一种车身骨架激光切割工艺的制作方法
本发明属于激光切割,具体的说是一种车身骨架激光切割工艺。
背景技术:
1、多用途汽车车身骨架的侧围外板尺寸较大,刚性较差,为保证侧围外板及侧围总成的刚性,侧围外板的冲压单件采用缩短支承跨距或多支点结构,以减小挠曲变形。但多余的零件需要在主焊线进行在线切割,由于该车型的生产节拍为60jph,传统的切割方法因切割质量及切割效率等问题,无法实现生产线的在线切割。而激光在线切割作为一种非接触切割方法,具有速度快,切口光滑平整,无切割毛刺,加工精度高,重复性好,不损伤材料表面等显著优势,已逐渐替代传统切割方法。由于被切割零件的后面40-100mm范围内存在车身表面件,车身骨架涂装后也没有安装外覆盖件进行遮蔽,因此,要求表面不能有切割飞溅,由于车身结构原因,产生的切割飞溅很难通过返修处理。
2、常用的氧气-乙炔等火焰切割方法,由于高温、高压的特点导致切割后的工件表面比较粗糙、易变形和热变形大等缺点,且切割过程中会产生切割熔渣及烧穿等问题。
技术实现思路
1、针对以上问题,本发明提供了一种车身骨架激光切割工艺,包括以下步骤,车身通过滚床和滑撬传输到位后,底部夹具通过钩销将车身下部固定;采用侧部夹具固定侧围外板,废料抓具夹紧被切割零件;采用高光束质量激光器和中高功率三维切割应用的光纤切割头按照切割点进行切割;切割完成后,机器人通过废料抓具将废料放到废料箱里;通过精确调整激光功率、切割速度,有效地避免切割焊渣飞溅到后面的钢板,提升了产品外观品质。
2、本发明技术方案如下,一种车身骨架激光切割工艺,包括以下步骤:
3、s1车身通过滚床和滑撬传输到位后,底部夹具通过钩销将车身下部固定;
4、s2采用侧部夹具固定侧围外板,废料抓手夹紧被切割零件;
5、s3采用高光束质量激光器和中高功率三维切割应用的光纤切割头在辅助气体氛围下按照切割点进行切割;
6、s4切割完成后,机器人通过废料抓具将废料放到废料箱里。
7、进一步的,步骤s3中,激光焊接的激光功率为1800-2500w。
8、进一步的,步骤s3中,聚焦光斑直径为0.5-1.5mm。
9、进一步的,步骤s3中,激光切割速度为120-180mm/s。
10、进一步的,步骤s3中,切割高度即切割喷嘴与零件距离为2-4mm。
11、进一步的,步骤s3中,激光切割结束轨迹点的光斑边缘超出钢板边缘距离为0.4-0.6mm。
12、进一步的,步骤s3中,辅助气体的压力为3-6bar。
13、进一步的,所述辅助气体为压缩空气。
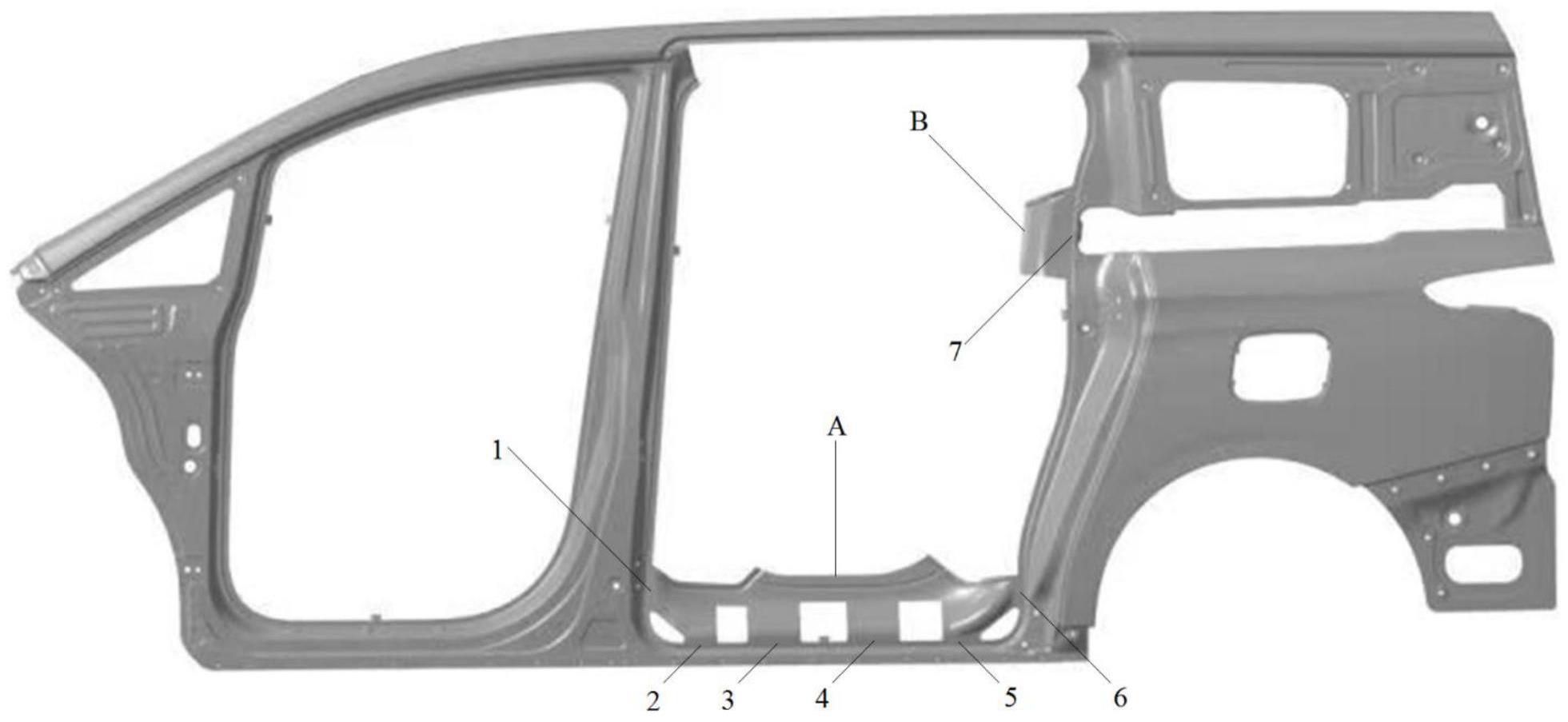
14、进一步的,切割零件包括第一切割零件和第二切割零件,第一切割零件上有六个切割位置,第二切割零件上有一个切割位置。
15、进一步的,切割位置为直线,且长度<200mm的,设置三个切割位置点。
