一种CNC加工六角孔快速成型刀具及加工工艺的制作方法
本发明涉及六角孔加工刀具的,特指一种cnc加工六角孔快速成型刀具及加工工艺。
背景技术:
1、在许多的汽车零部件上,如汽车电池盒上都需要加工六角孔,六角孔的r角只有在较小的范围内才能把六角压铆螺栓很好的固定住,因此机床在铣削过程中,必须要使用比六角孔r角更小的刀具进行铣削,且六角孔无法一次成型。
2、在现有技术汇总,六角孔的成型方式为先利用钻刀钻底孔,然后换大直径的第一铣刀进行开粗,再换小于第一铣刀直径的第二铣刀进行半开粗,最后换小直径的第三铣刀进行精铣,这就导致了加工一个六角孔必须换4把刀具才能加工完成,刀具每次都需要进行定位,其频繁更换刀具重复定位导致加工时间长,加工效率低下。
技术实现思路
1、本发明考虑了前述问题而做出,发明的目的是提供一种cnc加工六角孔快速成型刀具及加工工艺,将现有的四把刀具集成到了一把刀具上,既满足了加工六角孔的要求,又可以避免频繁更换刀具,提高加工效率。
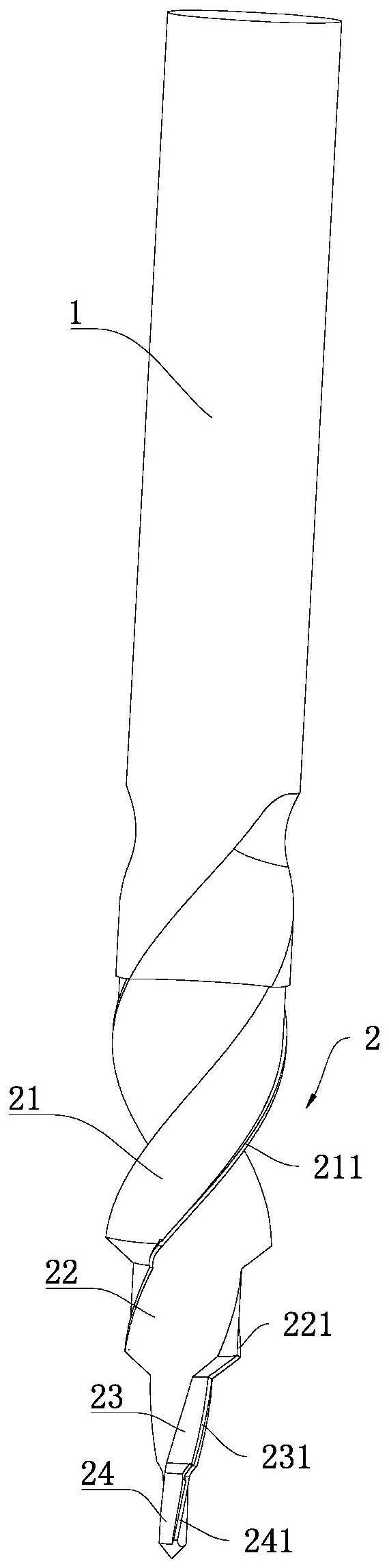
2、为实现上述目的,本发明提供一种cnc加工六角孔快速成型刀具,包括刀柄以及六角成型刀,所述刀柄的一端与所述六角成型刀相接,所述刀柄的另一端与机床相接,所述六角成型刀包括依次远离所述刀柄的钻孔部、第一粗铣部、第二粗铣部以及精铣部,所述钻孔部的一端与所述刀柄的一端相接,且所述钻孔部、第一粗铣部、第二粗铣部以及精铣部一体成型,其中,
3、所述钻孔部的直径大于所述第一粗铣部的直径,所述第一粗铣部的直径大于所述第二粗铣部的直径,所述第二粗铣部的直径大于所述精铣部的直径。
4、据上所述的一种cnc加工六角孔快速成型刀具,所述钻孔部的直径小于所述刀柄的直径,所述钻孔部与所述刀柄之间设有限位台阶。
5、据上所述的一种cnc加工六角孔快速成型刀具,所述钻孔部上设有第一切削刃,所述第一切削刃呈螺旋状布置在所述钻孔部的外侧,且所述第一切削刃的外径为9.1mm。
6、据上所述的一种cnc加工六角孔快速成型刀具,所述第一粗铣部上设有第二切削刃,所述第二切削刃倾斜布置在所述第一粗铣部的外侧,且所述第二切削刃的外径为5.8mm。
7、据上所述的一种cnc加工六角孔快速成型刀具,所述第二粗铣部上设有第三切削刃,所述第三切削刃倾斜布置在所述第二粗铣部的外侧,且所述第三切削刃的外径为3.3mm。
8、据上所述的一种cnc加工六角孔快速成型刀具,所述精铣部上设有第四切削刃,所述第四切削刃倾斜布置在所述精铣部的外侧,且所述第四切削刃的外径为2.3mm。
9、一种采用上述cnc加工六角孔快速成型刀具的六角孔加工工艺,包括步骤:
10、s1:钻底孔:通过精铣部打通产品,并利用钻孔部进行扩孔,形成底孔;
11、s2:粗倒角:退刀使得第一粗铣部与底孔侧壁相对应,并利用第一粗铣部进行首次粗倒角;
12、s3:二次粗倒角:退刀使得第二粗铣部与底孔侧壁相对应,并利用第二粗铣部进行二次粗倒角;
13、s4:精修:退刀使得精铣部与底孔侧壁相对应,利用精铣部对经过两个粗铣之后的倒角进行精修;
14、s5:退刀:将刀具退出产品,产品加工完成。
15、据上所述的一种六角孔加工工艺,在步骤s1中,所述精铣部的转速为7500rpm,所述精铣部的进给速度为200mm/min。
16、据上所述的一种六角孔加工工艺,在步骤s2中,所述第一粗铣部的转速为6500rpm,所述第一粗铣部的进给速度为2200mm/min;
17、在步骤s3中,所述第二粗铣部的转速为8500rpm,所述第二粗铣部的进给速度为2200mm/min。
