冲头装配夹具的制作方法
本发明涉及冲头夹具,具体的,涉及冲头装配夹具。
背景技术:
1、目前一些冲床的冲头组件需要进行打孔,冲头组件一端为柱形,另一端为长杆形,需要对柱形端打孔,传统的打孔处理通常将冲头组件夹紧固定在虎钳等夹具上,再利用其他打孔设备对其操作。
2、但上述传统打孔处理存在以下问题:冲头组件重量较大,虎钳等夹具无法紧密固定,并且由于虎钳等夹具的夹紧形式以及自身形状原因,在进行打孔处理时,冲头组件容易晃动,导致打孔精度受到影响,损坏冲头组件。
技术实现思路
1、本发明提出冲头装配夹具,解决了相关技术中的冲头组件重量较大,由于虎钳等夹具的夹紧形式以及自身形状原因,在进行打孔处理时,冲头组件容易晃动,导致打孔精度受到影响,损坏冲头组件的问题。
2、本发明的技术方案如下:
3、冲头装配夹具,用于装夹冲头组件,所述冲头组件一端具有长杆端,另一端具有柱形端,包括
4、机架,
5、若干个夹具组件,若干个所述夹具组件均设置在所述机架上,所述夹具组件包括
6、夹具筒,具有夹紧空间和开口,所述夹紧空间连通所述开口,
7、夹紧件,设置在所述机架上,位于所述开口处,所述夹紧件用于夹紧所述柱形端,
8、限位件,设置在所述夹紧空间内,所述限位件具有限位凹槽,所述限位凹槽连通所述夹紧空间,所述限位凹槽用于限制所述长杆端。
9、作为进一步的技术方案,所述夹具组件还包括
10、卡环,转动设置在所述机架上,位于所述夹紧件一侧,所述卡环转动后用于抵接所述柱形端。
11、作为进一步的技术方案,所述夹具筒为柱形,所述限位件为锥形,所述限位件沿所述夹具筒轴向移动设置在所述夹紧空间内,所述限位件移动后靠近或远离所述开口。
12、作为进一步的技术方案,所述夹具组件还包括
13、移动块,沿所述夹具筒轴向移动设置在所述夹紧空间内,所述移动块具有调节凹槽,所述调节凹槽连通所述夹紧空间,且所述限位件沿所述夹具筒轴向移动设置在所述调节凹槽内,
14、第一弹性件,设置在所述调节凹槽内,所述第一弹性件一端连接所述移动块,另一端连接所述限位件,所述第一弹性件提供所述限位件靠近所述开口的力。
15、作为进一步的技术方案,所述移动块还具有调整凹槽,所述调整凹槽连通所述夹紧空间,所述调整凹槽位于所述调节凹槽远离所述开口的一侧,所述夹具组件还包括
16、调整杆,螺纹设置在所述夹具筒上,所述调整杆与所述移动块连接,且所述调整杆一端位于所述调整凹槽内。
17、作为进一步的技术方案,所述夹紧件包括
18、卡块,设置在所述机架上,
