模具双向加速且无回程工序的圆弧钣金件冲压系统与工艺的制作方法
本发明属于冲压设备领域。
背景技术:
1、半圆弧状卡箍片是一种常用的冲压件,其组合结构如图1所示,在电力、风力发电、管道固定、线路固定等各种领域中有广泛应用,其通用性强,需要大批量的生产,因此对其冲压的生产节拍和生产效率要求较高。
2、冲压这种半圆卡箍片的具体工艺中,活动模将料片高速冲压到固定模上并成型后,为了下一次的活动模的冲压工序有一定的加速距离,活动模需要退回到初始位置,等待下一步冲压,该过程称为回程工序,回程工序一般是要慢于冲压工序的,且回程工序不参与冲压过程,但在每一个冲压周期中会占用至少一半的时间,从而降低了冲压件的生产节拍。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本发明提供一种模具双向加速且无回程工序的圆弧钣金件冲压系统与工艺,没有回程工序,提高生产节拍。
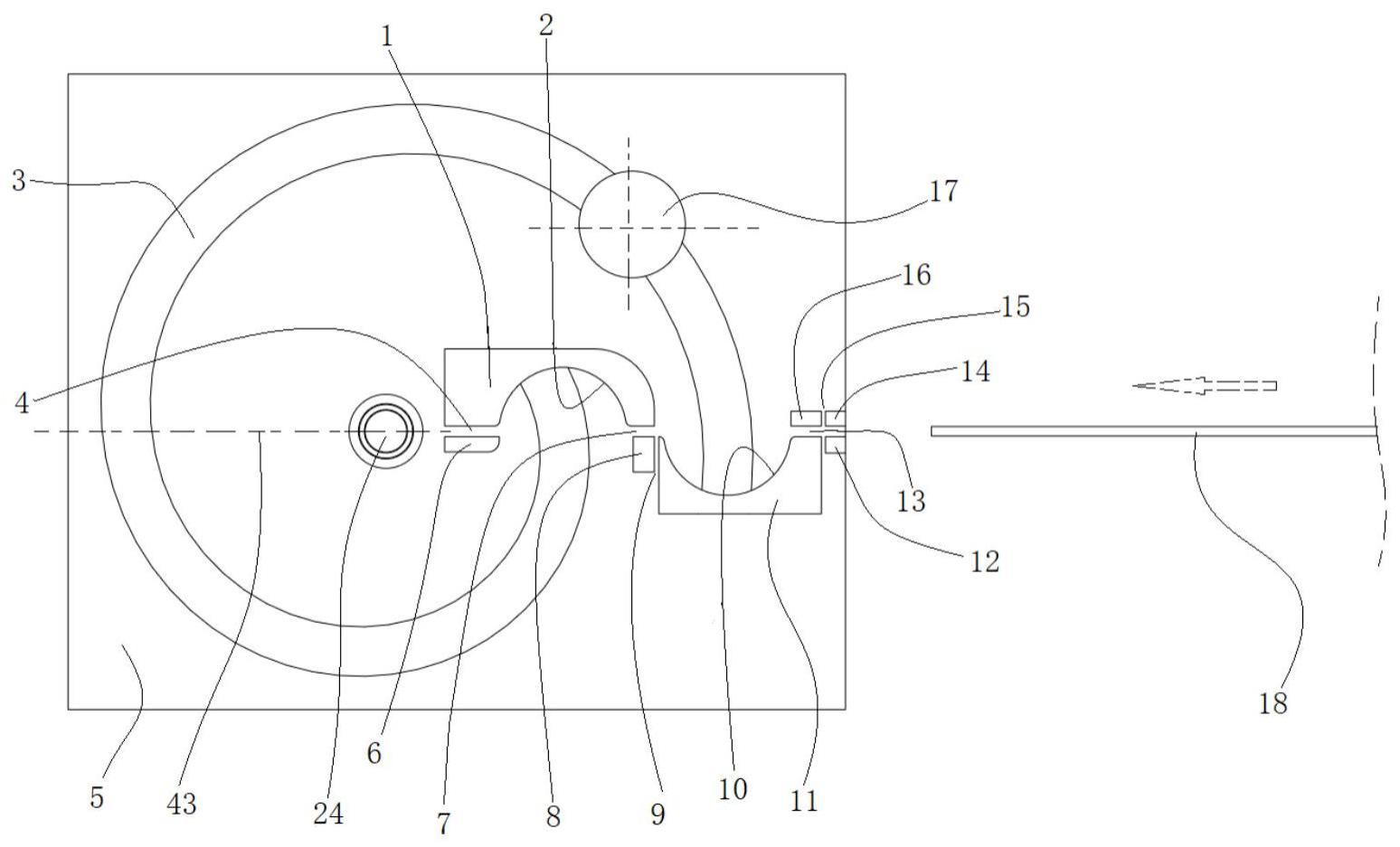
2、技术方案:为实现上述目的,本发明的模具双向加速且无回程工序的圆弧钣金件冲压系统,其特征在于:包括冲压平台,冲压平台上镂空有螺线双向加速槽,螺线双向加速槽的顺时针端的上侧固定安装有a固定模,螺线双向加速槽的逆时针端的上侧固定安装有b固定模;冲压平台上设置有活动模,活动模能沿螺线双向加速槽的顺时针路径方向加速,活动模还能沿螺线双向加速槽的逆时针路径方向加速。
3、进一步的,螺线双向加速槽的路径是等速螺线路径。
4、进一步的,活动模是轴线与冲压平台垂直的柱形体,a固定模的一侧设置有a圆弧凹口,b固定模的一侧设置有b圆弧凹口,a圆弧凹口的开口方向与b圆弧凹口的开口方向相反。
5、进一步的,活动模沿顺时针路径方向加速到螺线双向加速槽顺时针端时,活动模与a圆弧凹口同轴心,且活动模外壁与a圆弧凹口内壁之间形成圆弧状成型间隙;
6、活动模沿逆时针路径方向加速到螺线双向加速槽逆时针端时,活动模与b圆弧凹口同轴心,且活动模外壁与b圆弧凹口内壁之间形成圆弧状成型间隙。
7、进一步的,螺线双向加速槽的等速螺线中心处转动设置有转轴,存在一条水平延伸线,水平延伸线同时与转轴、a圆弧凹口和b圆弧凹口的轴线垂直相交。
8、进一步的,冲压平台在靠近a圆弧凹口逆时针端的一侧设置有第一矩形固定桩,第一矩形固定桩与a固定模之间形成第一板料穿过通道,;
9、冲压平台在靠近a圆弧凹口逆时针端的一侧设置有第一矩形固定桩,第一矩形固定桩与a固定模之间形成第一板料穿过通道;
10、冲压平台在靠近b圆弧凹口顺时针端的一侧设置有第二矩形固定桩,第二矩形固定桩与b固定模之间形成第二板料穿过通道;
11、冲压平台在靠近b圆弧凹口逆时针端的一侧设置有第三矩形固定桩,第三矩形固定桩与b固定模之间形成第三板料穿过通道;
12、水平延伸线同时穿过第一板料穿过通道、第二板料穿过通道和第三板料穿过通道;
