一种马口铁罐快速成型焊接方法及其焊接设备与流程
本发明涉及马口铁焊接设备,具体为一种马口铁罐快速成型焊接方法及其焊接设备。
背景技术:
1、马口铁罐是一种常见的金属包装容器,由马口铁制成,通常用于食品、饮料、化妆品、化学品等产品的包装,马口铁罐的制造通常涉及以下几个方面的技术:金属材料的加工和成型、焊接技术、印刷技术、内涂涂层技术等。这些技术的发展和应用使得马口铁罐能够具备良好的密封性、耐腐蚀性、装饰性和可回收性。
2、马口铁罐通常通过焊接技术来封口,以确保罐内产品的密封和长期保存,新型的焊接技术和设备被应用于马口铁罐的制造,以提高焊接质量和效率,虽然焊接技术不断发展,但是在马口铁成型的过程仍然较为缓慢,需要对外型进行紧固再进行焊接,使得效率较慢。
技术实现思路
1、(一)解决的技术问题:针对现有技术的不足,本发明提供了一种马口铁罐快速成型焊接方法及其焊接设备,具备成型速度快优点,解决了成型速度慢的问题。
2、(二)技术方案:为实现上述成型速度快目的,本发明提供如下技术方案:一种马口铁罐快速成型焊接设备,其特征在于,包括
3、成型辊组,提供马口铁成型及行进喂入;
4、线圈,该线圈闭合后形成一供所述成型的马口铁进入的缝隙;
5、线圈组,若干线圈排列而成,横截面形成闭合形状,对应的若干缝隙连贯形成适应马口铁成型形状的行进路线,所述行进路线的路径呈现闭合线条形状;
6、其中,成型辊组滚动,马口铁的前端进入行进路线,成型卷曲成行进路线的路径的形状,通电的线圈组以至马口铁的前端和末端形成异性磁极,马口铁的末端和前端相互吸引而自动闭合,马口铁的横截面形成闭合线条。
7、优选的,所述线圈组由若干闭合线圈排列组合而成,围成圆筒状,其横截面为圆形。
8、优选的,所述行进路线的路径的横截面为圆形。
9、优选的,所述线圈一端设有电磁接头,电磁接头可断开连接,以至线圈不闭合形成缺口,线圈组形成缺口通道,以使卷曲成圆筒状的马口铁从缺口通道退出线圈组。
10、优选的,所述线圈之间设有用于运输和承托所述成型马口铁的运输带,所述运输带由若干能够同步运动的柔性带条排列而成、整体呈u型,所述柔性带条间隔的分布在所述线圈之间。
11、优选的,所述线圈非马口铁行进方向的另一侧设有风扇,风扇的指向成型马口铁的中心,所述风扇整体大小小于成型马口铁的直径。
12、优选的,所述线圈上方设有用于接合成型马口铁接缝的焊接轮,焊接轮后设有用于喷涂静电粉末的粉尘喷头。
13、优选的,所述焊接轮焊接过程中处于惰性气体环境下,避免氧化腐蚀。
14、优选的,所述线圈组固定在一适应其形状的焊接基座上。
15、一种在上述结构中使用的马口铁罐快速成型焊接方法,在成型马口铁的周身缠设线圈或线圈组,成型马口铁在通电线圈或线圈组配合下形成电磁效应,使得成型马口铁的拼合处因磁性异性相吸,配合的使用焊接轮对拼合处的缝隙进行焊接。
16、(三)有益效果:与现有技术相比,本发明提供了一种马口铁罐快速成型焊接方法及其焊接设备,具备以下有益效果:
17、1、该马口铁罐快速成型焊接方法及其焊接设备,通过线圈和焊接基座的配合使用,因为线圈为通电状态,当马口铁进入闭合的线圈时,产生电磁效应,马口铁成为电磁铁铁芯,变为电磁铁后,马口铁两端接合处吸合,使得马口铁不因外力而拼合,防止错位和因挤压而产生拼合处接缝不均的情况。