16、进一步的,切割位置为曲线,且长度≥200mm的,设置六个切割位置点。
17、本发明的有益效果为:
18、利用激光切割技术完成对车身骨架的侧围外板的局部钢板厚度为0.8mm的零件在线切割,保证了车身骨架的切割质量和效率;具有速度快,切口光滑平整,无切割毛刺等显著优势,已广泛应用到汽车制造领域,解决传统的切割方法的切割质量差及切割效率低等问题。
技术特征:
1.一种车身骨架激光切割工艺,其特征在于,包括:
2.如权利要求1所述的一种车身骨架激光切割工艺,其特征在于,步骤s2中,切割零件包括第一切割零件和第二切割零件,第一切割零件上有六个切割位置,第二切割零件上有一个切割位置。
3.如权利要求2所述的一种车身骨架激光切割工艺,其特征在于,切割位置为直线,且长度<200mm的,设置三个切割位置点。
4.如权利要求2所述的一种车身骨架激光切割工艺,其特征在于,切割位置为曲线,且长度≥200mm的,设置六个切割位置点。
5.如权利要求1至4任一项所述的一种车身骨架激光切割工艺,其特征在于,步骤s3中,激光焊接的激光功率为1800-2500w。
6.如权利要求5所述的一种车身骨架激光切割工艺,其特征在于,步骤s3中,聚焦光斑直径为0.5-1.5mm。
7.如权利要求5所述的一种车身骨架激光切割工艺,其特征在于,步骤s3中,激光切割速度为120-180mm/s。
8.如权利要求5所述的一种车身骨架激光切割工艺,其特征在于,步骤s3中,切割高度即切割喷嘴与零件距离为2-4mm。
9.如权利要求5所述的一种车身骨架激光切割工艺,其特征在于,步骤s3中,激光切割结束轨迹点的光斑边缘超出钢板边缘距离为0.4-0.6mm。
10.如权利要求5所述的一种车身骨架激光切割工艺,其特征在于,步骤s3中,辅助气体为压缩空气,辅助气体的压力为3-6bar。
技术总结
本发明公开了一种车身骨架激光切割工艺,属于激光切割技术领域,包括以下步骤,车身通过滚床和滑撬传输到位后,底部夹具通过钩销将车身下部固定;采用侧部夹具固定侧围外板,废料抓具夹紧被切割零件;采用高光束质量激光器和中高功率三维切割应用的光纤切割头按照切割点进行切割;切割完成后,机器人通过废料抓具将废料放到废料箱里;激光焊接的激光功率为1800‑2500W,聚焦光斑直径为0.5‑1.5mm,激光切割速度为120‑180mm/s,切割高度即切割喷嘴与零件距离为2‑4mm,激光切割结束轨迹点的光斑边缘超出钢板边缘距离为0.4‑0.6mm,辅助气体的压力为3‑6bar;进一步的,所述辅助气体为压缩空气通过精确调整激光功率、切割速度,有效地避免切割焊渣飞溅到后面的钢板,提升了产品外观品质。
技术研发人员:蔡金生,韦军,周川川,丁才奇
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!