18、据上所述的一种六角孔加工工艺,在步骤s4中,所述精铣部的转速为8500rpm,所述精铣部的进给速度为1200mm/min。
19、本发明具有以下有益效果:六角成型刀包括钻孔部、第一粗铣部、第二粗铣部以及精铣部,在加工六角孔时,可以先通过精铣部打通产品,再通过钻孔部进行扩孔,加工成型底孔,之后可以通过第一粗铣部进行首次粗倒角,再通过第二粗铣部进行二次粗倒角,最后通过精铣部进行粗倒角的精修,即利用一把刀具可以完成六角孔加工,可以极大的提高加工效率,加工更为简单,同时经过两次粗倒角,可以有效的提高精铣部的使用寿命。
技术特征:
1.一种cnc加工六角孔快速成型刀具,其特征在于,包括刀柄以及六角成型刀,所述刀柄的一端与所述六角成型刀相接,所述刀柄的另一端与机床相接,所述六角成型刀包括依次远离所述刀柄的钻孔部、第一粗铣部、第二粗铣部以及精铣部,所述钻孔部的一端与所述刀柄的一端相接,且所述钻孔部、第一粗铣部、第二粗铣部以及精铣部一体成型,其中,
2.根据权利要求1所述的一种cnc加工六角孔快速成型刀具,其特征在于,所述钻孔部的直径小于所述刀柄的直径,所述钻孔部与所述刀柄之间设有限位台阶。
3.根据权利要求1所述的一种cnc加工六角孔快速成型刀具,其特征在于,所述钻孔部上设有第一切削刃,所述第一切削刃呈螺旋状布置在所述钻孔部的外侧,且所述第一切削刃的外径为9.1mm。
4.根据权利要求1所述的一种cnc加工六角孔快速成型刀具,其特征在于,所述第一粗铣部上设有第二切削刃,所述第二切削刃倾斜布置在所述第一粗铣部的外侧,且所述第二切削刃的外径为5.8mm。
5.根据权利要求1所述的一种cnc加工六角孔快速成型刀具,其特征在于,所述第二粗铣部上设有第三切削刃,所述第三切削刃倾斜布置在所述第二粗铣部的外侧,且所述第三切削刃的外径为3.3mm。
6.根据权利要求1所述的一种cnc加工六角孔快速成型刀具,其特征在于,所述精铣部上设有第四切削刃,所述第四切削刃倾斜布置在所述精铣部的外侧,且所述第四切削刃的外径为2.3mm。
7.一种采用如权利要求1-6任意一项所述cnc加工六角孔快速成型刀具的六角孔加工工艺,其特征在于,包括步骤:
8.根据权利要求7所述的一种六角孔加工工艺,其特征在于,在步骤s1中,所述精铣部的转速为7500rpm,所述精铣部的进给速度为200mm/min。
9.根据权利要求7所述的一种六角孔加工工艺,其特征在于,在步骤s2中,所述第一粗铣部的转速为6500rpm,所述第一粗铣部的进给速度为2200mm/min;
10.根据权利要求7所述的一种六角孔加工工艺,其特征在于,在步骤s4中,所述精铣部的转速为8500rpm,所述精铣部的进给速度为1200mm/min。
技术总结
本发明涉及六角孔加工刀具的技术领域,并具体公开一种CNC加工六角孔快速成型刀具及加工工艺,快速成型刀具包括刀柄以及六角成型刀,刀柄的一端与六角成型刀相接,刀柄的另一端与机床相接,机床通过刀柄控制六角成型刀进行加工动作,六角成型刀包括依次远离刀柄的钻孔部、第一粗铣部、第二粗铣部以及精铣部,其中,钻孔部的一端与刀柄的一端相接,且钻孔部、第一粗铣部、第二粗铣部以及精铣部一体成型,即将四把刀具集成到一把刀具上,通过六角成型刀可以实现钻底孔、首次粗倒角、二次粗倒角以及精修倒角,以单刀具加工成型六角孔,可以避免在加工过程中更换刀具,可以极大的提高加工效率。
技术研发人员:周建斌,葛晓东,曹华敏
受保护的技术使用者:宁波信泰机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!