一种轴承孔磨损快速修复工艺的制作方法
本发明涉及机械修复,尤其涉及一种轴承孔磨损快速修复工艺。
背景技术:
1、随着设备运行时间的逐渐增加,许多零件都会出现不同程度的磨损,特别是一些大型设备的减速箱,可能会出现轴承镗孔磨损。如果采用传统的焊接修复方式进行维修,箱体需要拆走且修复周期长,焊接会产生热应力导致轴承镗孔变形,甚至整个箱体产生变形,影响减速箱体加工和装配精度,修复过的轴承镗孔无法达到新品的使用效果。
2、目前采用的普通高分子修复材料进行修复,往往需要在高温下固化,会产生热应力,冷却后会产生一定量的收缩,且修复时间较长,需要对变速箱进行拆卸。由于高温下固化的特性,常温下刮除多余的修复材料时,难以刮平,很容易将磨损的轴承孔内的修复材料部分刮出,导致余量不足,影响修复效果。对磨损的轴承孔进行打磨时,未磨损部位缺少保护,表面容易被划伤。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种轴承孔磨损快速修复工艺。
2、为了实现上述目的,本发明采用了如下技术方案:
3、设计一种轴承孔磨损快速修复工艺,包括如下步骤:
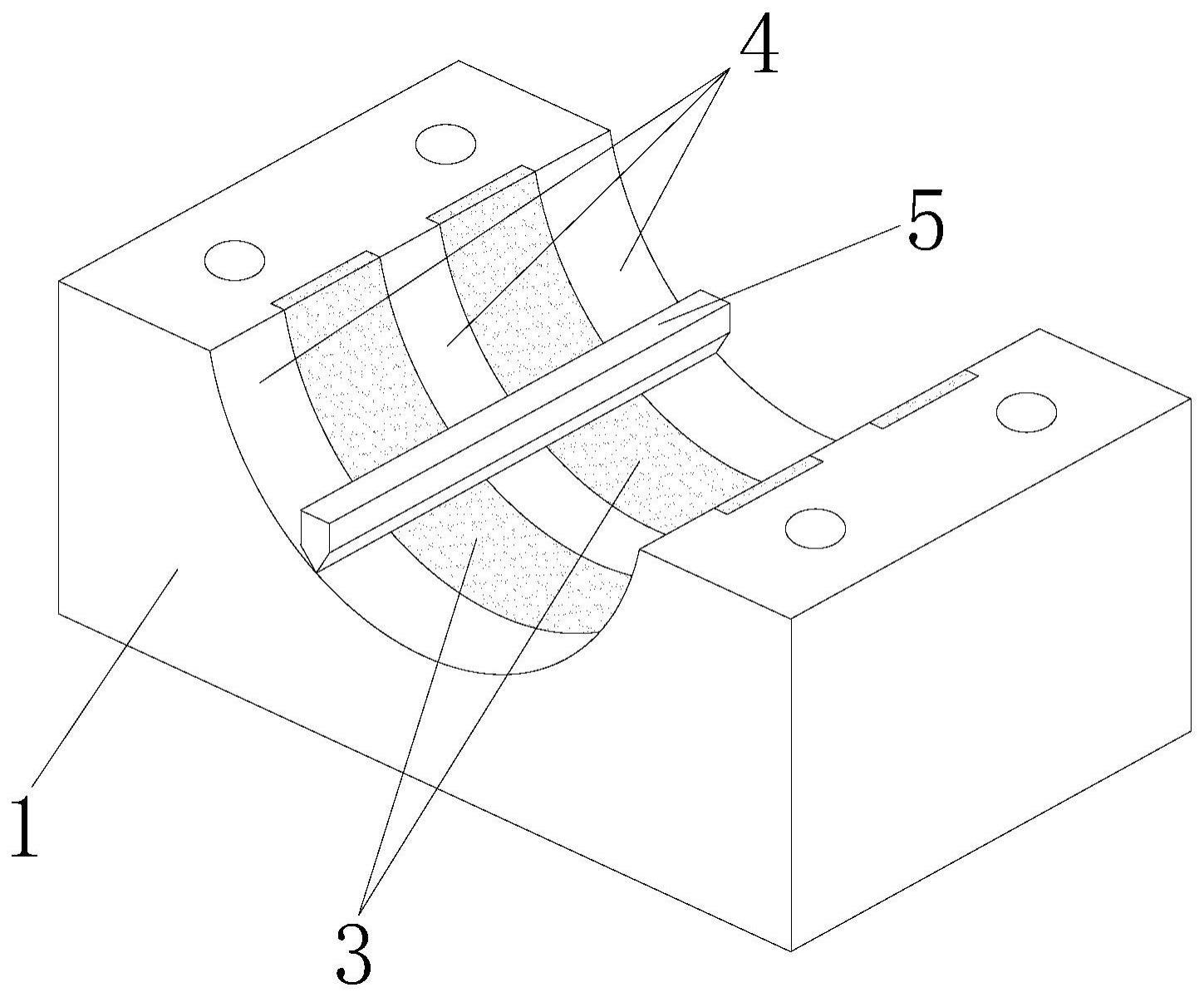
4、s1:选用轴承专用清洗剂对磨损的轴承孔及周边进行清洗,用铝箔带将未磨损的修复基准面贴层保护,随后将磨损的轴承孔打磨干净,且表面粗糙,直至露出金属光泽,取下铝箔带,然后用轴承专用清洗剂清洗干净,干燥待用;
5、s2:选用专用的修复材料,调和至均匀无色差,备用;
6、s3:将调好的修复材料均匀涂覆至轴承孔磨损部位,涂抹厚度大于轴承孔单边磨损量;
7、s4:采用专用的成型刮刀,以轴承孔磨损部位两侧的未磨损部位为基准进行刮研,修复好磨损的轴承孔;
8、s5:待修复材料固化后,塞尺检查双侧轴承游隙,完成修复。
9、优选的,所述铝箔带的厚度为0.08-0.1mm。
10、优选的,所述修复材料采用泰凯福聚合金属陶瓷材料。
