用于冲压机床计数的生产监测装置的制作方法
本发明具体涉及一种用于冲压机床计数的生产监测装置。
背景技术:
1、冲压行业中,需要对加工数量进行统计,传统的统计方式有两种。
2、第一种,在加工完成后,人工对加工后的产品在纸质表格中进行统计,人力成本高,且人工统计存在一定的错误风险。
3、第二种,利用仪器或传感器对加工数量进行统计,但是批量生产中统计到的数据,也可能因为使用者没有将材料放入冲压机床中就进行加工,而导致了误计数报工,造成统计的数据存在不准确的情况。
技术实现思路
1、为了解决上述技术问题,本发明提出了用于冲压机床计数的生产监测装置。
2、为了达到上述目的,本发明的技术方案如下:
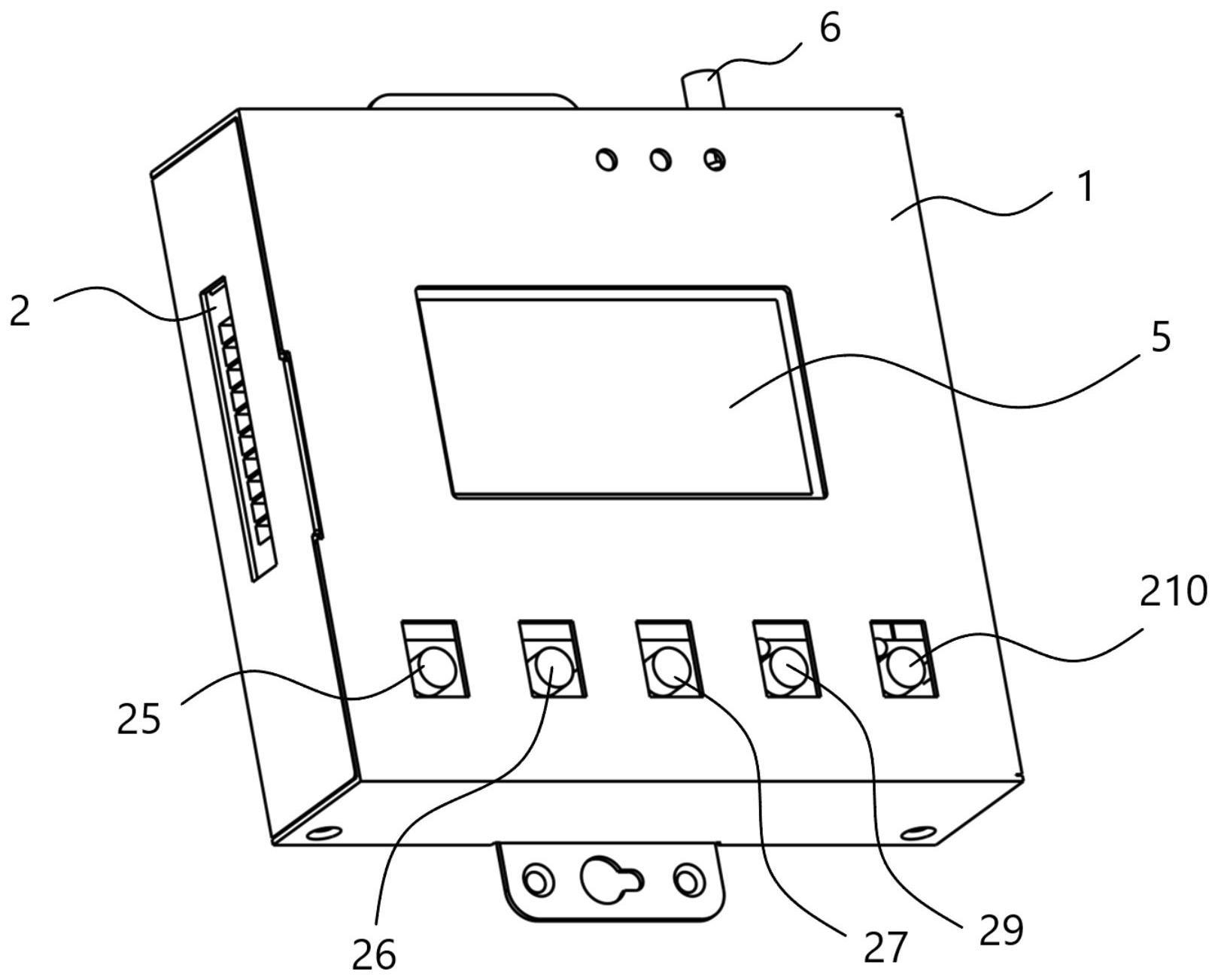
3、本发明公开一种用于冲压机床计数的生产监测装置,包括:监测壳体以及安装于监测壳体内的主控板,在主控板上设有控制器以及分别与控制器电连接的至少一个i/o采集电路和至少一个模拟量采集电路;
4、i/o采集电路用于与接近开关传感器电连接,接近开关传感器采集冲压机床冲头的运动次数;
5、模拟量采集电路用于与电流互感器电连接,电流互感器安装于冲压机床的主输入电流电线上,用于采集冲压机床的电流大小;
6、控制器用于根据模拟量采集电路采集的冲压机床的电流大小修正i/o采集电路采集的冲压机床冲头的运动次数,得到最终生产计数。
7、本发明考虑到冲压机床有时候虽然做了冲击的动作,但由于使用者忘记将板材放入冲压机床中,通过冲击的动作得到的计数值存在少量的偏差。本发明利用模拟量采集电路获取冲压机床的主输入电流,并利用i/o采集电路实现i/o计数报工来监测冲压机床的加工数量,控制器进行修正。
8、本发明在采集到一次冲击的时候,模拟量采集电路同时获取一次电流值。由于板材放入冲压机床中和未放入冲压机床中冲击的力量存在一定的差别,这就意味着两种状态下存在一定的电流差。当某次冲击所获得电流值明显小于一般的冲击状态,本发明自动对计数进行修正。
9、本发明采用i/o计数和电流辅助监测的方式,通过装置内的控制器可以有效进行数值修正,计数优化,保证计数的准确性。
10、在上述技术方案的基础上,还可做如下改进:
11、作为优选的方案,在主控板上设有与控制器电连接的通信电路,通信电路与监测壳体上的天线电连接,通信电路、天线用于与服务器或互联网平台实现无线通信。
12、采用上述优选的方案,可以从服务器或者互联网平台下载该采集设备对应的冲压机床的订单信息和模具信息。也可以将生产计数上报至服务器或者互联网平台,避免人工的介入和统计。
13、作为优选的方案,在监测壳体上安装有信息加载按键,信息加载按键与控制器电连接,用于从服务器或互联网平台加载订单信息和模具信息。
14、采用上述优选的方案,可以实时了解订单信息和模具信息。
15、作为优选的方案,在监测壳体上安装有选择按键,选择按键与控制器电连接,用于选择对应的订单信息和模具信息。
16、采用上述优选的方案,便于后续将订单信息、模具信息与生产计数进行绑定。
17、作为优选的方案,主控板上还设有与控制器电连接的绑定电路,绑定电路用于将订单信息、模具信息以及生产计数进行绑定。
