一种两半静叶加工方法与流程
本发明涉及机械加工,尤其涉及一种两半静叶加工方法。
背景技术:
1、两半静叶是该型涡轮机产品的核心组件,关键零件,静叶部件安装在壳体上,工作时静叶叶片控制涡轮机的气流量,静叶部件的气封齿与转子部套之间形成气体密封,此零件结构为叶片上销孔连接静叶与外环,叶片影响其整体强度,同时此零件与周围零件间也有较高的装配及配合要求,特别零件的厚度、直径、垂直度等精度要求较高,必须保证,否则工作时会导致零件之间碰擦磨损,导致静叶破损影响整机气流量,破坏静叶与转子部套之间的气密性,造成事故。
2、该零件在现有的制造方案中存在以下难度;1、静叶为两半零件,中分面无连接结构,如何进行装夹并实现带叶片两半静叶的加工及铣削;2、铣削加工过程中割开部位的叶片易出现弯曲变形;3、静叶尺寸及形位公差需在组合后加工才能保证,加工过程中零件受力易整体变形引起尺寸及形位公差超差。
3、针对上述问题,亟需一种可靠稳定的两半静叶的制造方法。
技术实现思路
1、本发明的目的在于提供一种两半静叶加工方法,可以可靠稳定的对两半静叶加工。
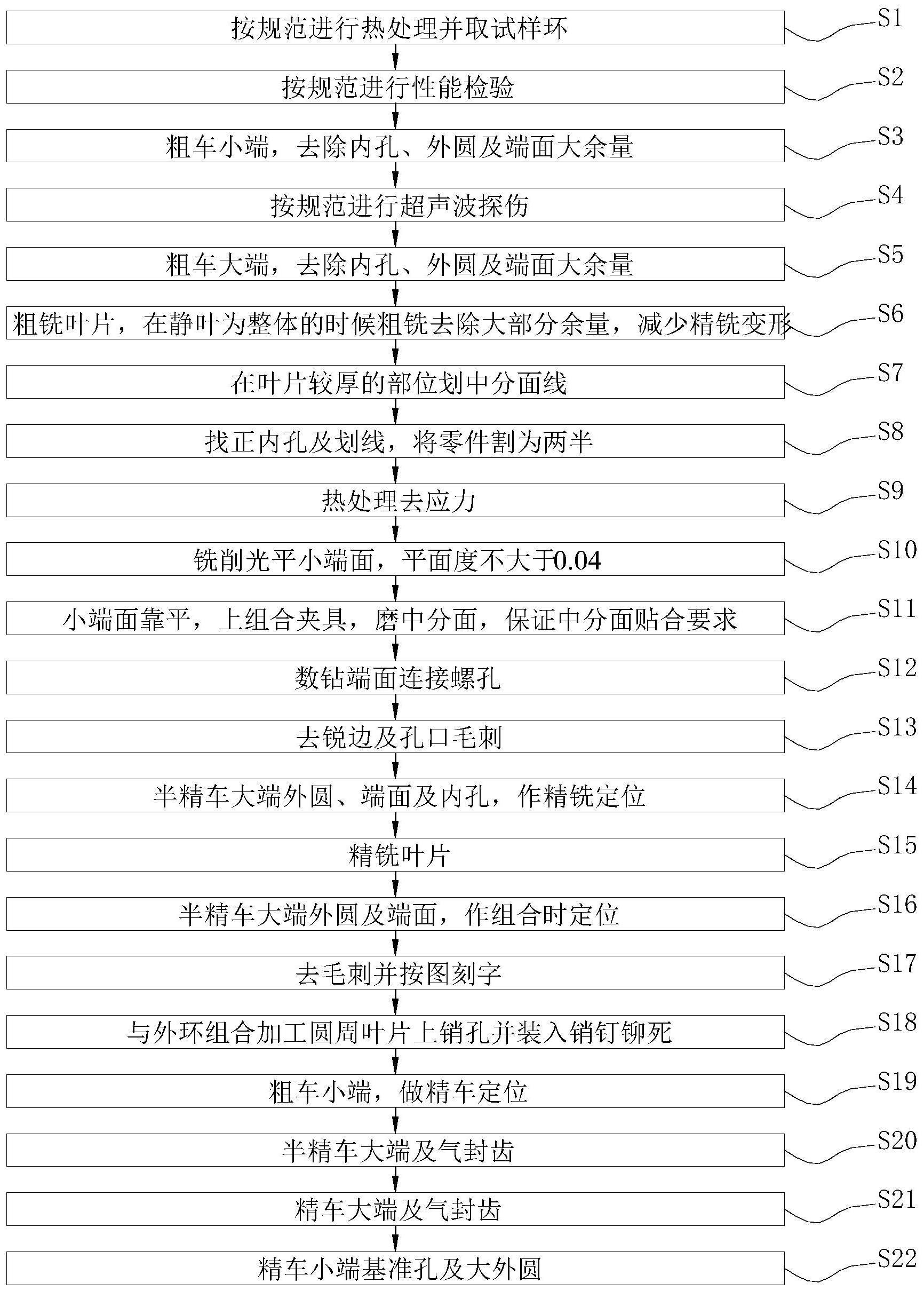
2、为实现上述目的,本发明提供了一种两半静叶加工方法,具体步骤包括:
3、s1按规范进行热处理并取试样环;
4、s2按规范进行性能检验;
5、s3粗车小端,去除内孔、外圆及端面大余量;
6、s4按规范进行超声波探伤;
7、s5粗车大端,去除内孔、外圆及端面大余量;
8、s6粗铣叶片,在静叶为整体的时候粗铣去除大部分余量,减少精铣变形;
9、s7在叶片较厚的部位划中分面线;
10、s8找正内孔及划线,将零件割为两半;
11、s9热处理去应力;
12、s10铣削光平小端面,平面度不大于0.04;
13、s11小端面靠平,上组合夹具,磨中分面,保证中分面贴合要求;
14、s12数钻端面连接螺孔;
15、s13去锐边及孔口毛刺;
16、s14半精车大端外圆、端面及内孔,作精铣定位。
17、s15精铣叶片;
18、s16半精车大端外圆及端面,作组合时定位;
19、s17去毛刺并按图刻字;
20、s18与外环组合加工圆周叶片上销孔并装入销钉铆死;
21、s19粗车小端,做精车定位;
22、s20半精车大端及气封齿;
23、s21精车大端及气封齿;
24、s22精车小端基准孔及大外圆。
25、其中,所述s6粗铣叶片时,需注意转速s800,进给量f70,吃刀量1mm。
26、其中,所述s11小端面靠平,上组合夹具,磨中分面时,需注意中分面合拢,0.02塞尺不过,转速s300,精磨时吃刀量0.003mm。
27、其中,所述s14半精车大端外圆、端面及内孔时,需注意转速s300,进给量f0.15,吃刀量0.2mm。
28、其中,所述s15精铣叶片时,需注意转速s1000,进给量f100,吃刀量0.1mm。
29、其中,所述s16半精车大端外圆及端面时,需注意转速s300,进给量f0.15,吃刀量0.2mm。