18、2、该马口铁罐快速成型焊接方法及其焊接设备,在马口铁焊接完成时,使用静电粉末喷在焊缝处,此时风扇就完成烘干作用,同时,焊接完成的马口铁需要进入下一环节,线圈上的电磁接头内部含有可改变方向的电磁铁,转换方向,使得两端同性相斥,隔开线圈空隙供成型马口铁快速通过,完成快速焊接的过程。
技术特征:
1.一种马口铁罐快速成型焊接设备,其特征在于,包括
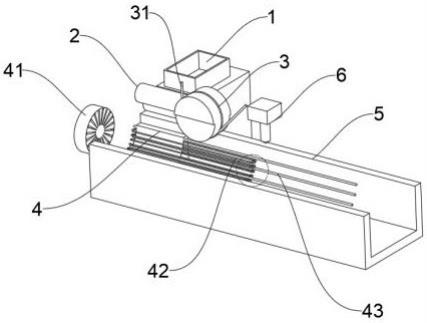
2.根据权利要求1所述的一种马口铁罐快速成型焊接设备,其特征在于:所述线圈组由若干闭合线圈(42)排列组合而成,围成圆筒状,其横截面为圆形。
3.根据权利要求1所述的一种马口铁罐快速成型焊接设备,其特征在于:所述行进路线的路径的横截面为圆形。
4.根据权利要求1所述的一种马口铁罐快速成型焊接设备,其特征在于:所述线圈(42)一端设有电磁接头(421),电磁接头(421)可断开连接,以至线圈(42)不闭合形成缺口,线圈组形成缺口通道,以使卷曲成圆筒状的马口铁从缺口通道退出线圈组。
5.根据权利要求1或权利要求4中所述的一种马口铁罐快速成型焊接设备,其特征在于:所述线圈(42)之间设有用于运输和承托所述成型马口铁的运输带(43),所述运输带(43)由若干能够同步运动的柔性带条排列而成、整体呈u型,所述柔性带条间隔的分布在所述线圈(42)之间。
6.根据权利要求1所述的一种马口铁罐快速成型焊接设备,其特征在于:所述线圈(42)非马口铁行进方向的另一侧设有风扇(41),风扇(41)的指向成型马口铁的中心,所述风扇(41)整体大小小于成型马口铁的直径。
7.根据权利要求1所述的一种马口铁罐快速成型焊接设备,其特征在于:所述线圈(42)上方设有用于接合成型马口铁接缝的焊接轮(3),焊接轮(3)后设有用于喷涂静电粉末的粉尘喷头(6)。
8.根据权利要求7所述的一种马口铁罐快速成型焊接方法及其焊接设备,其特征在于:所述焊接轮(3)焊接过程中处于惰性气体环境下。
9.根据权利要求1所述的一种马口铁罐快速成型焊接设备,其特征在于:
10.一种马口铁罐快速成型焊接方法,其特征在于:在成型马口铁的周身缠设线圈或线圈组,成型马口铁在通电线圈或线圈组配合下形成电磁效应,使得成型马口铁的拼合处因磁性异性相吸,配合的使用焊接轮对拼合处的缝隙进行焊接。
技术总结
本发明涉及焊接设备技术领域,且公开了一种马口铁罐快速成型焊接方法及其焊接设备,在成型马口铁的周身缠设线圈或线圈组,成型马口铁在通电线圈或线圈组配合下形成电磁效应,使得成型马口铁的拼合处因磁性异性相吸,配合的使用焊接轮对拼合处的缝隙进行焊接,马口铁进入线圈后形成电磁效应,使得长条状的马口铁形成磁铁环绕闭合达到快速成型的目的,电磁接头含有可改变方向的电磁铁,需要线圈闭合时,电磁铁吸合,需要线圈断开通过马口铁时,改变电磁铁方向,同性相斥留有一定空隙给马口铁通过。
技术研发人员:邱溪东,邱家森,陈克明
受保护的技术使用者:漳州嘉亿制罐有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!