一种高强TC4管材的制备方法与流程
本发明属于钛合金加工领域,特别涉及一种高强tc4管材的制备方法。
背景技术:
1、tc4钛合金是一种典型的α+β型两相钛合金,其具有强度高、耐蚀性好、耐高温性能优良等特点,tc4钛合金管材被广泛应用于航空航天、生物医学等领域。
2、因钛合金管材强度较高、变形抗力大、加工硬化强烈、易于开裂、不能冷轧等原因,tc4钛合金管材生产难,一般采用钻孔的方式进行生产,钻孔加工的成品率较低,材料浪费大。
技术实现思路
1、针对上述问题,本发明提出一种高强tc4管材的制备方法,包括:
2、将tc4铸锭锻造成棒坯;
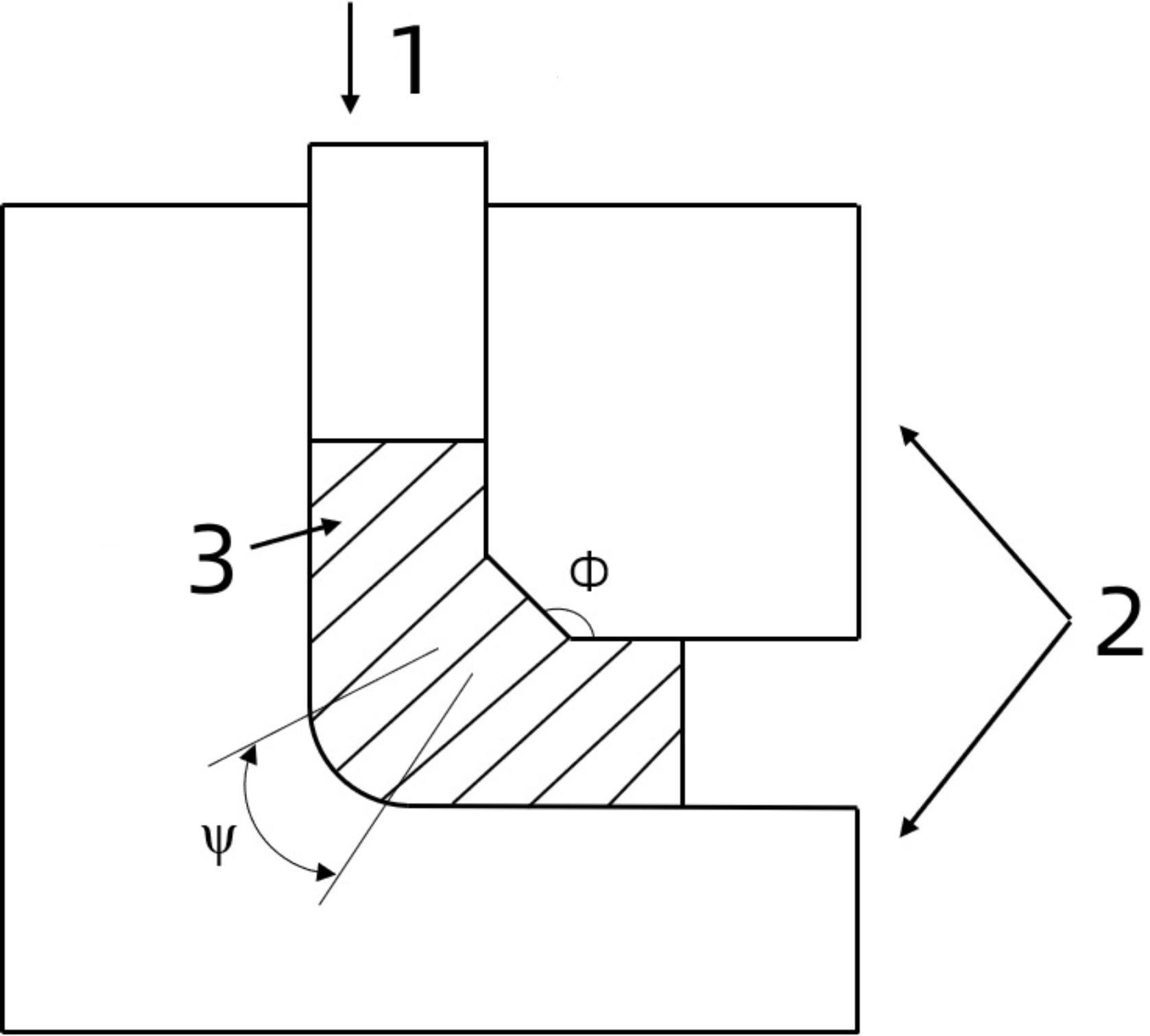
3、一次挤压:将所述棒坯和等径转角挤压模具加热后保温,在所述棒坯表面均匀涂抹高温润滑剂,放入所述等径转角挤压模具挤压,使棒坯完全通过所述等径转角挤压模具的通道转角,通过所述等径转角挤压模具的通道转角,完成一次挤压工艺,得到挤压料,所述等径转角挤压模具的内角角度为130~135°,外角角度为30~45°;
4、对所述挤压料依次进行深冷处理、二次挤压、二次深冷,得到tc4钛合金棒坯;
5、对所述tc4钛合金棒坯进行应力退火,矫直,机加工成形后形成高强tc4管材;
6、其进一步的优选技术方案为:将tc4铸锭锻造成棒坯,为3火次或以上镦拔锻造开坯并径锻成所需尺寸的棒坯。
7、其进一步的优选技术方案为:一次挤压中,棒坯和等径转角挤压模具加热至850~950℃,保温2~3h。
8、其进一步的优选技术方案为:一次挤压中,挤压速率为3~6mm/s。
9、其进一步的优选技术方案为:深冷处理中,深冷工艺为将一次挤压完成后的挤压料放入液氮中进行深冷,液氮温度为-196℃,放置时间为7~12h。
10、其进一步的优选技术方案为:二次挤压前,还需去除氧化皮和表面缺陷;二次挤压时,需将棒坯和等径转角挤压模具升温至900~950℃,保温0.5~1h,将棒坯旋转180°后重新放入模具通道内进行挤压,等棒坯完全通过模具转角处后,完成二次挤压工艺。
11、其进一步的优选技术方案为:二次深冷中,是将二次挤压后所得的挤压料放置于液氮中进行深冷处理,液氮温度-196℃,放置时间5~7h。
12、其进一步的优选技术方案为:棒坯直径为25mm~35mm,长度为10cm~20cm。
13、其进一步的优选技术方案为:高温润滑剂为玻璃润滑剂。
14、其进一步的优选技术方案为:应力退火中,退火温度为600~800℃,保温时长1~3h,真空度≤10-5pa。
15、本发明的有益效果:本发明采用重复等径转角挤压和深冷工艺相结合的方法,由等径转角挤压棒坯产生大的剪切加工应变,在tc4钛合金棒坯组织中产生大量不稳定的晶粒,再通过深冷工艺,使棒坯内部不稳晶粒发生破碎,从而最大程度实现管材棒坯的晶粒细化,最终提升管材产品的综合力学性能;同时深冷处理能促进组织中的亚稳β相转变为稳定的α+β相,使得管材的性能均匀稳定。
