一种隔膜式蓄能器壳体的焊接工艺的制作方法
本发明属于金属焊接,更具体地说,是涉及一种隔膜式蓄能器壳体的焊接工艺。
背景技术:
1、蓄能器是一种储存能量的液压装置,安装在液压系统中,使系统保压、吸收压力冲击、压力脉动,并储存能量,作辅助动力源补偿压力等。现有的隔膜式蓄能器通常采用焊接工艺使蓄能器的上壳体和下壳体固定连接,常用的焊接方式为真空电子束焊,焊接过程中,通过夹具将上壳体与下壳体固定,在上壳体与下壳体的连接处形成焊道,焊接时,夹具带动上壳体和下壳体旋转,电子束照射在焊道上进行焊接,在采用上述工艺生产时,由于工件存在尺寸偏差,常常会使上壳体与下壳体形成的环形焊道不规则与理想焊道尺寸偏差较大,在此种情形下,容易出现漏焊问题,不得不进行二次补焊处理,极大的影响了生产效率。
技术实现思路
1、本发明的目的在于提供一种隔膜式蓄能器壳体的焊接工艺,旨在解决现有技术中,漏焊问题严重,影响生产效率的问题。
2、为实现上述目的,本发明采用的技术方案是:提供一种隔膜式蓄能器壳体的焊接工艺,包括:
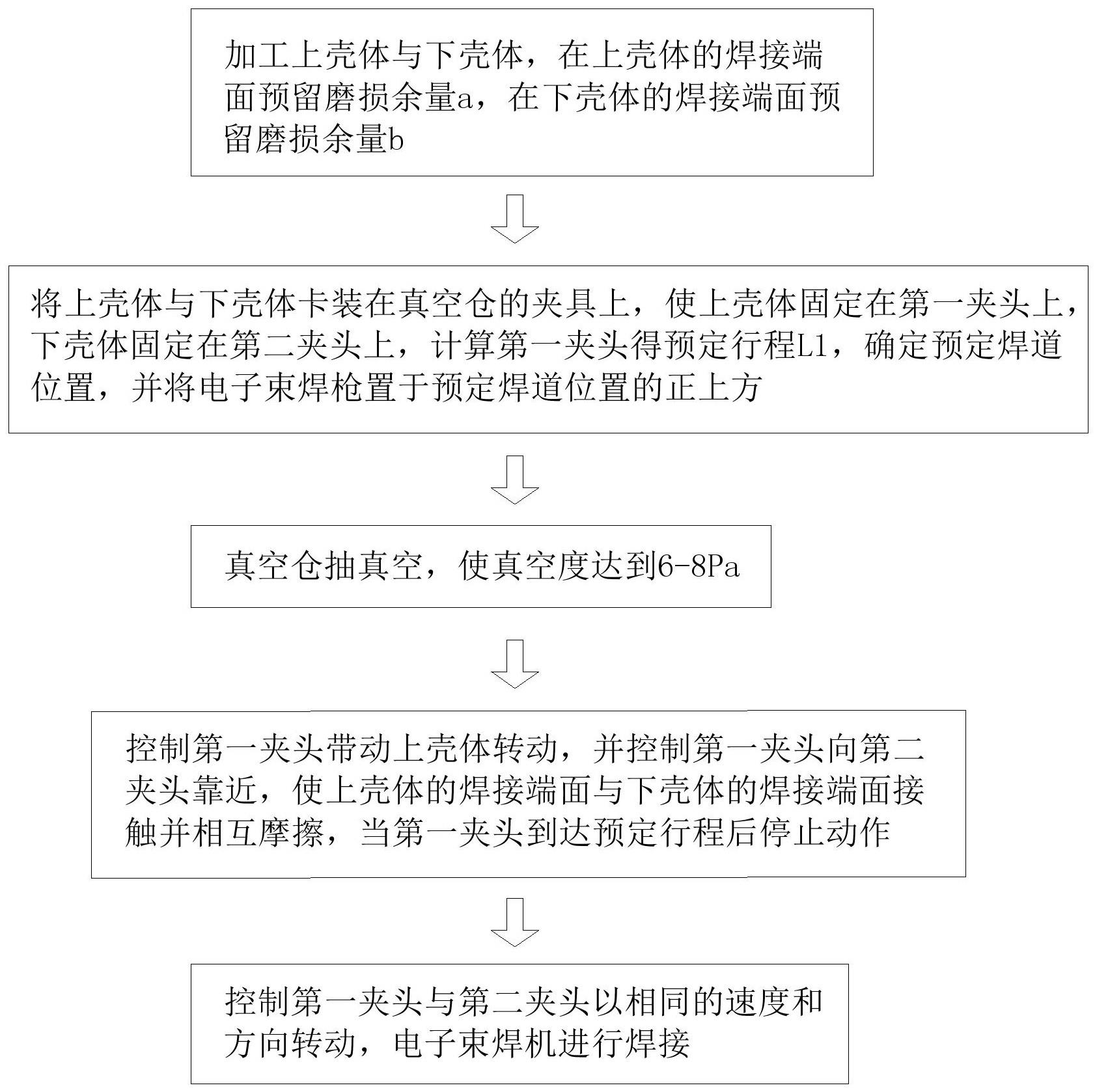
3、s100:加工上壳体与下壳体,在上壳体的焊接端面预留部分磨损余量a,在下壳体的焊接端面预留部分磨损余量b;
4、s200:将上壳体与下壳体卡装在真空仓的夹具上,使上壳体固定在第一夹头上,下壳体固定在第二夹头上,计算第一夹头得预定行程l1,确定预定焊道位置,并将电子束焊枪置于预定焊道位置的正上方;
5、s300:真空仓抽真空,使真空度达到6-8pa;
6、s400:控制第一夹头带动上壳体转动,并控制第一夹头向第二夹头靠近,使上壳体的焊接端面与下壳体的焊接端面接触并相互摩擦,当第一夹头到达预定行程后停止动作;
7、s500:控制第一夹头与第二夹头以相同的速度和方向转动,电子束焊机进行焊接。
8、在一种可能的实现方式中,在步骤s100中,所述上壳体的焊接端面包括第一高台和第一低台,所述第一高台位于所述第一低台的内侧,所述下壳体的焊接端面上对应所述第一高台设有第二低台,对应所述第一低台设有第二高台,所述磨损余量a设置在第一低台上,所述磨损余量b设置在第二高台上。
9、在一种可能的实现方式中,所述第一高台与所述第一低台之间连接有第一倾斜面,所述第一倾斜面自所述第一高台一侧向所述第一低台一侧倾斜,所述第二高台与所述第二低台之间连接有第二倾斜面,所述第二倾斜面自所述第二高台一侧向所述第二低台一侧倾斜,所述第一倾斜面与所述第二倾斜面的倾斜角度大小相同。
