一种龙门加工中心设备的制作方法
本发明涉及龙门加工,具体提出了一种龙门加工中心设备。
背景技术:
1、龙门加工中心设备是指设备中包含具有双立柱以及横梁构成门型框架结构的一类加工设备的总称,本发明提供的龙门加工中心设备主要针对如图11所示结构的加强圆管立柱进行焊接成型加工,如图11所示的加强圆管立柱主要由圆管立柱主体以及多个加强肋板构成,其中,圆管立柱主体由圆盘状的固定底盘以及焊接在固定底盘上的圆管立柱构成,固定底盘上一般圆周分布有螺栓孔,从而可以直接通过地脚螺栓固定在安装基面上,另外加强肋板一般为偶数个,且均匀围绕分布在圆管立柱周围,加强肋板焊接在圆管立柱外壁以及固定底盘端面上,与传统的只具有圆管立柱主体的立柱相比,通过加强肋板的焊接加固大大提高了立柱的侧向抗拉强度,大大降低了圆管立柱与固定底盘焊接位置断裂的可能性。
2、在对如图11所示的加强圆管立柱进行焊接成型加工时,首先需要完成圆管立柱与固定底盘之间的焊接成型,随后再依次焊接多个加强肋板,在现有加工过程中基本通过人工进行手动焊接,焊接时,尤其是在对多个加强肋板进行焊接的过程中,显然存在如下问题:1、加强肋板为偶数个,且原则上需要在圆周范围内均匀分布,从而形成一一相对互抵的状态,有助于增强加强圆管立柱结构的强度稳定性,但实际焊接时,基本依赖于人工多次重复焊接操作的经验,并通过肉眼大概确定每个加强肋板的分布位置后进行焊接,且需要人工对加强肋板进行摆正对接,因此,焊接成型的人为随机误差较大,继而影响到加强肋板的整体成型质量,另外,在对每个加强肋板进行人工焊接时为简单重复操作,较为枯燥。
3、2、为了提高加强肋板与圆管立柱主体焊接接触位置的焊接强度,通常在焊接过程中需要将加强肋板与圆管立柱主体之间进行贴紧,而实际操作过程中,人工施力贴紧较为费力且操作不便,因此在人工焊接过程中更多情况下并不能保证加强肋板贴紧的可靠性。
技术实现思路
1、为了解决上述问题,本发明提供了一种龙门加工中心设备,用于解决上述背景技术中提到的问题。
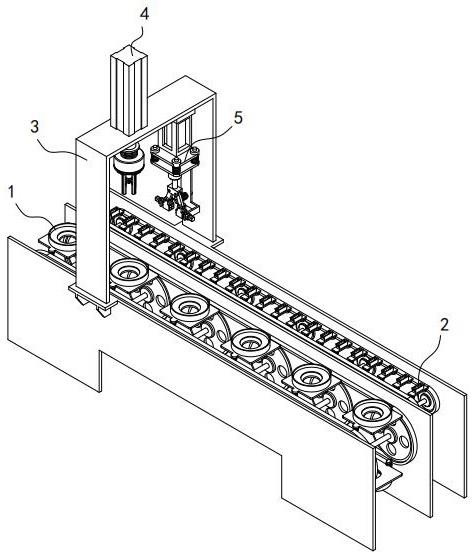
2、为了实现上述目的,本发明采用以下技术方案来实现:一种龙门加工中心设备,包括用于圆管立柱主体间歇输送的立柱主体输送机以及与所述立柱主体输送机并列设置的用于加强肋板间歇输送的肋板输送机,横跨所述立柱主体输送机以及所述肋板输送机设置有龙门机架;所述立柱主体输送机的输送路径上均匀分布装配有多个用于圆管立柱主体竖直限位放置的限位托盘,所述肋板输送机的输送路径上均匀分布装配有多个用于加强肋板竖直限位放置的限位槽;所述龙门机架上装配有定位拨转机构和抓取对接机构;所述定位拨转机构位于其中一个间歇暂停输送的限位托盘的正上方。
3、所述定位拨转机构包括竖直升降设置的旋转部件,所述旋转部件的旋转端位于其下端且旋转中心轴呈竖直设置,所述旋转部件的旋转端装配有内撑组件,所述内撑组件包括用于内撑夹紧圆管立柱主体中圆管立柱内壁的内撑部分以及用于下压压紧圆管立柱顶端的下压部分;所述抓取对接机构包括装配在所述龙门机架上的横移组件,所述横移组件的移动端在所述立柱主体输送机与所述肋板输送机之间相对移动,所述横移组件的移动端竖直装配有升降气缸,所述升降气缸的输出端水平固定有升降板,所述升降板底端竖直弹性安装有承载架,所述承载架上装配有用于肋板两侧夹紧的抓取执行组件以及用于侧向夹紧肋板的斜靠组件,且斜靠组件分布在所述抓取执行组件的两个侧夹端之间。
4、优选的,所述承载架包括竖直弹性连接在所述升降板底端的水平板以及固定在所述水平板底端的竖直板;所述抓取执行组件固定在所述水平板的底端,所述斜靠组件装配在所述竖直板上。