11、优选的,所述s4中刮研的时间为所述s3涂覆后的30-60分钟后。
12、本发明提出的一种轴承孔磨损快速修复工艺,有益效果在于:本发明采用泰凯福聚合金属陶瓷材料对磨损的轴承孔现场进行快速修复,修复时间短,修复后抗压、抗磨损等综合力学性能优越,常温下即可固化,且无热应力变形,修复面与工作面可达到100%接触,同时恢复修复面原始设计的尺寸,可以保证更好的受力;由于泰凯福聚合金属陶瓷材料常温下固化,易于将余料刮除,不会导致修复材料余量不足,方便操作;通过铝箔带对未磨损部位进行保护,防止未磨损部位表面划伤。
技术特征:
1.一种轴承孔磨损快速修复工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的轴承孔磨损快速修复工艺,其特征在于,所述铝箔带的厚度为0.08-0.1mm。
3.根据权利要求1所述的轴承孔磨损快速修复工艺,其特征在于,所述修复材料采用泰凯福聚合金属陶瓷材料。
4.根据权利要求3所述的轴承孔磨损快速修复工艺,其特征在于,所述s4中刮研的时间为所述s3涂覆后的30-60分钟后。
技术总结
本发明涉及机械修复技术领域,尤其是一种轴承孔磨损快速修复工艺,包括如下步骤:选用轴承专用清洗剂对磨损的轴承孔及周边进行清洗,用铝箔带将未磨损的修复基准面贴层保护,随后将磨损的轴承孔打磨干净,然后用轴承专用清洗剂清洗干净;选用专用的修复材料;将调好的修复材料均匀涂覆至轴承孔磨损部位;采用专用的成型刮刀,以轴承孔磨损部位两侧的未磨损部位为基准进行刮研;待修复材料固化后,完成修复。本发明采用泰凯福聚合金属陶瓷材料对磨损的轴承孔现场进行快速修复,恢复修复面原始设计的尺寸;由于泰凯福聚合金属陶瓷材料常温下固化,易于将余料刮除,不会导致修复材料余量不足。
技术研发人员:李明,袁福来
受保护的技术使用者:辽宁恒伟科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!