一种配电柜焊接装配平台的制作方法
本发明主要涉及焊接领域,具体是一种配电柜焊接装配平台。
背景技术:
1、配电柜(箱)是电力系统中必要的控制柜体,目前的生产工艺中,配电柜本身是通过板材(折弯)焊接成型,如今对于配电柜的焊接多是利用工装进行定位固定,然后手动或者机械手焊接完成。但是如今的定位工装较为简单,无法实现配电柜壳体的角度切换,需要利用人工的自由度或者焊接机械手的自由度完成焊接,对于尺寸较大的配电柜而言,机械手无法完成配电柜范围的覆盖,这就需要多个机械手进行配合完成焊接操作。这严重限制了配电柜焊接的自由度以及成本,机械手的有效工作时长较低,浪费设备资源。
2、同时,目前的焊接工装大多只能完成对于配电柜侧边框体的焊接,无法实现背板的顺延对接焊接,自动化程度有待提高。
技术实现思路
1、为解决现有技术的不足,本发明提供了一种配电柜焊接装配平台,它能够实现焊接装置对于配电柜的大范围覆盖,提高设备的有效工作时长,同时完成配电柜框体以及背板的顺延焊接,自动化程度得到提高,焊接效率更高。
2、本发明为实现上述目的,通过以下技术方案实现:
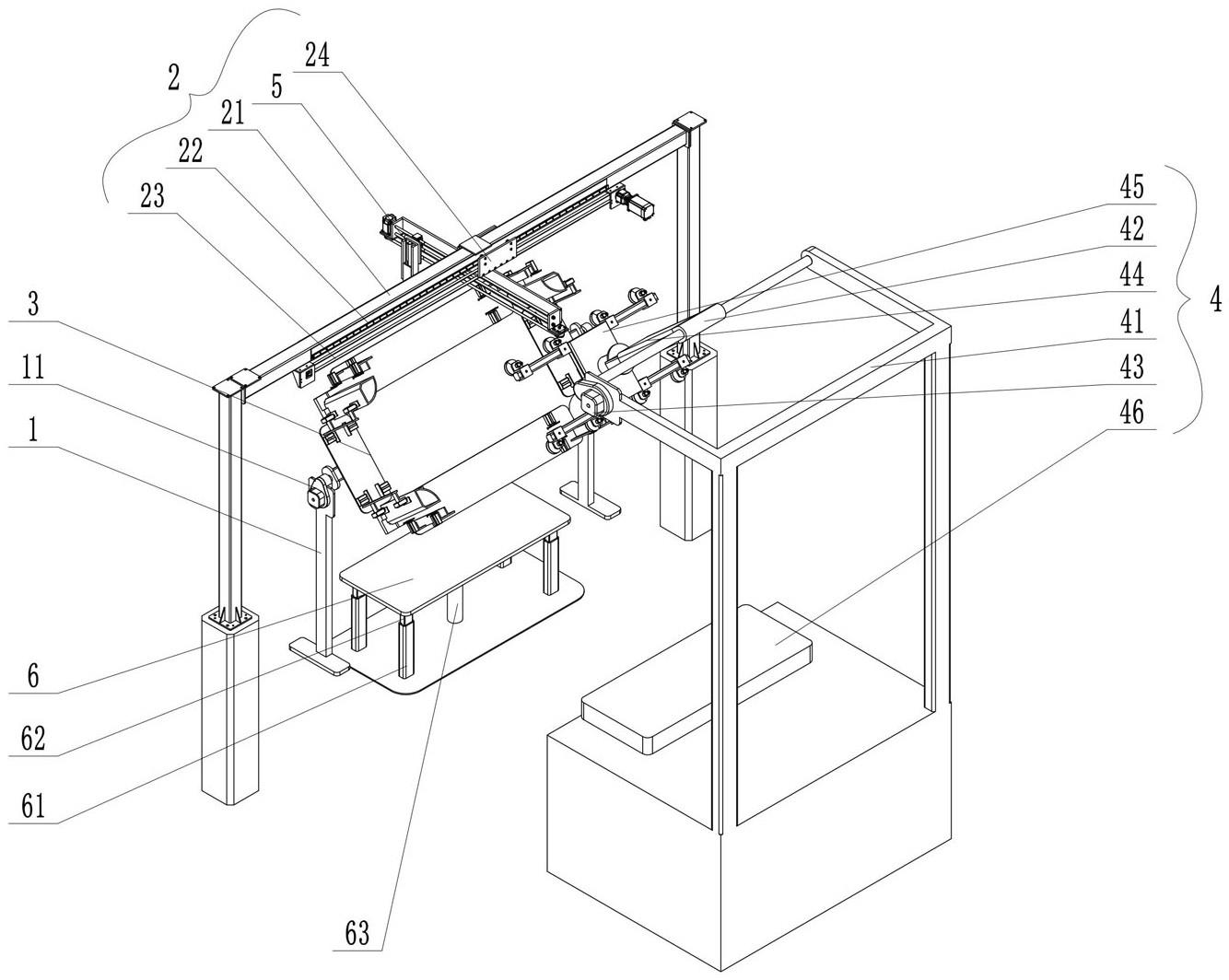
3、一种配电柜焊接装配平台,包括工装架、焊接装置以及对接装置,所述工装架包括分列两侧的架体,所述工装架两侧的架体之间转动设置工装台,所述工装台下方设置升降台,所述工装架一侧设置用于驱动工装台转动的工装伺服驱动机构,所述工装台为方形框体,所述工装台的四边处均设置定位台,四边处的定位台互不连接,所述定位台的内外两侧均相对设置至少两对定位气缸,所述工装台的四角内侧设置限位柱,所述限位柱为直角状,所述限位柱的两侧边分别与配电柜相邻侧板相抵触,所述定位台外侧两端设置紧固架,所述紧固架上至少设置一个紧固气缸,所述紧固气缸用于与限位柱配合对配电柜侧边进行夹紧,所述焊接装置包括设置在工装架上方的龙门架,所述龙门架上设置顶吊轨道以及直线驱动机构,所述顶吊轨道上滑动设置焊接座,所述直线驱动机构用于驱动焊接座沿顶吊轨道直线往复位移,所述焊接座上设置焊接机构,所述对接装置包括对接架,所述对接架设置在工装架一侧,所述对接架上转动设置取物架,所述对接架一侧设置用于驱动取物架转动的对接伺服驱动机构,所述取物架上设置伸展臂,所述伸展臂前端设置吸盘组,所述取物架下方设置对接平台,所述取物架的旋转轴与工装台的旋转轴平行,所述取物架的旋转轴高于工装台的旋转轴。
4、所述限位柱的两侧边呈90度且具有倒角,使得所述限位柱(33)的顶角为弧形而不与配电柜两侧边的焊缝相接触。
5、所述紧固架顶部与底部均具有向外侧的延伸架,所述紧固气缸即设置在延伸架上。
6、所述焊接机构包括横向轨道以及横向位移机构,所述横向轨道上滑动设置升降座,所述横向位移机构用于驱动升降座沿横向轨道往复直线滑动,所述升降座上设置升降臂,所述升降臂受到伺服电推杆的驱动,所述升降臂底部设置摆动台,所述摆动台上转动设置焊接头,所述升降臂底部设置用于驱动摆动台的摆动驱动机构。
