一种凸座零件、凸座零件空间型面加工方法及夹具与流程
本发明属于航空发动机制造领域,特别是异形零件空间型面的加工方法和夹具,具体是五轴联动加工方法和相应的夹具。
背景技术:
1、航空发动机凸座是风扇机匣中的一种安装座类零件,安装座类零件在航空发动机中使用广泛,用途各异。该凸座零件是结构较为复杂的一种,零件底面形状为长方形,底面的上型面与竖直面(圆柱面m和圆柱面n)的夹角为85°,上型面逐渐过渡到圆柱面n,凸座零件结构见图1和图2。
2、一般的安装座类零件型面与竖直面的夹角多为90°,采用三轴联动数控铣削加工技术就能实现零件的数控加工。然而图1和图2所示的凸座零件的上型面与竖直面的夹角为85°且零件上部圆柱面m处的外圆尺寸比圆柱面n处的外圆尺寸大,传统三轴数控铣削无法一次加工成型,导致凸座零件的加工效率低、一致性差,加工质量不稳定。
技术实现思路
1、本发明的旨在提供一种凸座零件、凸座零件空间型面加工方法及夹具,解决该类凸座零件使用三轴数控铣削时无法一次加工成型的技术难题,使数控刀轨连续丝滑不间断,减少跳刀、干涉及撞机风险,探索出一种有效的加工方法和夹具,使凸座零件能够优质、高效、稳定的生产。
2、为了实现上述目的,本发明采用了以下技术方案:
3、一种凸座零件,包括,
4、底座,所述底座包括上型面,上型面为曲面,上型面的外轮廓为矩形;
5、凸起,所述凸起连接在上型面上,且凸起包括同轴的圆柱面m和圆柱面n,圆柱面m的外径大于圆柱面n的外径,圆柱面n介于圆柱面m和上型面之间且与上型面连接,圆柱面m、圆柱面n与上型面的夹角不等于90度;
6、通孔,所述通孔贯穿底座和凸起,且通孔与圆柱面m、圆柱面n同轴。
7、一种凸座零件空间型面加工夹具,包括,
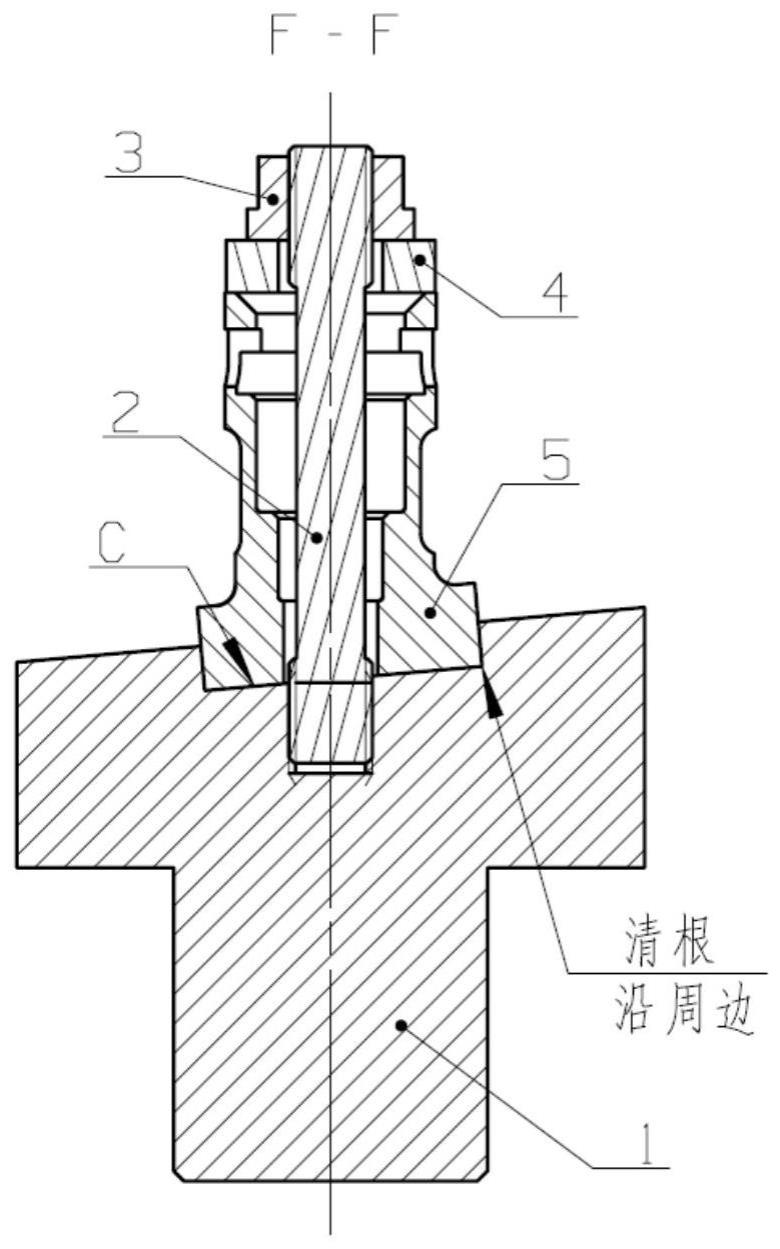
8、芯轴,所述芯轴为回转结构,芯轴的上端面与回转轴线之间形成第一夹角,且第一夹角等于凸座零件的上型面与圆柱面m、圆柱面n的夹角,芯轴的上端面上开有凹槽,凹槽的底面平行于芯轴的上端面,凹槽的底面上开有螺纹孔,螺纹孔的中心轴线与芯轴的回转轴线重合;
9、螺杆,所述螺杆插接在凸座零件的通孔中且下端与芯轴凹槽底面的螺纹孔连接;
10、螺母,所述螺母连接在螺杆的上端且压紧在凸座零件圆柱面m的上端。
11、进一步,所述凹槽的内轮廓形状与上型面的外轮廓形状一致。
12、进一步,所述凹槽的内轮廓尺寸大于上型面的外轮廓尺寸,使得当凸座零件放入凹槽并紧贴凹槽底面时,凸座零件的底座周向表面与凹槽内侧表面之间有间隙。
13、进一步,凸座零件空间型面加工夹具还包括垫片,所述垫片套接在螺杆上且安装在螺母与凸座零件的端面之间。
14、一种凸座零件空间型面加工方法,采用五轴联动加工凸座零件的上型面,且包括:
15、凸座零件装夹步骤,采用前述的加工夹具,将凸座零件的底座插入芯轴的凹槽中,并用螺杆穿过凸座零件的通孔后与凹槽中的螺纹孔连接,再用螺母从螺杆的上端压紧凸座零件;
16、凸座零件建模步骤,建模时采用圆柱体包络底座,将上型面的外轮廓从矩形扩展为圆形;
17、五轴联动编程步骤,采用刀轨连续不间断方式从外向内沿着圆周方向一次进刀,连续切削加工后退刀。
18、作为一种选择,所述五轴联动编程步骤中,创建加工刀具时采用球头铣刀。
19、作为一种选择,所述五轴联动编程步骤中,采用流线驱动并选择两条流曲线。
20、作为一种选择,所述五轴联动编程步骤中,选择投影方式为垂直于驱动体。
21、作为一种选择,所述五轴联动编程步骤中,选择刀轴控制方式为插补矢量。
