一种小直径不锈钢贮箱箱底法兰防变形措施的制作方法
本发明涉及航空航天不锈钢贮箱,具体为一种小直径不锈钢贮箱箱底法兰防变形措施。
背景技术:
1、小直径不锈钢贮箱由于直径过小,导致法兰在箱底上均布过密,与常见的大直径箱底相同的是法兰尺寸一致,不同的是分布的法兰距离和位置各不相同,大直径箱底分部均匀,在相应工装的保证下变形在可控范围内,但是小直径不锈钢箱底法兰焊接沿用传统的法兰防变形措施起不到任何作用。该箱底法兰全部是对接法兰,对接法兰焊接普遍存在的问题是焊后下沉,减少下沉可以解决一部分变形问题,但是应力集中也是变形的主要原因之一,传统的大直径箱底根本无法消除这些因素,这些问题的产生对后面管路取样产生很大的影响,变形严重的可导致预制管路大量报废,同时对管路取样产生很大的困难。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种小直径不锈钢贮箱箱底法兰防变形措施。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:一种小直径不锈钢贮箱箱底法兰防变形措施,包括以下步骤:
5、s1、将箱底组合件进行固定;
6、s2、将人孔法兰均匀抬高;
7、s3、通过硬性工装进行支撑防止位置发生变化;
8、s4、分别在ⅰ、ⅱ、ⅲ、ⅳ象限对称进行点焊;
9、s5、然后在象限中间对称点焊;
10、s6、依次采用类似对称的定位方法,达到每隔3-5mm一个定位焊点,对称均布点焊;
11、s7、完成焊接。
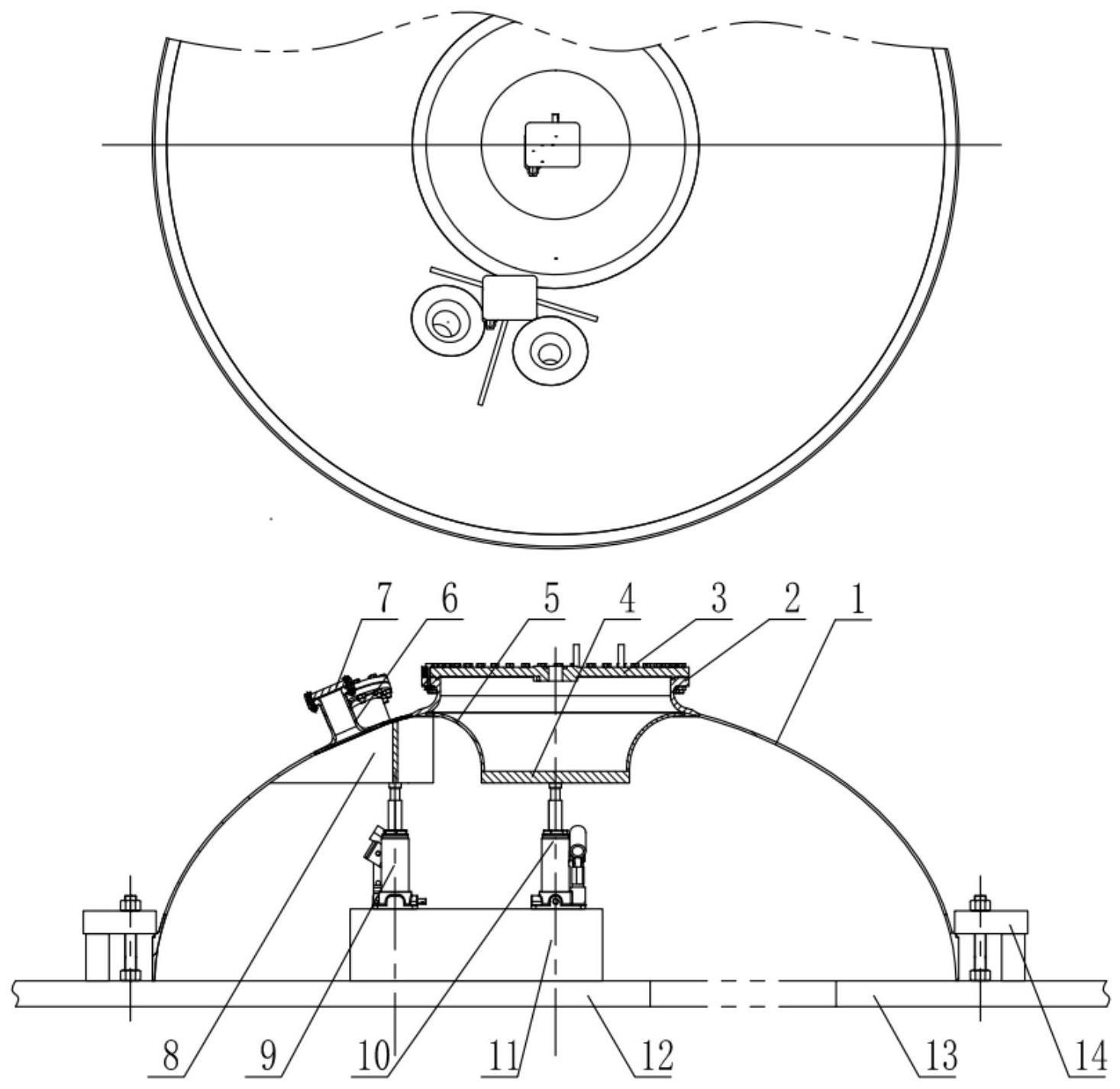
12、优选的,s1具体为:设置两个平台,分别为a平台和b平台,a平台和b平台上均设置有压紧工装,且通过压紧工装将箱底组合件固定在a平台和b平台上。
13、优选的,s2具体为:在箱底组合件上制作一不锈钢凸孔法兰工装,凸孔法兰工装的上端且在箱底组合件上放置人孔法兰,所述凸孔法兰工装、人孔法兰均与箱底组合件焊接连接,所述人孔法兰上通过螺栓固定安装人孔盖。
14、优选的,所述凸孔法兰工装直径较人孔法兰小,凸孔法兰工装加工均匀,均布对称点焊,属于空心结构。
15、优选的,所述a平台上放置有垫块,所述垫块上固定安装有千斤顶,所述千斤顶的输出端上固定支撑平板,所述支撑平板与凸孔法兰工装均匀点焊,并通过千斤顶将凸孔法兰工装和人孔法兰往上顶出一定距离,达到均匀抬高的效果,均匀抬高mm,顶出过程中均匀施力,防止用力过猛带来产品的损坏。
16、优选的,所述箱底组合件的侧面还固定安装两个小法兰,制造简易平板工装,将小法兰的上下面利用螺栓连接的方式使其型面得到保证,所述小法兰安装法兰盖,在人孔法兰和一侧两个小法兰中间三角地带点焊两道竖筋,即三角加强筋,加强三角地带的刚性,减小焊接带来的应力变形。