7、所述焊接机构包括横向轨道以及横向位移机构,所述横向轨道上滑动设置升降座,所述横向位移机构用于驱动升降座沿横向轨道往复直线滑动,所述升降座上设置焊接机械手,所述焊接机械手前端设置焊接头。
8、所述焊接机构为焊接机械手,所述焊接机械手设置在焊接座上,所述焊接机械手前端设置焊接头。
9、所述伸展臂受到伺服电推杆的驱动。
10、所述升降台下方设置若干固定筒,所述升降台底部设置与固定筒滑动配合的滑动筒,所述升降台下方的中心设置多级举升液压缸,所述多级举升液压缸用于驱动升降台升降。
11、对比现有技术,本发明的有益效果是:
12、本发明通过工装台对配电箱的侧边与底边进行定位装夹,并通过其上夹紧机构的安装实现配电箱侧边与底边的顶紧,使焊缝均匀稳定的形成。通过工装台的设置,为配电箱的焊缝焊接提供了可移动的平台,使焊接装置能够覆盖更大的范围,使单个焊接设备能够完成更大尺寸配电箱的焊接,提高焊接设备的利用率。
13、本装置配合有对接装置完成配电箱背板的装配焊接,可以一次性的完成配电箱主体的焊接,提高了焊接的自动化程度。
14、通过焊接机构的适应性选配,可以对应不同尺寸的配电箱焊接,适应范围更广,焊接效率更高。
技术特征:
1.一种配电柜焊接装配平台,包括工装架(1)、焊接装置(2)以及对接装置(4),其特征在于:所述工装架(1)包括分列两侧的架体,所述工装架(1)两侧的架体之间转动设置工装台(3),所述工装台(3)下方设置升降台(6),所述工装架(1)一侧设置用于驱动工装台(3)转动的工装伺服驱动机构(11),所述工装台(3)为方形框体,所述工装台(3)的四边处均设置定位台(31),四边处的定位台(31)互不连接,所述定位台(31)的内外两侧均相对设置至少两对定位气缸(32),所述工装台(3)的四角内侧设置限位柱(33),所述限位柱(33)为直角状,所述限位柱(33)的两侧边分别与配电柜相邻侧板相抵触,所述定位台(31)外侧两端设置紧固架(34),所述紧固架(34)上至少设置一个紧固气缸(35),所述紧固气缸(35)用于与限位柱(33)配合对配电柜侧边进行夹紧,所述焊接装置(2)包括设置在工装架(1)上方的龙门架(21),所述龙门架(21)上设置顶吊轨道(22)以及直线驱动机构(23),所述顶吊轨道(22)上滑动设置焊接座(24),所述直线驱动机构(23)用于驱动焊接座(24)沿顶吊轨道(22)直线往复位移,所述焊接座(24)上设置焊接机构(5),所述对接装置(4)包括对接架(41),所述对接架(41)设置在工装架(1)一侧,所述对接架(41)上转动设置取物架(42),所述对接架(41)一侧设置用于驱动取物架(42)转动的对接伺服驱动机构(43),所述取物架(42)上设置伸展臂(44),所述伸展臂(44)前端设置吸盘组(45),所述取物架(42)下方设置对接平台(46),所述取物架(42)的旋转轴与工装台(3)的旋转轴平行,所述取物架(42)的旋转轴高于工装台(3)的旋转轴。