18、采用上述优选的方案,利用绑定电路将订单信息、模具信息以及生产计数进行绑定,方便以后进行数据应用。
19、作为优选的方案,在监测壳体上安装有调试按键和报工按键,调试按键和报工按键分别与控制器电连接;
20、调试按键用于选择调试模式,生产监测装置得到的生产计数为调试模式下的计数值;
21、报工按键用于选择报工模式,生产监测装置得到的生产计数为报工模式下的计数值。
22、采用上述优选的方案,利用调试按键和报工按键选择不同的工作模式,对两种生产状态,即生产运行和调试,进行区分。
23、作为优选的方案,在监测壳体上安装有显示屏,显示屏与控制器电连接。
24、采用上述优选的方案,显示屏能够显示订单信息、模具信息以及生产计数等。
25、作为优选的方案,监测壳体内还安装有供电装置。
26、采用上述优选的方案,对电路部件进行供电。
技术特征:
1.用于冲压机床计数的生产监测装置,其特征在于,包括:监测壳体以及安装于所述监测壳体内的主控板,在所述主控板上设有控制器以及分别与控制器电连接的至少一个i/o采集电路和至少一个模拟量采集电路;
2.根据权利要求1所述的生产监测装置,其特征在于,在所述主控板上设有与所述控制器电连接的通信电路,所述通信电路与监测壳体上的天线电连接,所述通信电路、天线用于与服务器或互联网平台实现无线通信。
3.根据权利要求2所述的生产监测装置,其特征在于,在所述监测壳体上安装有信息加载按键,所述信息加载按键与控制器电连接,用于从服务器或互联网平台加载订单信息和模具信息。
4.根据权利要求3所述的生产监测装置,其特征在于,在所述监测壳体上安装有选择按键,所述选择按键与控制器电连接,用于选择对应的订单信息和模具信息。
5.根据权利要求4所述的生产监测装置,其特征在于,所述主控板上还设有与所述控制器电连接的绑定电路,所述绑定电路用于将订单信息、模具信息以及生产计数进行绑定。
6.根据权利要求5所述的生产监测装置,其特征在于,在所述监测壳体上安装有调试按键和报工按键,所述调试按键和报工按键分别与控制器电连接;
7.根据权利要求1-6任一项所述的生产监测装置,其特征在于,在所述监测壳体上安装有显示屏,所述显示屏与控制器电连接。
8.根据权利要求1-6任一项所述的生产监测装置,其特征在于,所述监测壳体内还安装有供电装置。
技术总结
本发明公开一种用于冲压机床计数的生产监测装置,包括:监测壳体以及安装于监测壳体内的主控板,在主控板上设有控制器以及分别与控制器电连接的I/O采集电路和模拟量采集电路;I/O采集电路用于与接近开关传感器电连接,接近开关传感器采集冲压机床冲头的运动次数;模拟量采集电路用于与电流互感器电连接,电流互感器安装于冲压机床的主输入电流电线上,用于采集冲压机床的电流大小;控制器用于根据模拟量采集电路采集的冲压机床的电流大小修正I/O采集电路采集的冲压机床冲头的运动次数,得到最终生产计数。本发明采用I/O计数和电流辅助监测的方式,通过装置内的控制器可以有效进行数值修正,计数优化,保证计数的准确性。
技术研发人员:邱玮
受保护的技术使用者:苏州集合石智控科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!