19、夹紧块,沿垂直于所述夹具筒轴向移动设置在所述机架上,所述开口位于所述卡块和所述夹紧块之间,所述夹紧块移动后靠近或远离所述卡块,所述卡块和所述夹紧块均位于所述卡环一侧。
20、作为进一步的技术方案,所述卡块具有限位斜面,相邻两个所述夹具组件对称设置在所述机架上,还包括
21、驱动块,沿所述夹具筒轴向移动设置在所述机架上,位于相邻两个所述夹具组件之间,所述驱动块具有导向斜面,所述夹紧块具有抵接斜面,所述导向斜面抵接所述抵接斜面,所述驱动块移动后,用于驱动所述夹紧块靠近所述卡块。
22、作为进一步的技术方案,所述夹紧块具有滑槽,还包括
23、夹紧抵接块,移动设置在所述滑槽内,所述夹紧抵接块移动后靠近或远离所述卡块,
24、第二弹性件,设置在所述滑槽内,所述第二弹性件一端连接所述夹紧抵接块,另一端连接所述夹紧块,所述第二弹性件提供所述夹紧抵接块靠近所述卡块的力。
25、作为进一步的技术方案,所述驱动块具有驱动部,还包括
26、齿条,沿垂直于所述夹具筒轴向移动设置在所述机架上,所述卡环具有齿牙,所述齿条与所述齿牙啮合,
27、连接杆,所述连接杆一端铰接所述齿条,另一端铰接所述驱动部,所述驱动块移动后用于驱动所述卡环转动。
28、作为进一步的技术方案,还包括
29、限位环,设置在所述夹紧空间内,所述冲头组件用于贯穿所述限位环,且二者间隙配合。
30、本发明的工作原理及有益效果为:
31、本发明中,目前通常利用虎钳等夹具先固定住冲头组件后,再使用打孔设备对冲头组件进行打孔,就容易在打孔过程中,发生滑晃动现象,导致打孔精度受到影响,损坏冲头组件,是由于冲头组件重量较大,虎钳等夹具无法紧密固定,以及自身形状原因,为了解决上述问题,设计了冲头装配夹具。
32、将若干个夹具组件设置在机架上,是为了提高冲头装配夹具的处理能力,大大提高工作效率;进一步先加工之前,冲头组件的长杆端从开口处伸入夹紧空间内,长杆端对应住限位件的限位凹槽,限位凹槽能够起到限制长杆端的作用,进而在加工过程中,防止冲头组件剧烈晃动,之后利用夹紧件将冲头组件的柱形端固定在开口处,就完成了冲头组件两端的初步固定,进而方便打孔设备对其进行打孔,夹具筒的使用为冲头组件提供稳定保护作用,而限位件的作用,是为了方式其加工过程中剧烈晃动,发生冲头组件与夹具筒内壁的碰撞,整体结构紧凑,成本较低。
33、进一步完成冲头组件两端的初步固定之后,驱动卡环转动,使其抵接柱形端,卡环可以避开柱形端的打孔位置,同时将冲头组件更稳定的固定在夹具筒内,防止其脱离。
