一种电子束焊接头设计方法与流程
本发明涉及电子束焊,具体为一种电子束焊接头设计方法。
背景技术:
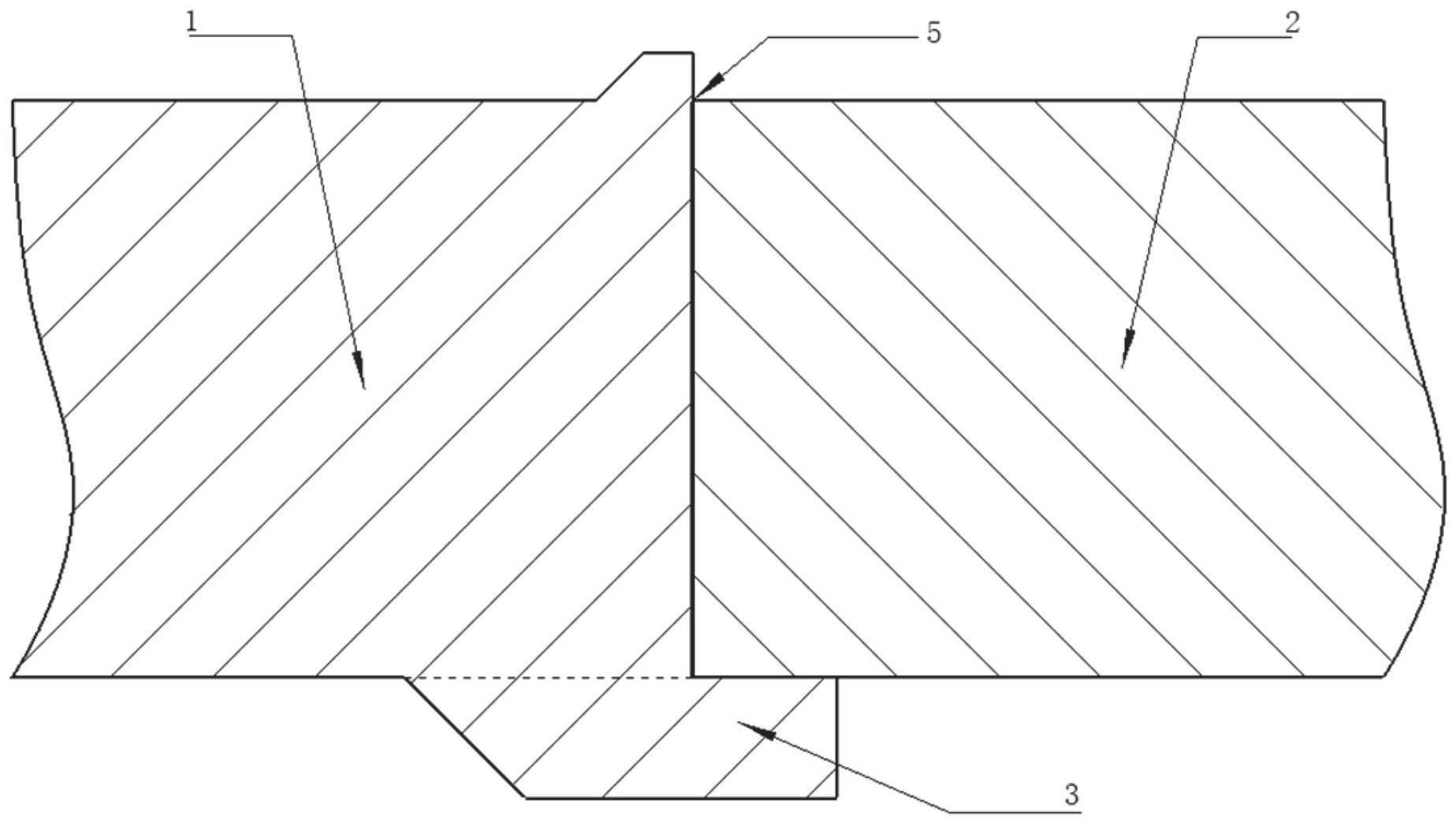
1、电子束焊因高能量密度、焊接变形小,因此常用于焊接厚度大及精度要求高的零件。电子束焊接头设计时一般会在零件接头的一侧背面增加接头锁底(如图1所示),以保证零件装配精度并将焊接时容易出现的根部气孔缺陷引入焊接锁底,然后再车加工去除。但对于一些大厚度、气孔缺陷敏感的金属材料,焊接过程中很难保证将气孔缺陷完全引入焊接锁底并在后续加工中去除。
2、目前解决此类问题的方式除了选择合适的焊接参数外一般还会增加以下手段:一、在电子束焊接时增加扫描函数,通过熔池搅拌效应,加速焊缝内部产生气体的从焊缝表面溢出,以消除气孔缺陷(公开号为cn106271173a的发明专利采用的方法);二、在焊接锁底上加工半圆形排气槽,使焊接过程中产生气体的可以从焊接锁底处溢出。通常在零件焊接时,这两种方法会结合使用,以提高零件的焊接质量(公开号为cn110711967a的发明专利采用的方法)。
3、但是通过扫描函数消除气孔的方法由于气体只能从表面溢出,对于厚板焊接效果不太显著。而排气槽由于只是在焊接锁底周向上分布加工,排气效果也会受到排气槽间距和数量的限制。
技术实现思路
1、本发明目的在于提供一种电子束焊接头设计方法,以克服现有技术中厚板焊接排气效果不显著,使用排气槽会受到限制的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种电子束焊接头设计方法,包括:
4、在第一零件上加工接头锁底,所述接头锁底部分超出第一零件边缘,所述接头锁底超出部分上端面低于未超出接头锁底部分的上端面;
5、在第二零件上加工搭接台阶,将第一零件与第二零件相抵,使搭接台阶和超出第一零件边缘的接头锁底形成三角形空腔。
6、优选地,超出第一零件边缘的接头锁底上端面为斜面。
7、优选地,斜面的倾斜角度为5~8°。
8、优选地,超出第一零件边缘的接头锁底上端面部分与搭接台阶水平搭接,超出第一零件边缘的接头锁底上端面的剩余部分为斜面。
9、优选地,斜面的倾斜角度为5~8°。
10、优选地,水平搭接的部分靠近第一零件边缘。
11、优选地,超出第一零件边缘接头锁底上端面与搭接台阶水平搭接的长度为0.3~0.5mm。
12、优选地,搭接台阶的长度与超出第一零件边缘的接头锁底长度相同。
13、优选地,搭接台阶高度等于接头锁底超出部分到第一零件的垂直高度。
14、优选地,搭接台阶的高度为0.5~1mm。