30、其中,所述s20半精车大端及气封齿时,需注意转速s40,进给量f0.08,吃刀量0.1mm。
31、其中,所述s21精车大端及气封齿时,需注意转速s40,进给量f0.08,吃刀量0.1mm。
32、其中,所述s22精车小端基准孔及大外圆时,需注意转速s600,进给量f0.15,吃刀量0.2mm。
33、本发明的一种两半静叶加工方法,具体步骤包括:s1按规范进行热处理并取试样环;s2按规范进行性能检验;s3粗车小端,去除内孔、外圆及端面大余量;s4按规范进行超声波探伤;s5粗车大端,去除内孔、外圆及端面大余量;s6粗铣叶片,在静叶为整体的时候粗铣去除大部分余量,减少精铣变形;s7在叶片较厚的部位划中分面线;s8找正内孔及划线,将零件割为两半;s9热处理去应力;s10铣削光平小端面,平面度不大于0.04;s11小端面靠平,上组合夹具,磨中分面,保证中分面贴合要求;s12数钻端面连接螺孔;s13去锐边及孔口毛刺;s14半精车大端外圆、端面及内孔,作精铣定位。s15精铣叶片;s16半精车大端外圆及端面,作组合时定位;s17去毛刺并按图刻字;s18与外环组合加工圆周叶片上销孔并装入销钉铆死;s19粗车小端,做精车定位;s20半精车大端及气封齿;s21精车大端及气封齿;s22精车小端基准孔及大外圆;本发明先线切割粗加工中分面、铣削小端面后再磨削精加工中分面,保证中分面完美贴合,设计工装实现无连接中分面的两半静叶叶片的精铣;叶片线切割前先粗铣叶片,减少铣削变形;精铣注意降低进刀参数,先铣叶尖部位,保证叶片强度,后加工叶根部位与之接平,注意刀具进刀方向,避免打刀导致叶片弯曲;静叶与外环组合后精加工时采用立车,使用工装压紧的方式替代软三爪,避免夹持变形,保证其尺寸及形位公差精度要求;从而可以可靠稳定的对两半静叶加工。
技术特征:
1.一种两半静叶加工方法,其特征在于,具体步骤包括:
2.如权利要求1所述的一种两半静叶加工方法,其特征在于,
3.如权利要求2所述的一种两半静叶加工方法,其特征在于,
4.如权利要求3所述的一种两半静叶加工方法,其特征在于,
5.如权利要求4所述的一种两半静叶加工方法,其特征在于,
6.如权利要求5所述的一种两半静叶加工方法,其特征在于,
7.如权利要求6所述的一种两半静叶加工方法,其特征在于,
8.如权利要求7所述的一种两半静叶加工方法,其特征在于,
9.如权利要求8所述的一种两半静叶加工方法,其特征在于,
技术总结
本发明涉及机械加工技术领域,具体涉及一种两半静叶加工方法,具体步骤:热处理;检验;粗车;探伤;粗车;粗铣;划线;线切割;热处理;铣;磨;数钻;钳;半精车;精铣;精车;钳;数钻;粗车小端;粗车大端;数控立车,上工装,精车大端及气封齿;数控立车,上工装,精车小端基准孔及大外圆;从而可以可靠稳定的对两半静叶加工。
技术研发人员:杨川华,袁华,邹含青,鲁建于,周开松,刘彦宏,张怡,杨意松
受保护的技术使用者:重庆江增船舶重工有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!