17、优选的,所述垫板上还放置有三角筋处千斤顶,所述三角筋处千斤顶的输出端与三角加强筋相连接,且通过三角筋处千斤顶将三角加强筋顶住,顶的过程中选好受力点,使其均匀受力。
18、优选的,将上述措施完成后开始进行后续焊接工作,先焊接人孔法兰,分段对称打底焊接,打底时保证单面焊双面成型,采用小电流进行焊接,电流控制在80-100a,焊接之后缓冷到室温,控制层间温度,小法兰采用同样的措施进行焊接,盖面采用同样的方式进行焊接,完成焊接。
19、(三)有益效果
20、与现有技术相比,本发明提供了一种小直径不锈钢贮箱箱底法兰防变形措施,具备以下有益效果:
21、1、该小直径不锈钢贮箱箱底法兰防变形措施,减小法兰焊接过程中的变形,保证法兰的形位尺寸,解决形位尺寸的偏差所带来的一系列问题,减少焊接应力,提高焊缝强度,减少校型带来的一些不确定因素,降低技术风险,提高产品质量。
22、2、该小直径不锈钢贮箱箱底法兰防变形措施,整体形位尺寸得到保证,在误差要求的合理范围内,法兰的变形较之前更小,由于整体形位尺寸保证的比较好,焊后无需校型即可保证焊接要求的尺寸,减少校型带来的各种风险,形位尺寸的保证对后续整箭总装减轻了很大的工作量。时间周期成本大幅缩减,从经济效益和质量上效果显著。
23、3、该小直径不锈钢贮箱箱底法兰防变形措施,焊后实测数据人孔法兰比理论高度低4mm,未加措施前焊后高度比理论高度低10mm,减少6mm的误差,焊接后整体型面变化比较均匀,并未出现未加措施前的波浪变形,措施达到预期目的。
技术特征:
1.一种小直径不锈钢贮箱箱底法兰防变形措施,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种小直径不锈钢贮箱箱底法兰防变形措施,其特征在于:s1具体为:设置两个平台,分别为a平台(12)和b平台(13),a平台(12)和b平台(13)上均设置有压紧工装(14),且通过压紧工装(14)将箱底组合件(1)固定在a平台(12)和b平台(13)上。
3.根据权利要求2所述的一种小直径不锈钢贮箱箱底法兰防变形措施,其特征在于:s2具体为:在箱底组合件(1)上制作一不锈钢凸孔法兰工装(5),凸孔法兰工装(5)的上端且在箱底组合件(1)上放置人孔法兰(2),所述凸孔法兰工装(5)、人孔法兰(2)均与箱底组合件(1)焊接连接,所述人孔法兰(2)上通过螺栓固定安装人孔盖(3)。
4.根据权利要求3所述的一种小直径不锈钢贮箱箱底法兰防变形措施,其特征在于:所述凸孔法兰工装(5)直径较人孔法兰(2)小,凸孔法兰工装(5)加工均匀,均布对称点焊,属于空心结构。
