变压器组装装置及变压器组装方法与流程
本发明涉及变压器组装,特别涉及一种变压器组装装置及变压器组装方法。
背景技术:
1、变压器是用于将电压升高或降低的设备,变压器能把任一数值的电压转变成频率相同的我们所需的电压值,以满足电能的输送、分配和使用要求。变压器包括dip网变底座和盖体,盖体套设于dip网变底座上,以对dip网变底座上的pin针进行保护。相关技术中的组装设备在组装dip网变底座和盖体前,需要通过机械手配合视觉定位系统以对盖体的姿态进行调整,进而使得盖体能够精准地组装在dip网变底座上。但,机械手与视觉定位系统的配置使得组装设备的制造成本高。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,本发明第一方面提供了一种制造成本更低的变压器组装装置。本发明第二方面还提供了一种变压器组装方法。
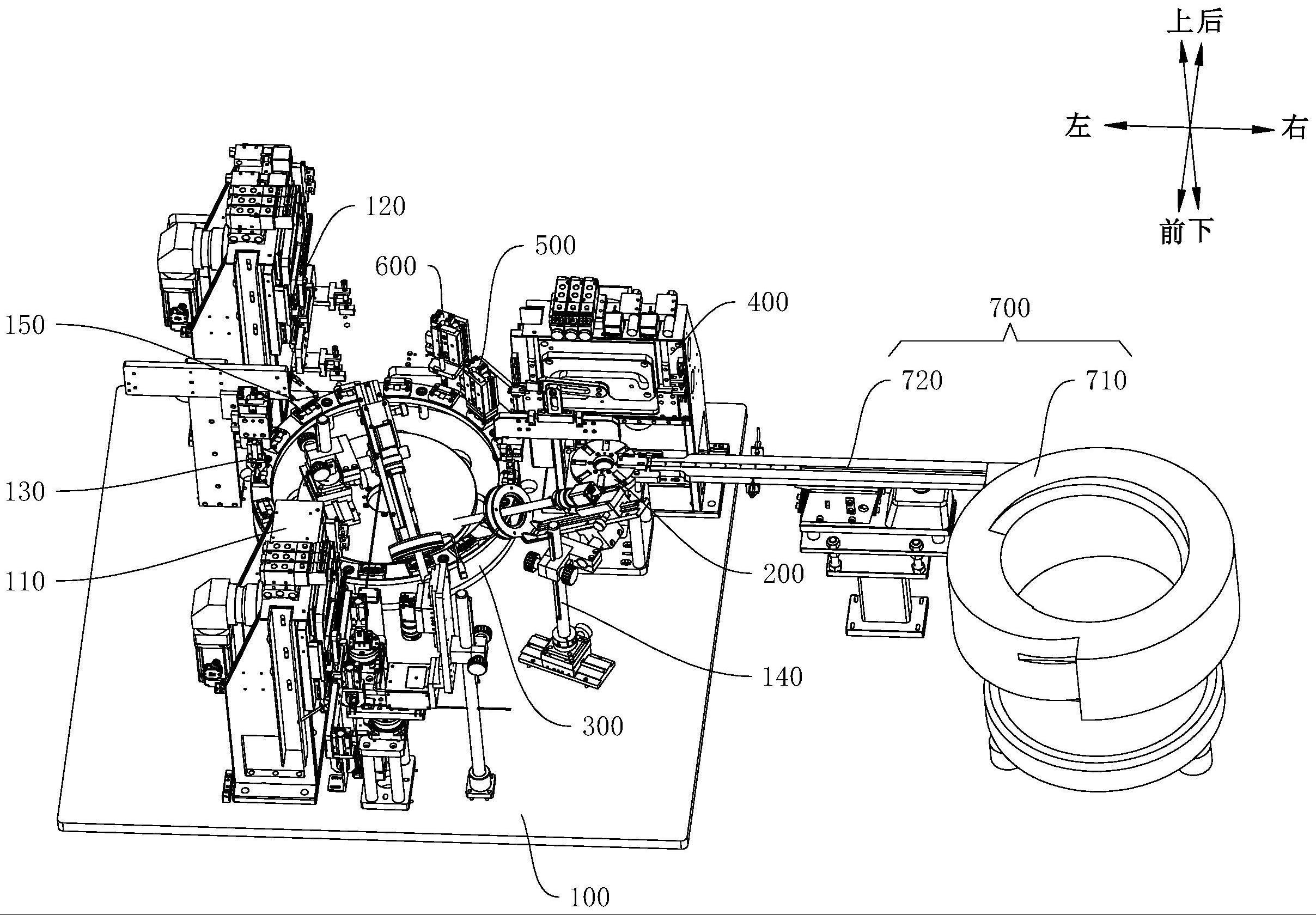
2、根据本发明第一方面实施例提供的变压器组装装置,包括机架、旋转台、输送组件、搬运组件和压合组件;机架上设有取料工位、装载工位和压合工位;旋转台设于机架上,旋转台上设有用于承载盖体的承载位,旋转台能够旋转,以使承载位循环经过取料工位;输送组件设于机架上,输送组件上设有用于承载dip网变底座的治具,输送组件能够输送治具依次经过装载工位和压合工位;搬运组件设于机架上,搬运组件用于将位于取料工位的盖体搬运至位于装载工位的dip网变底座上,以形成半成品,盖体于取料工位上的姿态和于装载工位上的姿态相同;压合组件设于机架上,压合组件用于对压合工位的半成品进行压合,以将盖体压紧在dip网变底座上,以形成变压器。
3、本发明所述的变压器组装装置至少具有以下有益效果:在旋转台上设有承载位,承载位上能够承载盖体,旋转台能够旋转,以将承载位旋转至取料工位内,使得每个位于取料工位内的盖体的姿态均相同;输送组件能够将承载有dip网变底座的治具输送至装载工位内,使得每个位于装载工位内的dip网变底座的姿态均相同。进而,工作人员能够提前设置好旋转台和输送组件之间的相对位置,使得位于取料工位内的盖体和位于装载工位的dip网变底座的姿态相对应,通过旋转台的旋转,在盖体旋转至取料工位内时,盖体的姿态能够正好与装载工位内的dip网变底座的姿态相对应,在搬运组件的搬运下,盖体能够准确装载至位于装载工位的dip网变底座上,在压合组件的压合下,dip网变底座和盖体能够准确地组装在一起。旋转台的结构简单,制造成本低,进而能够降低变压器组装装置的制造成本。
4、根据本发明第一方面实施例所述的变压器组装装置,搬运组件包括抓取结构、第一安装架和第一驱动结构,第一安装架上设有导向槽,导向槽包括第一段、第二段和第三段,第一段沿水平方向延伸,第二段和第三段均沿竖直方向延伸,且第二段和第三段分别与第一段的两端连通,抓取结构上设有用于抓取盖体的吸头,抓取结构可滑动地穿设于导向槽内,第一驱动结构与抓取结构连接,且能够驱动抓取结构沿导向槽滑动,当抓取结构滑动至第二段上时,吸头位于取料工位的上方,当抓取结构滑动至第三段上时,吸头位于装载工位的上方。