16、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所指出的结构来实现和获得。
17、附图说明
18、为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19、图1展示出了根据本发明实施例的等径转角挤压模具示意图。
技术特征:
1.一种高强tc4管材的制备方法,其特征在于,包括:
2.根据权利要求1所述的一种高强tc4管材的制备方法,其特征在于,所述将tc4铸锭锻造成棒坯,为3火次或以上镦拔锻造开坯并径锻成所需尺寸的棒坯。
3.根据权利要求1所述的一种高强tc4管材的制备方法,其特征在于,所述一次挤压中,棒坯和等径转角挤压模具加热至850~950℃,保温2~3h。
4.根据权利要求1所述的一种高强tc4管材的制备方法,其特征在于,所述一次挤压中,挤压速率为3~6mm/s。
5.根据权利要求1所述的一种高强tc4管材的制备方法,其特征在于,所述深冷处理中,深冷工艺为将一次挤压完成后的挤压料放入液氮中进行深冷,液氮温度为-196℃,放置时间为7~12h。
6.根据权利要求1所述的一种高强tc4管材的制备方法,其特征在于,所述二次挤压前,去除氧化皮和表面缺陷;所述二次挤压时,将所述棒坯和等径转角挤压模具升温至900~950℃,保温0.5~1h,将棒坯旋转180°后重新放入模具通道内进行挤压,等棒坯完全通过模具转角处后,完成二次挤压工艺。
7.根据权利要求1所述的一种高强tc4管材的制备方法,其特征在于,所述二次深冷中,将二次挤压后所得的挤压料放置于液氮中进行深冷处理,液氮温度-196℃,放置时间5~7h。
8.根据权利要求1-7任一项所述的一种高强tc4管材的制备方法,其特征在于,所述棒坯直径为25mm~35mm,长度为10cm~20cm。
9.根据权利要求8所述的一种高强tc4管材的制备方法,其特征在于,所述高温润滑剂为玻璃润滑剂。
10.根据权利要求9所述的一种高强tc4管材的制备方法,其特征在于,所述应力退火中,退火温度为600~800℃,保温时长1~3h,真空度≤10-5pa。
技术总结
本发明属于钛合金加工领域,特别涉及一种高强TC4管材的制备方法,包括:锻造棒坯;在棒坯表面涂抹高温润滑剂,放入等径转角挤压模具挤压,使棒坯通过等径转角挤压模具的通道转角,完成一次挤压工艺,等径转角挤压模具的内角角度为130~135°,外角角度为30~45°;深冷处理;二次挤压;二次深冷;应力退火,矫直,机加成形后形成高强TC4管材。本发明通过让TC4钛合金棒坯反复经过等径转角挤压结合相应的深冷工艺,由等径转角挤压棒坯产生大的剪切加工应变,在TC4钛合金棒坯组织中产生大量不稳定的晶粒,再通过深冷工艺,使棒坯内部不稳晶粒发生破碎,从而最大程度实现管材棒坯的晶粒细化,提升管材产品的综合力学性能。
技术研发人员:李晓煜,肖强,唐敏,刘昕
受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!