10、在一种可能的实现方式中,所述第一低台上设有第一安装槽,所述第一安装槽位于靠近所述第一倾斜面的一侧,所述第二高台上对应所述第一安装槽设有第二安装槽,所述第一安装槽内设有焊接填料。
11、在一种可能的实现方式中,所述焊接填料与所述第一安装槽为过盈配合,所述焊接填料的截面高度大于所述第一安装槽的深度。
12、在一种可能的实现方式中,所述焊接填料为铝焊丝。
13、在一种可能的实现方式中,在步骤s200中,在上壳体夹装在第一夹头上之前,将焊接填料安装在第一安装槽内。
14、在一种可能的实现方式中,在步骤s100中,磨损余量a为0.1mm-0.5mm,磨损余量b为0.1mm-0.5mm。
15、在一种可能的实现方式中,在步骤s400中,所述第一夹头的转速为120-150r/min,当上壳体与下壳体接触后,所述第一夹头朝所述第二夹头的移动速度为0.1mm/s。
16、在一种可能的实现方式中,在步骤s400中,电子束焊机的焊接参数为:加速电压50-60kv,束流功率2-12kw,焊接速度1-30mm/s,工作距离为100-400mm。
17、本发明提供的一种隔膜式蓄能器壳体的焊接工艺的有益效果在于:与现有技术相比,本发明一种隔膜式蓄能器壳体的焊接工艺,加工上壳体与下壳体时,在焊接端面预留部分磨损余量,在焊接前,通过控制上壳体与下壳体接触并相对转动摩擦去除磨损余量,从而使上壳体与下壳体之间形成的环形焊道规则,偏差小,使得上壳体与下壳体一次焊接成品率提高,大大减小了漏焊的问题。
技术特征:
1.一种隔膜式蓄能器壳体的焊接工艺,其特征在于,包括以下步骤:
2.如权利要求1所述的一种隔膜式蓄能器壳体的焊接工艺,其特征在于,在步骤s100中,所述上壳体(1)的焊接端面包括第一高台(11)和第一低台(12),所述第一高台(11)位于所述第一低台(12)的内侧,所述下壳体(2)的焊接端面上对应所述第一高台(11)设有第二低台(21),对应所述第一低台(12)设有第二高台(22),所述磨损余量a设置在第一低台(12)上,所述磨损余量b设置在第二高台(22)上。
3.如权利要求2所述的一种隔膜式蓄能器壳体的焊接工艺,其特征在于,所述第一高台(11)与所述第一低台(12)之间连接有第一倾斜面(13),所述第一倾斜面(13)自所述第一高台(11)一侧向所述第一低台(12)一侧倾斜,所述第二高台(22)与所述第二低台(21)之间连接有第二倾斜面(23),所述第二倾斜面(23)自所述第二高台(22)一侧向所述第二低台(21)一侧倾斜,所述第一倾斜面(13)与所述第二倾斜面(23)的倾斜角度大小相同。