5、根据本发明第一方面实施例所述的变压器组装装置,吸头内设有开口向下的气腔,气腔能够与抽气装置连通,气腔的边沿用于抵接盖体上端面的边缘。
6、根据本发明第一方面实施例所述的变压器组装装置,机架上设有检测组件,机架上还设有检测工位,检测工位位于治具的移动路径上,且沿治具的运动方向,检测工位位于压合工位的后侧,检测组件用于对检测工位内的变压器的厚度进行检测。
7、根据本发明第一方面实施例所述的变压器组装装置,检测组件包括第二安装架,第二驱动结构和传感器,传感器包括安装杆、感应头和弹性连接件,安装杆和感应头之间通过弹性连接件连接,第二驱动结构设于第二安装架上,第二驱动结构与传感器连接,第二驱动结构能够驱动传感器做升降运动,以使感应头能够抵接位于检测工位的变压器的上端面。
8、根据本发明第一方面实施例所述的变压器组装装置,机架上还设有第一上料组件,机架上设有盖体上料工位,盖体上料工位位于承载位的移动路径上,承载位为承载槽,第一上料组件包括振动盘和振动轨,振动轨的两端分别与振动盘和位于盖体上料工位的承载槽相连通,振动盘内能够存储盖体。
9、根据本发明第二方面实施例提供的变压器组装方法,包括有以下步骤:
10、将盖体上料至旋转台的承载位上;
11、驱动旋转台旋转一定角度,以使承载有盖体的承载位移动至取料工位;
12、将位于取料工位的盖体搬运至位于装载工位的dip网变底座上,以形成半成品;其中,盖体位于取料工位的姿态和位于装载工位的姿态相同;
13、对半成品进行压合,以将盖体压紧在dip网变底座上,以形成变压器。
14、根据本发明第二方面实施例所述的变压器组装方法,将位于取料工位的盖体搬运至位于装载工位的dip网变底座上,包括有以下步骤:
15、驱动吸头吸附位于取料工位的盖体;
16、驱动吸附有盖体的吸头移动至位于装载工位内的dip网变底座的正上方;
17、驱动吸头靠近位于装载工位内的dip网变底座,以使盖体抵接dip网变底座;
18、驱动吸头继续靠近位于装载工位内的dip网变底座,以将盖体初压合至dip网变底座上,以形成半成品。
19、根据本发明第二方面实施例所述的变压器组装方法,还包括有以下步骤:
20、获取变压器的厚度信息;
21、判断厚度信息是否在预设范围内,并将厚度信息在预设范围内的变压器输送至下一工序。
22、根据本发明第二方面实施例所述的变压器组装方法,获取变压器的厚度信息,包括有以下步骤:
23、驱动传感器的感应头抵接变压器的上端面;
24、驱动变压器相对感应头移动,以使感应头贴合变压器的上端面滑动,以获取变压器的厚度信息。
25、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种变压器组装装置,其特征在于,包括:
2.根据权利要求1所述的一种变压器组装装置,其特征在于,所述搬运组件(400)包括抓取结构(410)、第一安装架(420)和第一驱动结构(430),
3.根据权利要求2所述的一种变压器组装装置,其特征在于,所述吸头(411)内设有开口向下的气腔(411a),所述气腔(411a)能够与抽气装置连通,所述气腔(411a)的边沿用于抵接盖体(810)上端面的边缘。
4.根据权利要求1所述的一种变压器组装装置,其特征在于,所述机架(100)上设有检测组件(600),所述机架(100)上还设有检测工位,所述检测工位位于所述治具(310)的移动路径上,且沿所述治具(310)的运动方向,所述检测工位位于所述压合工位(103)的后侧,所述检测组件(600)用于对所述检测工位内的变压器(800)的厚度进行检测。
5.根据权利要求4所述的一种变压器组装装置,其特征在于,所述检测组件(600)包括第二安装架(610),第二驱动结构(620)和传感器(630),所述传感器(630)包括安装杆(631)、感应头(632)和弹性连接件(633),
6.根据权利要求1所述的一种变压器组装装置,其特征在于,所述机架(100)上还设有第一上料组件(700),所述机架(100)上设有盖体上料工位,所述盖体上料工位位于所述承载位的移动路径上,所述承载位为承载槽(210),所述第一上料组件(700)包括振动盘(710)和振动轨(720),所述振动轨(720)的两端分别与所述振动盘(710)和位于所述盖体上料工位的所述承载槽(210)相连通,所述振动盘(710)内能够存储盖体(810)。
7.一种变压器组装方法,其特征在于,包括有以下步骤:
8.根据权利要求7所述的一种变压器组装方法,其特征在于,所述将位于所述取料工位(101)的盖体(810)搬运至位于装载工位(102)的dip网变底座(820)上,包括有以下步骤:
9.根据权利要求7所述的一种变压器组装方法,其特征在于,还包括有以下步骤:
10.根据权利要求9所述的一种变压器组装方法,其特征在于,所述获取所述变压器(800)的厚度信息,包括有以下步骤:
技术总结
本发明公开了一种变压器组装装置及变压器组装方法,变压器组装装置包括机架、旋转台、输送组件、搬运组件和压合组件;机架上设有取料工位、装载工位和压合工位;旋转台设于机架上,旋转台上设有用于承载盖体的承载位,旋转台能够旋转,以使承载位循环经过取料工位;输送组件设于机架上,输送组件上设有用于承载Dip网变底座的治具,输送组件能够输送治具依次经过装载工位和压合工位。通过旋转台的旋转,能够快速调整盖体的姿态,以提高盖体和Dip网变底座之间的组装精度;同时,旋转台的结构简单,制造成本低,进而能够降低变压器组装装置的制造成本。
技术研发人员:郭琳,张定珍,卢卓,蓝云益,王思尧
受保护的技术使用者:广东美信科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!