一种冷轧平整机带头定位方法及装置与流程
本发明属于冷轧平整机,具体涉及一种冷轧平整机带头定位方法及装置。
背景技术:
1、目前,冷轧平整机组使用普通套筒时,带头印(冷轧带钢卷取过程中,在卷取张力的作用下,由于带头本身的厚度而在带钢上留下有间距规律的横向压痕)比较明显,尤其是厚带钢,严重时长度可达上百米,进而影响带材质量和成材率。
2、另外,冷轧薄板生产过程中采用带弹性套筒( 俗称橡胶套筒) 进行卷取,达到消除卷轴扇形块对薄板造成的压痕( 折痕) ,但未能消除带钢自身带头对钢卷内层造成的压痕。如何精准定位将带头褶皱压在开槽套筒(钢厂卷取机芯轴上的套筒,在软基橡胶套筒上开一道槽用于插入带头)内,以解决带头压痕具有现实的应用意义。
技术实现思路
1、为此,本发明提供一种冷轧平整机带头定位方法及装置,通过精准定位将带头褶皱压在套筒槽内,有效解决带头压痕问题。
2、为了实现上述目的,本发明提供如下技术方案:一种冷轧平整机带头定位方法,包括槽口定位逻辑控制和穿带配合逻辑控制;
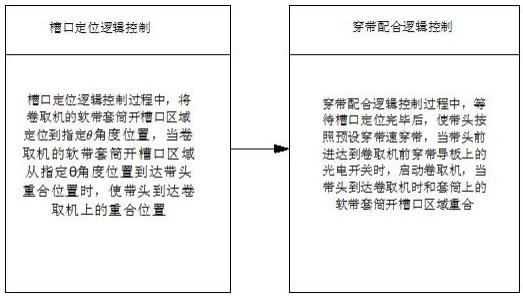
3、槽口定位逻辑控制过程中,将卷取机的软带套筒开槽口区域定位到指定 θ角度位置,当卷取机的软带套筒开槽口区域从指定 θ角度位置到达带头重合位置时,使带头到达卷取机上的重合位置;
4、穿带配合逻辑控制过程中,等待槽口定位完毕后,使带头按照预设穿带速穿带,当带头前进达到卷取机前穿带导板上的光电开关时,启动卷取机,当带头到达卷取机时和套筒上的软带套筒开槽口区域重合。
5、作为冷轧平整机带头定位方法优选方案,当助卷器接触到带头时,控制卷取机达到穿带速度;
6、出口穿带导板上方光电开关在带钢上的投影点与助卷器咬入缝隙之间的带钢运行轨迹的长度为l;
7、l 距离内带头行走的时间t大于卷取机从0启动加速至出口穿带速度v所需时间。
8、作为冷轧平整机带头定位方法优选方案,在时间t内,控制卷取机采用恒加速度的运行方式。
9、作为冷轧平整机带头定位方法优选方案,指定 θ角度位置的确定公式为:
10、
11、式中,l1为t时间内,软带套筒开槽口区域在套筒表面走行的距离;d为套筒直径;v为出口穿带速度。
12、作为冷轧平整机带头定位方法优选方案,t时间内,软带套筒开槽口区域在套筒表面走行的距离l1为:
13、式中,a为出口设计运行的恒加速度,t1为卷取机需要的加速时间,v为出口穿带速度。
14、作为冷轧平整机带头定位方法优选方案,当带头与软带套筒开槽口区域对接完毕并被皮带助卷器包裹一圈后再建张;
15、卷取机提前建立磁场,使0速时卷取机输出指定转矩。
16、本发明还提供一种冷轧平整机带头定位装置,包括槽口定位控制模块和穿带配合控制模块;
17、所述槽口定位控制模块用于将卷取机的软带套筒开槽口区域定位到指定 θ角度位置,当卷取机的软带套筒开槽口区域从指定 θ角度位置到达带头重合位置时,使带头到达卷取机上的重合位置;
18、所述穿带配合控制模块用于等待槽口定位完毕后,使带头按照预设穿带速穿带,当带头前进达到卷取机前穿带导板上的光电开关时,启动卷取机,当带头到达卷取机时和套筒上的软带套筒开槽口区域重合。
19、作为冷轧平整机带头定位装置优选方案,所述槽口定位控制模块中,当助卷器接触到带头时,控制卷取机达到穿带速度;
20、出口穿带导板上方光电开关在带钢上的投影点与助卷器咬入缝隙之间的带钢运行轨迹的长度为l;
21、l 距离内带头行走的时间t大于卷取机从0启动加速至出口穿带速度v所需时间;
