一种异形钢管成型设备的制作方法
本发明涉及钢管生产设备,尤其是一种异形钢管成型设备。
背景技术:
1、异形钢管是除直管以外的其他形状的钢管总称,生产中常见的异形钢管有变径管、弯管、u型管等,其中,锥形管是变径管的一种,通常在不同直径钢管之间作连接件使用,其用途也十分广泛,可应用在燃气管道、蒸汽管道等多种场景中。
2、现有的锥形管通常将需要变形的直管部分一次性加热后,采用芯棒对直管进行扩张整形,从而使一端的口径增大,然而现有的成型方式具有以下缺点及不足:
3、1、直管在加热后,需配合芯棒迅速成型,从而会使口径增大一端的外表面产生较多的裂纹,影响成型后锥形管的管壁质量;
4、2、直管加热后,当其加热段的上端与芯棒的锥形面接触后受压,此时加热段的下端会承受较大的压力,因该段也处于加热烧红的状态,会使管壁受到挤压变形,从而使成型后的锥形管管壁出现偏差或具有挤压纹,影响锥形管的质量。
技术实现思路
1、本发明针对现有技术中的不足,提供了一种异形钢管成型设备。
2、为解决上述技术问题,本发明通过下述技术方案得以解决:一种异形钢管成型设备,包括机架及芯棒。
3、上述方案中,优选的,所述机架上设有用于夹持直管的夹头;
4、所述机架上设有驱动夹头往复升降的升降单元,所述机架一侧设有可加热直管的高频管;
5、所述升降单元包括升降丝杆、驱动螺母及伺服电机,所述伺服电机与驱动螺母传动连接,所述驱动螺母转动后可驱动升降丝杆作竖直升降运动;
6、所述伺服电机与plc控制器相连,所述plc控制器控制伺服电机随驱动次数的增加逐次增加驱动螺母转动的圈数,从而使驱动夹头上的直管在往复多次后与芯棒完全配合使锥形管成型。
7、上述方案中,优选的,所述升降单元包括对称设置的立柱、升降板及安装板,所述夹头固设用于升降板上,所述升降板滑动设于立柱上,所述升降丝杆固设于升降板下端面,所述驱动螺母转动设于安装板上。
8、上述方案中,优选的,所述驱动螺母与伺服电机通过同步带相连,所述驱动螺母外壁设有与同步带相配合同步齿,所述伺服电机上设有与同步带相配合的同步轮,所述伺服电机与驱动螺母通过同步轮、同步带及同步齿传动连接。
9、上述方案中,优选的,所述伺服电机上设有驱动齿轮,所述驱动螺母外壁设有与驱动齿轮相配合的啮合齿部,所述伺服电机与驱动螺母通过驱动齿轮及啮合齿部传动连接。
10、上述方案中,优选的,所述机架上对称设有与芯棒相配合并与成型后锥形管外壁适配的定型单元,所述定型单元包括定型块及驱动气缸,所述定型块上设有与锥形管外壁适配的定型腔。
11、上述方案中,优选的,所述驱动气缸通过plc控制器与伺服电机相连,伺服电机驱动夹头向上顶升至该次直管位移的尽头后使驱动气缸驱动定型块对锥形管外壁进行定型。
12、上述方案中,优选的,所述机架一侧设有与高频管相配合的支架板,所述高频管一端设有活动支架,所述活动支架与支架板之间设有弹簧,所述活动支架与任意一侧的定型块通过拉绳相连。
13、上述方案中,优选的,所述机架上设有导向板,所述拉绳一端与活动支架相连,另一端依次穿设支架板及导向板后与顶型块相连。
14、本发明的有益效果是:本发明提供了一种可逐次增加直管的上升高度从而对直管进行逐渐成型形成锥形管,从而保证了锥形管的外壁质量,并通过定型块对其实时定型,大大提升了锥形管的成型质量。
技术特征:
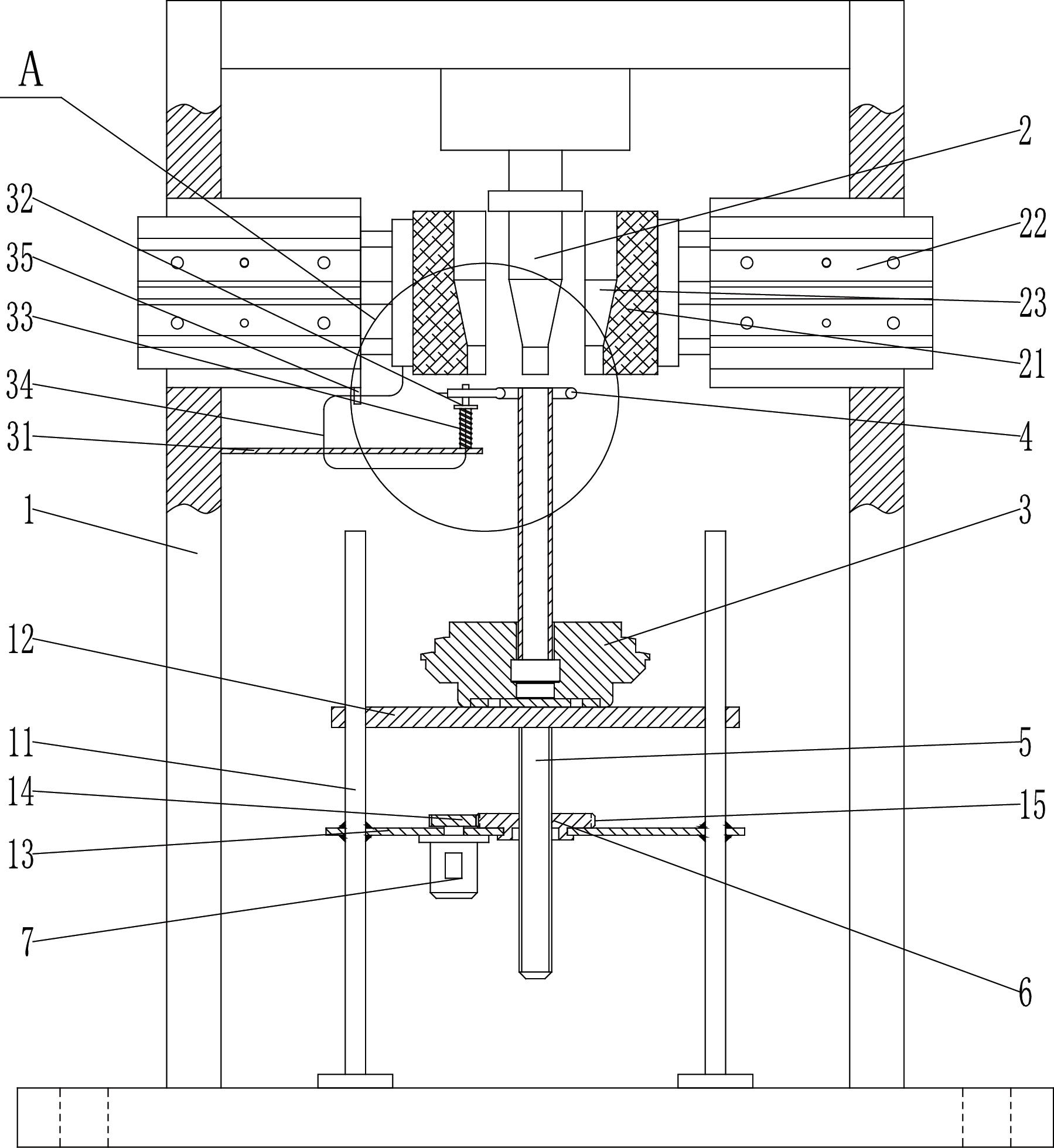
1.一种异形钢管成型设备,包括机架(1)及芯棒(2),其特征在于:所述机架(1)上设有用于夹持直管的夹头(3);
2.根据权利要求1所述的一种异形钢管成型设备,其特征在于:所述升降单元包括对称设置的立柱(11)、升降板(12)及安装板(13),所述夹头(3)固设用于升降板(12)上,所述升降板(12)滑动设于立柱(11)上,所述升降丝杆(5)固设于升降板(12)下端面,所述驱动螺母(6)转动设于安装板(13)上。
3.根据权利要求1所述的一种异形钢管成型设备,其特征在于:所述驱动螺母(6)与伺服电机(7)通过同步带相连,所述驱动螺母(6)外壁设有与同步带相配合同步齿,所述伺服电机(7)上设有与同步带相配合的同步轮,所述伺服电机(7)与驱动螺母(6)通过同步轮、同步带及同步齿传动连接。
4.根据权利要求1所述的一种异形钢管成型设备,其特征在于:所述伺服电机(7)上设有驱动齿轮(14),所述驱动螺母(6)外壁设有与驱动齿轮(14)相配合的啮合齿部(15),所述伺服电机(7)与驱动螺母(6)通过驱动齿轮(14)及啮合齿部(15)传动连接。
5.根据权利要求2所述的一种异形钢管成型设备,其特征在于:所述机架(1)上对称设有与芯棒(2)相配合并与成型后锥形管外壁适配的定型单元,所述定型单元包括定型块(21)及驱动气缸(22),所述定型块(21)上设有与锥形管外壁适配的定型腔(23)。
6.根据权利要求5所述的一种异形钢管成型设备,其特征在于:所述驱动气缸(22)通过plc控制器与伺服电机(7)相连,伺服电机(7)驱动夹头(3)向上顶升至该次直管位移的尽头后使驱动气缸(22)驱动定型块(21)对锥形管外壁进行定型。
7.根据权利要求6所述的一种异形钢管成型设备,其特征在于:所述机架(1)一侧设有与高频管(4)相配合的支架板(31),所述高频管(4)一端设有活动支架(32),所述活动支架(32)与支架板(31)之间设有弹簧(33),所述活动支架(32)与任意一侧的定型块(21)通过拉绳(34)相连。
8.根据权利要求7所述的一种异形钢管成型设备,其特征在于:所述机架(1)上设有导向板(35),所述拉绳(34)一端与活动支架(32)相连,另一端依次穿设支架板(31)及导向板(35)后与顶型块(21)相连。
技术总结
本发明公开了一种异形钢管成型设备,包括机架及芯棒,所述机架上设有用于夹持直管的夹头;所述机架上设有升降单元,所述机架一侧设有可加热直管的高频管;所述升降单元包括升降丝杆、驱动螺母及伺服电机,所述伺服电机与驱动螺母传动连接,所述驱动螺母转动后可驱动升降丝杆作竖直升降运动;所述伺服电机与PLC控制器相连,所述PLC控制器控制伺服电机随驱动次数的增加逐次增加驱动螺母转动的圈数,从而使驱动夹头上的直管在往复多次后与芯棒完全配合使锥形管成型,本发明提供了一种可逐次增加直管的上升高度从而对直管进行逐渐成型形成锥形管,从而保证了锥形管的外壁质量,并通过定型块对其实时定型,大大提升了锥形管的成型质量。
技术研发人员:叶寿喜,叶博睿,叶博纯,叶华慧,黄晨宇
受保护的技术使用者:发哲(浙江)新材料科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!