34、锥形限位件能够更好的限制住冲头组件一端的长杆端,提高加工稳定性,同时设置限位件沿夹具筒轴向移动设置在夹紧空间内,限位件移动后靠近或远离开口,是为了能够适应不同长度的冲头组件,保证每个冲头组件柱形端卡在开口处的同时,其长杆端也能够卡在限位凹槽内。
技术特征:
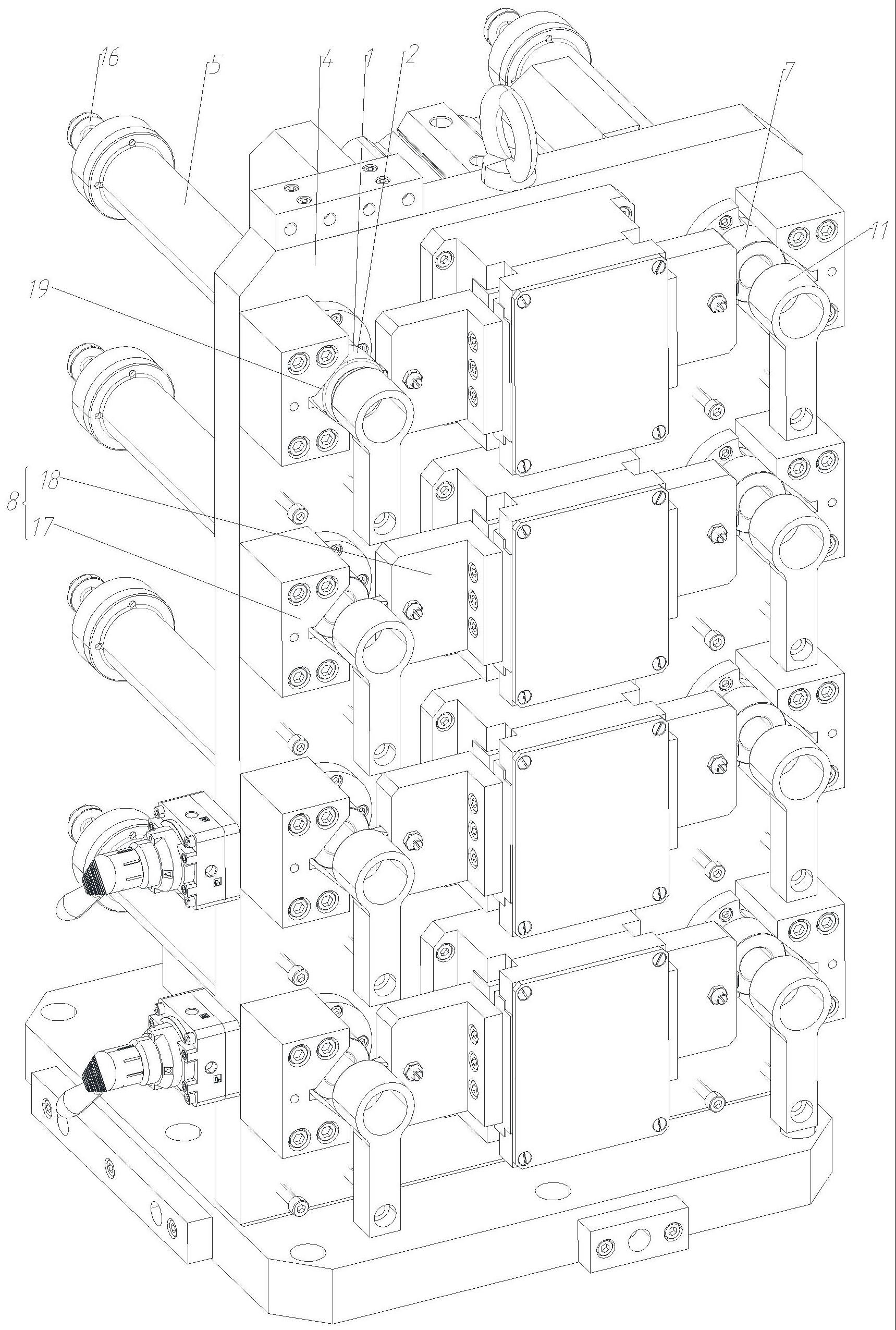
1.冲头装配夹具,用于装夹冲头组件(1),所述冲头组件(1)一端具有长杆端(2),另一端具有柱形端(3),其特征在于,包括
2.根据权利要求1所述的冲头装配夹具,其特征在于,所述夹具组件还包括
3. 根据权利要求1所述的冲头装配夹具,其特征在于,所述夹具筒(5)为柱形,所述限位件(9)为锥形,所述限位件(9)沿所述夹具筒(5)轴向移动设置在所述夹紧空间(6)内,所述限位件(9)移动后靠近或远离所述开口(7)。
4.根据权利要求3所述的冲头装配夹具,其特征在于,所述夹具组件还包括
5.根据权利要求4所述的冲头装配夹具,其特征在于,所述移动块(12)还具有调整凹槽(15),所述调整凹槽(15)连通所述夹紧空间(6),所述调整凹槽(15)位于所述调节凹槽(13)远离所述开口(7)的一侧,所述夹具组件还包括
6.根据权利要求2所述的冲头装配夹具,其特征在于,所述夹紧件(8)包括
7.根据权利要求6所述的冲头装配夹具,其特征在于,所述卡块(17)具有限位斜面(19),相邻两个所述夹具组件对称设置在所述机架(4)上,还包括
8.根据权利要求6所述的冲头装配夹具,其特征在于,所述夹紧块(18)具有滑槽(23),还包括
9.根据权利要求7所述的冲头装配夹具,其特征在于,所述驱动块(20)具有驱动部(26),还包括
10.根据权利要求1所述的冲头装配夹具,其特征在于,还包括
技术总结
本发明涉及冲头夹具技术领域,提出了冲头装配夹具,包括机架,若干个夹具组件,若干个所述夹具组件均设置在所述机架上,所述夹具组件包括夹具筒具有夹紧空间和开口,所述夹紧空间连通所述开口,夹紧件设置在所述机架上,位于所述开口处,所述夹紧件用于夹紧所述柱形端,限位件设置在所述夹紧空间内,所述限位件具有限位凹槽,所述限位凹槽连通所述夹紧空间,所述限位凹槽用于限制所述长杆端。通过上述技术方案,解决了现有技术中的冲头组件重量较大,由于虎钳等夹具的夹紧形式以及自身形状原因,在进行打孔处理时,冲头组件容易晃动,导致打孔精度受到影响,损坏冲头组件的问题。
技术研发人员:辛景春,李长友,赵海胜,吕振华,王晓波,蒋可田,马招如,白永明,杜学骏
受保护的技术使用者:河北荣泰模具科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!