圆柱气室零件超快激光焊接工装及其使用方法与流程
本发明涉及超快激光焊接,更具体地说,涉及一种圆柱气室零件超快激光焊接工装及其使用方法。
背景技术:
1、圆柱气室零件需要上下盖板(上下盖板均为透明材料)与圆柱腔体进行连接,连接后要求均匀高的气密性,且不能对加工区域外产生热损伤,连接区域也不允许产生变形等要求。常用传统的胶合粘接易老化、不耐温;扩散焊接由于温度高易变形等问题不能满足圆柱气室零件的焊接要求。
2、超快激光焊接其具有加工精度高、热影响区小、不易破裂、连接强度高,焊接整个过程中不需要中间层或胶粘剂也不会令敏感或有机元件受到高温或化学物质的影响,已在汽车、电子和医学等领域的微器件焊接中得到了迅速发展和应用。采用超快激光焊接透明材料不仅对材料的表面状态如光洁度和平整度要求较为苛刻,还需要通过施加外力使上下盖板与圆柱腔体之间紧密贴合形成光学接触才能获得较好的焊接质量。现有的工装夹具只能夹持住圆柱气室零件,不具备定位安装以及使盖板与圆柱腔体之间紧密贴合形成光学接触的功能。
技术实现思路
1、(一)要解决的技术问题
2、本发明要解决的技术问题是:现有的工装夹具只能夹持住圆柱气室零件,不具备定位安装以及使盖板与圆柱腔体之间紧密贴合形成光学接触的功能。
3、(二)技术方案
4、为实现上述目的,本发明采用的技术方案是:
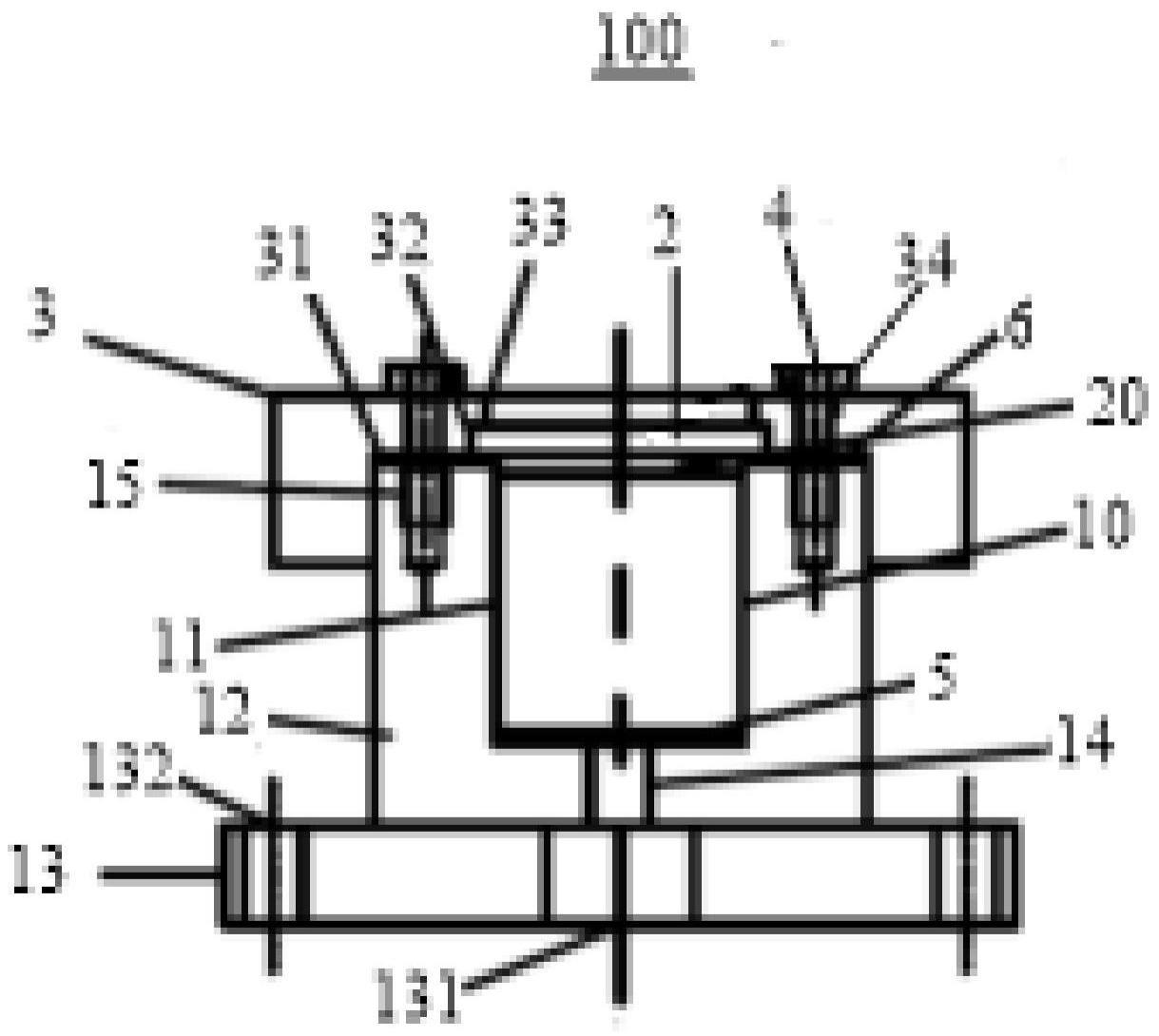
5、第一方面,本发明提供一种圆柱气室零件超快激光焊接工装,用于装配固定圆柱腔体和透明盖板,所述圆柱气室零件超快激光焊接工装包括支撑件、透明压板、盖板件以及紧固件;所述支撑件设有用于放置所述圆柱腔体的圆柱形空腔,所述圆柱腔体的端部放置有所述透明盖板;透明压板抵接于所述透明盖板;沿所述盖板件的轴向依次设有相互连通的第一凹腔、第二凹腔以及第一通孔,所述第一凹腔用于与所述支撑件的顶部间隙配合,所述第二凹腔用于安装所述透明压板,所述第一通孔用于供超快激光通过;紧固件紧固连接所述支撑件与所述盖板件,以使所述透明压板抵压所述透明盖板。
6、优选地,所述圆柱形空腔的高度h满足以下条件:h1+2h2≥h≥h1,其中,h1为所述圆柱形空腔的高度,h2为所述透明盖板的高度。
7、优选地,所述支撑件包括支撑主体和底座,所述支撑主体开设有所述圆柱形空腔,所述底座连接于所述支撑主体的底部,所述底座上设有定位孔和多个安装孔。
8、优选地,所述支撑件上设有第二通孔,所述第二通孔与所述圆柱形空腔相连通。
9、优选地,所述盖板件上设有多个第一紧固孔,所述支撑件设有多个第二紧固孔,所述第一紧固孔与所述第二紧固孔一一对应,所述紧固件穿设于所述第一紧固孔和所述第二紧固孔,并将所述盖板件与所述支撑件紧固连接。