5、优选的,所述竖直板上面向所述定位拨转机构的一侧设置有两个l型翼板,两个所述l型翼板在位于所述立柱主体输送机的输送方向上相对设置;所述抓取执行组件包括竖直固定在所述水平板底端的驱动气缸、两个拉动连杆以及两个一一对应水平相对设置在两个所述l型翼板上的侧夹件;所述侧夹件包括立方体状的基础块,所述基础块上面向另一所述侧夹件的端面活动镶嵌有多个夹紧滚珠,所述基础块背向另一侧夹件的端面上固定有与所述l型翼板水平滑动配合的方形导杆;两个所述拉动连杆的一端均铰接在所述驱动连杆的输出端,且两个所述拉动连杆的另一端一一对应铰接在两个所述侧夹件的基础块上。
6、优选的,所述斜靠组件包括位于所述竖直板面向所述定位拨转机构一侧的斜靠夹块,所述斜靠夹块具有用于与加强肋板斜边贴靠的斜面,所述斜靠夹块上固定有水平滑动安装在所述竖直板上的花键导杆,所述花键导杆上套设有侧夹弹簧,所述侧夹弹簧两端分别固定在所述竖直板以及所述斜靠夹块上。
7、优选的,所述定位拨转机构还包括竖直固定在所述龙门机架顶端的下压气缸,所述下压气缸的输出杆端竖直滑动配合安装有花键导柱,所述花键导柱的底端固定在所述旋转部件的顶端,所述花键导柱上套设有压缩弹簧,所述压缩弹簧两端分别固定在所述下压气缸的输出杆端以及所述旋转部件的顶端。
8、优选的,所述内撑组件包括固定在所述旋转部件旋转端的多翼滑轨,所述多翼滑轨上围绕所述旋转部件中心轴圆周均匀分布设置有多个滑轨,每个所述滑轨上均对应滑动设置有内撑杆,所述旋转部件的旋转端中心固定有用于同步驱动多个内撑杆对圆管立柱内壁实施夹紧的内撑驱动组件;所述内撑杆上设置有与所述滑轨滑动配合的滑动脚,所述滑动脚上一体成型设置有用于压紧圆管立柱顶端的压板。
9、优选的,所述限位托盘包括用于固定的底板,所述底板上固定有限位圆环,所述限位圆环内通过轴承转动安装有承托环。
10、优选的,所述限位槽包括用于固定的固定板以及设置在所述固定板上的方槽,所述方槽的一侧开口端固定在所述固定板上,所述方槽的另一端做扩口加工处理。
11、上述技术方案具有如下优点或者有益效果:本发明提供了一种龙门加工中心设备,本发明提供的一种龙门加工中心设备可配合焊接机械臂使用,并可代替人工完成对加强圆管立柱的自动焊接操作,通过设置的立柱主体输送机以及肋板输送机可分别对待焊接的圆管立柱主体以及加强肋板进行间歇对位输送,通过设置的定位拨转机构可对圆管立柱进行自动中心轴定位以及焊接拨转换位,通过设置的抓取对接机构可自动完成加强肋板与圆管立柱主体之间的对接输送以及焊接夹紧操作,解决了人工焊接过程中需要人工摆正加强肋板、人为操作误差大以及人工焊接夹紧费力且不可靠的问题,大大提高了焊接加工效率以及加强圆管立柱焊接质量的稳定性和可靠性。
技术特征:
1.一种龙门加工中心设备,其特征在于:包括用于圆管立柱主体(61)间歇输送的立柱主体输送机(1)以及与所述立柱主体输送机(1)并列设置的用于加强肋板(62)间歇输送的肋板输送机(2),横跨所述立柱主体输送机(1)以及所述肋板输送机(2)设置有龙门机架(3);所述立柱主体输送机(1)的输送路径上均匀分布装配有多个用于圆管立柱主体(61)竖直限位放置的限位托盘(11),所述肋板输送机(2)的输送路径上均匀分布装配有多个用于加强肋板(62)竖直限位放置的限位槽(21);所述龙门机架(3)上装配有定位拨转机构(4)和抓取对接机构(5);所述定位拨转机构(4)位于其中一个间歇暂停输送的限位托盘(11)的正上方;
2.根据权利要求1所述的一种龙门加工中心设备,其特征在于:所述承载架(54)包括竖直弹性连接在所述升降板(53)底端的水平板(541)以及固定在所述水平板(541)底端的竖直板(542);所述抓取执行组件(55)固定在所述水平板(541)的底端,所述斜靠组件(56)装配在所述竖直板(542)上。