22、与现有技术相比,本发明具备以下特点:
23、1.根据凸座零件结构分析,最终得到装夹和加工方案,由于凸座零件加工处型面与其它部位存在角向位置关系,所以装夹时要定凸座零件的角向,凸座零件加工部位存在三轴干涉区域,故需要采用五轴联动加工方法;
24、2.根据装夹方案进行了加工夹具的设计,本发明将凸座零件的加工夹具分成两部分设计,一部分为轴类结构,用于凸座零件的支承及角向定位;一部分为压紧结构,用于凸座零件的压紧;
25、3.本发明的使用的设备包括:数控车床、五轴加工中心和钳工台;
26、4.根据设计出的零件草图,加工出相应的零件,并进行装配;
27、5.本发明将装配好的夹具装入五轴加工中心的工作台上,将编制好的数控程序导入机床,进行加工坐标系建立和刀具装夹,然后启动机床进行零件加工,整个操作过程简单流场;
28、6.凸座零件的实际加工效果好,采用本发明设计制造的加工夹具,能有效实现零件的定位、装夹,采用本发明的编程方式能编制出高效、简洁的五轴联动加工程序,实现零件的优质、稳定加工。
29、本发明探索出了一种凸座类零件三维空间型面的加工方法,设计了一种可靠有效、成本适宜的加工夹具,摸索出了一种凸座零件五轴联动空间型面编程方式,加工夹具的成本在2000元/套以下,适合广泛推广和应用。
技术特征:
1.一种凸座零件,其特征在于:包括,
2.一种凸座零件空间型面加工夹具,其特征在于:包括,
3.根据权利要求2所述的一种凸座零件空间型面加工夹具,其特征在于:所述凹槽的内轮廓形状与上型面(6)的外轮廓形状一致。
4.根据权利要求2所述的一种凸座零件空间型面加工夹具,其特征在于:所述凹槽的内轮廓尺寸大于上型面(6)的外轮廓尺寸,使得当凸座零件(5)放入凹槽并紧贴凹槽底面时,凸座零件(5)的底座周向表面与凹槽内侧表面之间有间隙。
5.根据权利要求2所述的一种凸座零件空间型面加工夹具,其特征在于:还包括垫片(4),所述垫片(4)套接在螺杆(2)上且安装在螺母(3)与凸座零件(5)的端面之间。
6.一种凸座零件空间型面加工方法,其特征在于:采用五轴联动加工凸座零件(5)的上型面(6),且包括:
7.根据权利要求6所述的一种凸座零件空间型面加工方法,其特征在于:所述五轴联动编程步骤中,创建加工刀具时采用球头铣刀。
8.根据权利要求6所述的一种凸座零件空间型面加工方法,其特征在于:所述五轴联动编程步骤中,采用流线驱动并选择两条流曲线。
9.根据权利要求6所述的一种凸座零件空间型面加工方法,其特征在于:所述五轴联动编程步骤中,选择投影方式为垂直于驱动体。
10.根据权利要求6所述的一种凸座零件空间型面加工方法,其特征在于:所述五轴联动编程步骤中,选择刀轴控制方式为插补矢量。
技术总结
本发明公开了一种凸座零件、凸座零件空间型面加工方法及夹具,针对凸座零件的结构特点制作了上端面倾斜并带有凹槽的芯轴,通过螺杆和螺母将凸座零件压紧。加工时,采用五轴联动加工方式,建模时,采用圆柱形包络凸座零件待加工的空间型面,编程时刀轨连续不间断,从外向内沿着圆周方向进刀,加工过程仅有一次进刀,连续切削加工后退刀。本发明解决了该类凸座零件使用三轴数控铣削时无法一次加工成型的技术难题,使数控刀轨连续丝滑不间断,减少跳刀、干涉及撞机风险,探索出了一种有效的加工方法和夹具,使凸座零件能够优质、高效、稳定的生产。
技术研发人员:吴东华,吴晗,丁代华,刘佳宁,孟令忠,孙刚,周涛
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!