5.根据权利要求2所述的一种小直径不锈钢贮箱箱底法兰防变形措施,其特征在于:所述a平台(12)上放置有垫块(11),所述垫块(11)上固定安装有千斤顶(10),所述千斤顶(10)的输出端上固定支撑平板(4),所述支撑平板(4)与凸孔法兰工装(5)均匀点焊,并通过千斤顶(10)将凸孔法兰工装(5)和人孔法兰(2)往上顶出一定距离,达到均匀抬高的效果,均匀抬高(1)mm,顶出过程中均匀施力,防止用力过猛带来产品的损坏。
6.根据权利要求2所述的一种小直径不锈钢贮箱箱底法兰防变形措施,其特征在于:所述箱底组合件(1)的侧面还固定安装两个小法兰(6),制造简易平板工装,将小法兰(6)的上下面利用螺栓连接的方式使其型面得到保证,所述小法兰(6)安装法兰盖(7),在人孔法兰(2)和一侧两个小法兰(2)中间三角地带点焊两道竖筋,即三角加强筋(8),加强三角地带的刚性,减小焊接带来的应力变形。
7.根据权利要求6所述的一种小直径不锈钢贮箱箱底法兰防变形措施,其特征在于:所述垫板(11)上还放置有三角筋处千斤顶(9),所述三角筋处千斤顶(9)的输出端与三角加强筋(8)相连接,且通过三角筋处千斤顶(9)将三角加强筋(8)顶住,顶的过程中选好受力点,使其均匀受力。
8.根据权利要求2所述的一种小直径不锈钢贮箱箱底法兰防变形措施,其特征在于:将上述措施完成后开始进行后续焊接工作,先焊接人孔法兰(2),分段对称打底焊接,打底时保证单面焊双面成型,采用小电流进行焊接,电流控制在80-100a,焊接之后缓冷到室温,控制层间温度,小法兰(2)采用同样的措施进行焊接,盖面采用同样的方式进行焊接,完成焊接。
技术总结
本发明涉及航空航天不锈钢贮箱技术领域,且公开了1.一种小直径不锈钢贮箱箱底法兰防变形措施,包括以下步骤:S1、将箱底组合件进行固定;S2、将人孔法兰均匀抬高;S3、通过硬性工装进行支撑防止位置发生变化;S4、分别在Ⅰ、Ⅱ、Ⅲ、Ⅳ象限对称进行点焊;S5、然后在象限中间对称点焊;S6、依次采用类似对称的定位方法,达到每隔3‑5mm一个定位焊点,对称均布点焊;S7、完成焊接,减小法兰焊接过程中的变形,保证法兰的形位尺寸,解决形位尺寸的偏差所带来的一系列问题,减少焊接应力,提高焊缝强度,减少校型带来的一些不确定因素,降低技术风险,提高产品质量。
技术研发人员:王洋,王志峰,王国民,王忠义,刘炳申,韩天振,刘兴伟,李新友,陈乃玉,李兴宝,张应宏,丁军,孙慧,滕永鹏,王海龙,张帅,陈青香,随红姣
受保护的技术使用者:北京九天行歌航天科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!