3.根据权利要求2所述的一种龙门加工中心设备,其特征在于:所述竖直板(542)上面向所述定位拨转机构(4)的一侧设置有两个l型翼板(543),两个所述l型翼板(543)在位于所述立柱主体输送机(1)的输送方向上相对设置;所述抓取执行组件(55)包括竖直固定在所述水平板(541)底端的驱动气缸(551)、两个拉动连杆(553)以及两个一一对应水平相对设置在两个所述l型翼板(543)上的侧夹件(552);所述侧夹件(552)包括立方体状的基础块(5521),所述基础块(5521)上面向另一所述侧夹件(552)的端面活动镶嵌有多个夹紧滚珠(5523),所述基础块(5521)背向另一所述侧夹件(552)的端面上固定有与所述l型翼板(543)水平滑动配合的方形导杆(5522);两个所述拉动连杆(553)的一端均铰接在所述驱动气缸(551)的输出端,且两个所述拉动连杆(553)的另一端一一对应铰接在两个所述侧夹件(552)的基础块(5521)上。
4.根据权利要求2所述的一种龙门加工中心设备,其特征在于:所述斜靠组件(56)包括位于所述竖直板(542)面向所述定位拨转机构(4)一侧的斜靠夹块(561),所述斜靠夹块(561)具有用于与加强肋板(62)斜边贴靠的斜面,所述斜靠夹块(561)上固定有水平滑动安装在所述竖直板(542)上的花键导杆(562),所述花键导杆(562)上套设有侧夹弹簧(563),所述侧夹弹簧(563)两端分别固定在所述竖直板(542)以及所述斜靠夹块(561)上。
5.根据权利要求1所述的一种龙门加工中心设备,其特征在于:所述定位拨转机构(4)还包括竖直固定在所述龙门机架(3)顶端的下压气缸(41),所述下压气缸(41)的输出杆端竖直滑动配合安装有花键导柱(42),所述花键导柱(42)的底端固定在所述旋转部件(44)的顶端,所述花键导柱(42)上套设有压缩弹簧(43),所述压缩弹簧(43)两端分别固定在所述下压气缸(41)的输出杆端以及所述旋转部件(44)的顶端。
6.根据权利要求5所述的一种龙门加工中心设备,其特征在于:所述内撑组件(45)包括固定在所述旋转部件(44)旋转端的多翼滑轨(451),所述多翼滑轨(451)上围绕所述旋转部件(44)中心轴圆周均匀分布设置有多个滑轨(4511),每个所述滑轨(4511)上均对应滑动设置有内撑杆(452),所述旋转部件(44)的旋转端中心固定有用于同步驱动多个内撑杆(452)对圆管立柱(612)内壁实施夹紧的内撑驱动组件(453);所述内撑杆(452)上设置有与所述滑轨(4511)滑动配合的滑动脚(4521),所述滑动脚(4521)上一体成型设置有用于压紧圆管立柱(612)顶端的压板(4522)。
7.根据权利要求6所述的一种龙门加工中心设备,其特征在于:所述限位托盘(11)包括用于固定的底板(111),所述底板(111)上固定有限位圆环(112),所述限位圆环(112)内通过轴承转动安装有承托环(113)。
8.根据权利要求1所述的一种龙门加工中心设备,其特征在于:所述限位槽(21)包括用于固定的固定板(211)以及设置在所述固定板(211)上的方槽(212),所述方槽(212)的一侧开口端固定在所述固定板(211)上,所述方槽(212)的另一端做扩口加工处理。
技术总结
本发明涉及龙门加工技术领域,具体提出了一种龙门加工中心设备;包括用于圆管立柱主体间歇输送的立柱主体输送机以及与所述立柱主体输送机并列设置的用于加强肋板间歇输送的肋板输送机,横跨所述立柱主体输送机以及所述肋板输送机设置有龙门机架;所述龙门机架上装配有定位拨转机构和抓取对接机构;本发明提供的一种龙门加工中心设备可配合焊接机械臂使用,并可代替人工完成对加强圆管立柱的自动焊接操作,解决了人工焊接过程中需要人工摆正加强肋板、人为操作误差大以及人工焊接夹紧费力且不可靠的问题,大大提高了焊接加工效率以及加强圆管立柱焊接质量的稳定性和可靠性。
技术研发人员:柳向阳,薛兴龙,张耀广,吕星
受保护的技术使用者:济南领雕数控设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!