10、优选地,所述圆柱气室零件超快激光焊接工装还包括第一橡胶垫片,所述第一橡胶垫片设于所述圆柱形空腔的底部。
11、优选地,所述圆柱气室零件超快激光焊接工装还包括第二橡胶垫片,所述第二橡胶垫片设于所述透明压板与所述透明盖板之间,所述第二橡胶垫片开设有孔洞,所述孔洞的直径大于所述透明盖板的直径。
12、第二方面,本发明提供一种圆柱气室零件超快激光焊接工装的使用方法,包括以下步骤:
13、对圆柱腔体和透明盖板进行超声清洗,清洗后吹干;
14、将所述圆柱腔体和所述透明盖板放入所述圆柱形空腔内,使得所述透明盖板放置于所述圆柱腔体的端部;
15、将透明压板装配于第二凹腔内,并使得透明压板抵接于所述透明盖板,通过紧固件将盖板件固定连接于支撑件上;
16、旋紧紧固件,所述透明压板对所述透明盖板施加压力,以使所述透明盖板与所述圆柱腔体紧密贴合;
17、调节超快激光的焦点,使所述焦点聚焦于所述圆柱腔体和所述透明盖板的相接面处,并按照预设参数进行超快激光焊接,以使所述圆柱腔体和所述透明盖板焊接连接形成圆柱气室零件;
18、激光焊接完成后,将所述圆柱气室零件从所述圆柱形空腔内取出。
19、优选地,所述超快激光焊接的焊接方法为:沿所述圆柱腔体的中心以预设焊接速度进行同心圆运动。
20、优选地,所述预设参数为:激光脉冲宽度为120fs,输出波长为1064nm,最大功率为20w,脉冲重复频率为200khz,激光加工功率为3w。
21、(三)有益效果
22、本发明的上述技术方案至少具有如下优点:支撑件设有用于固定安装圆柱腔体和透明盖板的圆柱形空腔,盖板件上装配有透明压板。通过紧固件将盖板件与支撑件快速紧固安装,同时紧固件所提供的紧固力使得透明压板对透明盖板产生下压力,进而使得圆柱腔体与透明盖板紧密贴合形成光学接触,可以有效提升焊接质量;同时,在透明压板所施加的下压力作用下,使得圆柱腔体与透明盖板之间的焊接应力分布更加均匀。在盖板件上开设有第一通孔,且透明压板为透明材质制成,激光可以通过第一通孔并穿透透明压板聚焦至圆柱腔体与透明盖板的相接面上,因此透明压板可以实现在对透明盖板施加压力的同时,不遮挡激光的焊接,保证了焊接路径的可连续性。通过超快激光焊接技术在圆柱腔体与透明盖板的相接面上焊接多个同心圆焊接轨迹,可以有效保证焊缝的密闭,进而实现圆柱腔体与透明盖板的密封连接。综上,本发明解决了现有的圆柱气室零件焊后连接不上、气密差、定位精度差等问题,实现高精度、高质量的焊接。
技术特征:
1.一种圆柱气室零件超快激光焊接工装,用于装配固定圆柱腔体和透明盖板,其特征在于,所述圆柱气室零件超快激光焊接工装包括:
2.如权利要求1所述的圆柱气室零件超快激光焊接工装,其特征在于,所述圆柱形空腔的高度h满足以下条件:h1+2h2≥h≥h1,其中,h1为所述圆柱形空腔的高度,h2为所述透明盖板的高度。
3.如权利要求1所述的圆柱气室零件超快激光焊接工装,其特征在于,所述支撑件包括支撑主体和底座,所述支撑主体开设有所述圆柱形空腔,所述底座连接于所述支撑主体的底部,所述底座上设有定位孔和多个安装孔。
4.如权利要求1所述的圆柱气室零件超快激光焊接工装,其特征在于,所述支撑件上设有第二通孔,所述第二通孔与所述圆柱形空腔相连通。
5.如权利要求1所述的圆柱气室零件超快激光焊接工装,其特征在于,所述盖板件上设有多个第一紧固孔,所述支撑件设有多个第二紧固孔,所述第一紧固孔与所述第二紧固孔一一对应,所述紧固件穿设于所述第一紧固孔和所述第二紧固孔,并将所述盖板件与所述支撑件紧固连接。
6.如权利要求1所述的圆柱气室零件超快激光焊接工装,其特征在于,所述圆柱气室零件超快激光焊接工装还包括第一橡胶垫片,所述第一橡胶垫片设于所述圆柱形空腔的底部。
7.如权利要求1所述的圆柱气室零件超快激光焊接工装,其特征在于,所述圆柱气室零件超快激光焊接工装还包括第二橡胶垫片,所述第二橡胶垫片设于所述透明压板与所述透明盖板之间,所述第二橡胶垫片开设有孔洞,所述孔洞的直径大于所述透明盖板的直径。
8.一种如权利要求1-7任一项所述的圆柱气室零件超快激光焊接工装的使用方法,其特征在于,包括以下步骤:
9.如权利要求8所述的圆柱气室零件超快激光焊接工装的使用方法,其特征在于,所述超快激光焊接的焊接方法为:沿所述圆柱腔体的中心以预设焊接速度进行同心圆运动。
10.如权利要求8所述的圆柱气室零件超快激光焊接工装的使用方法,其特征在于,所述预设参数为:激光脉冲宽度为120fs,输出波长为1064nm,最大功率为20w,脉冲重复频率为200khz,激光加工功率为3w。
技术总结
本发明提供了一种圆柱气室零件超快激光焊接工装及其使用方法,其中,焊接工装包括支撑件、透明压板、盖板件以及紧固件;支撑件设有用于放置圆柱腔体的圆柱形空腔,圆柱腔体的端部放置有透明盖板;透明压板抵接于透明盖板;沿盖板件的轴向依次设有相互连通的第一凹腔、第二凹腔以及第一通孔,第一凹腔用于与支撑件的顶部间隙配合,第二凹腔用于安装透明压板,第一通孔用于供超快激光通过;紧固件紧固连接支撑件与盖板件,以使透明压板抵压盖板。本发明解决了现有的圆柱气室零件焊后连接不上、气密差、定位精度差等问题,实现高精度、高质量的激光焊接。
技术研发人员:蔡敏,张伟,焦佳能,张晓兵,李元成,毛忠,李梦阳,毕帅
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!