15、与现有技术相比,本发明具有以下有益效果:本发明提供了一种电子束焊接头设计方法,在焊接接头和搭接台阶处形成了的三角形空腔,可以更加高效的排出焊缝根部残留的气体和焊接时产生的高压蒸汽,焊接时配合扫描函数可以更高有效的防止焊接气孔缺陷的产生,同时焊接接头在机械加工时可以方便加工完成,无需安排多余的加工工序,加工效率更高,接头锁底超出部分上端面低于未超出接头锁底部分的上端面,防止接头锁底在焊后机加工去除时由于刀具的挤压形成紧贴于零件背面的残留金属皮,影响后续无损检验的判断。
16、进一步地,超出第一零件边缘的接头锁底上端面为斜面,有助于环形零件的顺利装配,降低零件装配难度。
技术特征:
1.一种电子束焊接头设计方法,其特征在于,包括:
2.根据权利要求1所述的一种电子束焊接头设计方法,其特征在于,超出第一零件(1)边缘的接头锁底(3)上端面为斜面。
3.根据权利要求2所述的一种电子束焊接头设计方法,其特征在于,所述斜面的倾斜角度为5~8°。
4.根据权利要求1所述的一种电子束焊接头设计方法,其特征在于,超出第一零件(1)边缘的接头锁底(3)上端面部分与搭接台阶(4)水平搭接,超出第一零件(1)边缘的接头锁底(3)上端面的剩余部分为斜面。
5.根据权利要求4所述的一种电子束焊接头设计方法,其特征在于,所述斜面的倾斜角度为5~8°。
6.根据权利要求4所述的一种电子束焊接头设计方法,其特征在于,所述水平搭接的部分靠近第一零件(1)边缘。
7.根据权利要求4所述的一种电子束焊接头设计方法,其特征在于,超出第一零件(1)边缘接头锁底(3)上端面与搭接台阶(4)水平搭接的长度为0.3~0.5mm。
8.根据权利要求1所述的一种电子束焊接头设计方法,其特征在于,所述搭接台阶(4)的长度与超出第一零件(1)边缘的接头锁底(3)长度相同。
9.根据权利要求1所述的一种电子束焊接头设计方法,其特征在于,所述搭接台阶(4)高度等于接头锁底(3)超出部分到第一零件(1)的垂直高度。
10.根据权利要求9所述的一种电子束焊接头设计方法,其特征在于,所述搭接台阶(4)的高度为0.5~1mm。
技术总结
本发明公开了一种电子束焊接头设计方法,在焊接接头和搭接台阶处形成了的三角形空腔,可以更加高效的排出焊缝根部残留的气体和焊接时产生的高压蒸汽,焊接时配合扫描函数可以更高有效的防止焊接气孔缺陷的产生,同时焊接接头在机械加工时可以方便加工完成,无需安排多余的加工工序,加工效率更高,接头锁底超出部分上端面低于未超出接头锁底部分的上端面,防止接头锁底在焊后机加工去除时由于刀具的挤压形成紧贴于零件背面的残留金属皮,影响后续无损检验的判断,超出第一零件边缘的接头锁底上端面为斜面,有助于环形零件的顺利装配,降低零件装配难度。
技术研发人员:陈涛,王建涛,徐梦丹,韦瑾,王一迪,周泉,任波,段青
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!