接焊枪单元;立柱的一侧设置有焊接电源,所述焊接电源连接焊枪单元;倒挂焊接机器人连接控制器对零件的实际焊缝位置进行扫描,并构建零件焊缝的理论路径信息,通过理论点云信息和实际点云信息的对比提取待焊接工件的关键特征点,并计算待焊接工件焊缝的位置信息,提高了焊缝位置信息在焊接时路径的精准性,与手工焊缝相比,提高了焊接效率,和焊接的质量,路径的修正对比降低了焊接的出错率,提高了工件焊接的稳定效果。
技术研发人员:赵春蓉,贺建波,王继虎,于龙飞,张姝丽,薛骏,黄荣,王汉晨
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!