22、在时间t内,控制卷取机采用恒加速度的运行方式;
23、指定 θ角度位置的确定公式为:
24、
25、
26、式中,l1为t时间内,软带套筒开槽口区域在套筒表面走行的距离;d为套筒直径;v为出口穿带速度。
27、作为冷轧平整机带头定位装置优选方案,t时间内,软带套筒开槽口区域在套筒表面走行的距离l1为:
28、
29、式中,a为出口设计运行的恒加速度,t1为卷取机需要的加速时间,v为出口穿带速度。
30、作为冷轧平整机带头定位装置优选方案,当带头与软带套筒开槽口区域对接完毕并被皮带助卷器包裹一圈后再建张;
31、卷取机提前建立磁场,使0速时卷取机输出指定转矩。
32、本发明具有如下优点:槽口定位逻辑控制过程中,将卷取机的软带套筒开槽口区域定位到指定 θ角度位置,当卷取机的软带套筒开槽口区域从指定 θ角度位置到达带头重合位置时,使带头到达卷取机上的重合位置;穿带配合逻辑控制过程中,等待槽口定位完毕后,使带头按照预设穿带速穿带,当带头前进达到卷取机前穿带导板上的光电开关时,启动卷取机,当带头到达卷取机时和套筒上的软带套筒开槽口区域重合。本发明通过精准定位将带头褶皱压在套筒槽口内,可以有效解决带头压痕问题,消除带钢自身带头对钢卷内层造成的压痕,提升带材质量和成材率。
技术特征:
1.一种冷轧平整机带头定位方法,其特征在于,包括槽口定位逻辑控制和穿带配合逻辑控制;
2.根据权利要求1所述的一种冷轧平整机带头定位方法,其特征在于,当助卷器接触到带头时,控制卷取机达到穿带速度;
3.根据权利要求2所述的一种冷轧平整机带头定位方法,其特征在于,在时间t内,控制卷取机采用恒加速度的运行方式。
4.根据权利要求3所述的一种冷轧平整机带头定位方法,其特征在于,指定θ角度位置的确定公式为:
5.根据权利要求4所述的一种冷轧平整机带头定位方法,其特征在于,t时间内,软带套筒开槽口区域在套筒表面走行的距离l1为:
6.根据权利要求1所述的一种冷轧平整机带头定位方法,其特征在于,当带头与软带套筒开槽口区域对接完毕并被皮带助卷器包裹一圈后再建张;
7.一种冷轧平整机带头定位装置,其特征在于,包括槽口定位控制模块和穿带配合控制模块;
8.根据权利要求7所述的一种冷轧平整机带头定位装置,其特征在于,所述槽口定位控制模块中,当助卷器接触到带头时,控制卷取机达到穿带速度;
9.根据权利要求8所述的一种冷轧平整机带头定位装置,其特征在于,t时间内,软带套筒开槽口区域在套筒表面走行的距离l1为:
10.根据权利要求7所述的一种冷轧平整机带头定位装置,其特征在于,当带头与软带套筒开槽口区域对接完毕并被皮带助卷器包裹一圈后再建张;
技术总结
一种冷轧平整机带头定位方法及装置,槽口定位逻辑控制过程中,将卷取机的软带套筒开槽口区域定位到指定θ角度位置,当卷取机的软带套筒开槽口区域从指定θ角度位置到达带头重合位置时,使带头到达卷取机上的重合位置;穿带配合逻辑控制过程中,等待槽口定位完毕后,使带头按照预设穿带速穿带,当带头前进达到卷取机前穿带导板上的光电开关时,启动卷取机,当带头到达卷取机时和套筒上的软带套筒开槽口区域重合。本发明通过精准定位将带头褶皱压在套筒槽口内,可以有效解决带头压痕问题,消除带钢自身带头对钢卷内层造成的压痕,提升带材质量和成材率。
技术研发人员:唐会龙,赵亚军,谭卫锋,刘志波,蒋东
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!