2.根据权利要求1所述的一种配电柜焊接装配平台,其特征在于:所述限位柱(33)的两侧边呈90度且具有倒角,使得所述限位柱(33)的顶角为弧形而不与配电柜两侧边的焊缝相接触。
3.根据权利要求1所述的一种配电柜焊接装配平台,其特征在于:所述紧固架(34)顶部与底部均具有向外侧的延伸架,所述紧固气缸(35)即设置在延伸架上。
4.根据权利要求1所述的一种配电柜焊接装配平台,其特征在于:所述焊接机构(5)包括横向轨道(51)以及横向位移机构(52),所述横向轨道(51)上滑动设置升降座(53),所述横向位移机构(52)用于驱动升降座(53)沿横向轨道(51)往复直线滑动,所述升降座(53)上设置升降臂(54),所述升降臂(54)受到伺服电推杆的驱动,所述升降臂(54)底部设置摆动台(55),所述摆动台(55)上转动设置焊接头(56),所述升降臂(54)底部设置用于驱动摆动台(55)的摆动驱动机构。
5.根据权利要求1所述的一种配电柜焊接装配平台,其特征在于:所述焊接机构(5)包括横向轨道(51)以及横向位移机构(52),所述横向轨道(51)上滑动设置升降座(53),所述横向位移机构(52)用于驱动升降座(53)沿横向轨道(51)往复直线滑动,所述升降座(53)上设置焊接机械手(57),所述焊接机械手(57)前端设置焊接头(56)。
6.根据权利要求1所述的一种配电柜焊接装配平台,其特征在于:所述焊接机构(5)为焊接机械手(57),所述焊接机械手(57)设置在焊接座(24)上,所述焊接机械手(57)前端设置焊接头(56)。
7.根据权利要求1所述的一种配电柜焊接装配平台,其特征在于:所述伸展臂(44)受到伺服电推杆的驱动。
8.根据权利要求1所述的一种配电柜焊接装配平台,其特征在于:所述升降台(6)下方设置若干固定筒(61),所述升降台(6)底部设置与固定筒(61)滑动配合的滑动筒(62),所述升降台(6)下方的中心设置多级举升液压缸(63),所述多级举升液压缸(63)用于驱动升降台(6)升降。
技术总结
本发明提供一种配电柜焊接装配平台,主要涉及焊接领域。一种配电柜焊接装配平台,包括工装架、焊接装置以及对接装置,工装架上转动设置工装台,工装台下方设置升降台,工装台的四边处均设置定位台,定位台的内外两侧均设置至少两对定位气缸,工装台的四角内侧设置限位柱,焊接装置包括龙门架,龙门架上设置顶吊轨道以及直线驱动机构,顶吊轨道上滑动设置焊接座,焊接座上设置焊接机构,对接装置包括对接架,对接架上转动设置取物架,取物架上设置伸展臂,伸展臂前端设置吸盘组。本发明的有益效果在于:本发明能够实现焊接装置对于配电柜的大范围覆盖,提高设备的有效工作时长,自动化程度得到提高,焊接效率更高。
技术研发人员:孙丰硕,丁宗燕
受保护的技术使用者:济南宇佳智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!