4.如权利要求3所述的一种隔膜式蓄能器壳体的焊接工艺,其特征在于,所述第一低台(12)上设有第一安装槽(14),所述第一安装槽(14)位于靠近所述第一倾斜面(13)的一侧,所述第二高台(22)上对应所述第一安装槽(14)设有第二安装槽(24),所述第一安装槽(14)内设有焊接填料(6)。
5.如权利要求4所述的一种隔膜式蓄能器壳体的焊接工艺,其特征在于,所述焊接填料(6)与所述第一安装槽(14)为过盈配合,所述焊接填料(6)的截面高度大于所述第一安装槽(14)的深度。
6.如权利要求4所述的一种隔膜式蓄能器壳体的焊接工艺,其特征在于,所述焊接填料(6)为铝焊丝。
7.如权利要求4所述的一种隔膜式蓄能器壳体的焊接工艺,其特征在于,在步骤s200中,在上壳体(1)夹装在第一夹头(3)上之前,将焊接填料(6)安装在第一安装槽(14)内。
8.如权利要求1所述的一种隔膜式蓄能器壳体的焊接工艺,其特征在于,在步骤s100中,磨损余量a为0.1mm-0.5mm,磨损余量b为0.1mm-0.5mm。
9.如权利要求1所述的一种隔膜式蓄能器壳体的焊接工艺,其特征在于,在步骤s400中,所述第一夹头(3)的转速为120-150r/min,当上壳体(1)与下壳体(2)接触后,所述第一夹头(3)朝所述第二夹头(4)的移动速度为0.1mm/s。
10.如权利要求1所述的一种隔膜式蓄能器壳体的焊接工艺,其特征在于,在步骤s400中,电子束焊机的焊接参数为:加速电压50-60kv,束流功率2-12kw,焊接速度1-30mm/s,工作距离为100-400mm。
技术总结
本发明提供了一种隔膜式蓄能器壳体的焊接工艺,属于金属焊接技术领域,包括以下步骤:加工上壳体与下壳体,在上壳体与下壳体的焊接端面预留部分磨损余量;使上壳体固定在第一夹头上,下壳体固定在第二夹头上,计算并确定第一夹头得预定行程L1,确定预定焊道位置;真空仓抽真空;控制第一夹头带动上壳体转动,并控制第一夹头向第二夹头靠近,使上壳体的焊接端面与下壳体的焊接端面接触并相互摩擦,当第一夹头到达预定行程后停止动作;电子束焊机进行焊接。本发明提供的一种隔膜式蓄能器壳体的焊接工艺,使得上壳体与下壳体一次焊接成品率提高,大大减小了漏焊的问题。
技术研发人员:王亚宣,马安琪,马鸿飞
受保护的技术使用者:布柯玛蓄能器张家口有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!