13、还包括沿水平延伸线延伸的待冲压的直线板料,直线送料装置能将直线板料沿长度方向传送,并以依次穿过第一板料穿过通道、第二板料穿过通道和第三板料穿过通道。
14、进一步的,第二矩形固定桩与a固定模之间形成第一切入缝隙,切割刀具能从第一切入缝隙切入。
15、进一步的,第一板料穿过通道的两侧分别设置有a入料桩和b入料桩;a入料桩和b入料桩靠近a固定模的一侧形成第二切入缝隙,切割刀具能从第二切入缝隙切入。
16、进一步的,模具双向加速且无回程工序的圆弧钣金件冲压系统的冲压工艺:
17、步骤一,活动模沿螺线双向加速槽逆时针路径方向加速运动;
18、步骤二,“步骤一”运行的同时,直线送料装置将直线板料沿长度方向向左传送,并以依次穿过第一板料穿过通道、第二板料穿过通道和第三板料穿过通道后暂停传送;
19、步骤三,第一片圆弧状料片成型;
20、步骤四,将余下的直线板料切断;
21、步骤五,将得到的第一片半圆卡箍片取出;
22、步骤六,直线板料向左传送,直至直线板料末端重新穿过第二板料穿过通道适当长度;与此同时,活动模以b圆弧凹口处为加速起点,沿顺时针路径方向沿螺线双向加速槽的顺时针路径加速;
23、步骤七,第二片圆弧状料片成型;
24、步骤八,将余下的直线板料切断,得到第二片半圆卡箍片。
25、有益效果:本发明的不断的循环“步骤一”至“步骤八”即可连续且循环的冲压出多个半圆卡箍片,在上述循环周期中,任意相邻两片半圆卡箍片的成型间隔中,没有回程动作,且活动模无论是逆时针运动还是顺时针运动,都处于加速蓄发动能的状态,没有无效的回程运动,使冲压生产节拍大幅提高,与此同时,本方案的核心好处之一在于采用刚好一整圈等速螺线路径的螺线双向加速槽的独特结构实现a固定模和b固定模共用一片直线板料的效果。
技术特征:
1.模具双向加速且无回程工序的圆弧钣金件冲压系统,其特征在于:包括冲压平台(5),所述冲压平台(5)上镂空有螺线双向加速槽(3),所述螺线双向加速槽(3)的顺时针端的上侧固定安装有a固定模(11),所述螺线双向加速槽(3)的逆时针端的上侧固定安装有b固定模(1);所述冲压平台(5)上设置有活动模(17),所述活动模(17)能沿螺线双向加速槽(3)的顺时针路径方向加速,所述活动模(17)还能沿螺线双向加速槽(3)的逆时针路径方向加速。
2.根据权利要求1所述的模具双向加速且无回程工序的圆弧钣金件冲压系统,其特征在于:所述螺线双向加速槽(3)的路径是等速螺线路径。
3.根据权利要求2所述的模具双向加速且无回程工序的圆弧钣金件冲压系统,其特征在于:所述活动模(17)是轴线与冲压平台(5)垂直的柱形体,所述a固定模(11)的一侧设置有a圆弧凹口(10),所述b固定模(1)的一侧设置有b圆弧凹口(2),所述a圆弧凹口(10)的开口方向与b圆弧凹口(2)的开口方向相反。
4.根据权利要求3所述的模具双向加速且无回程工序的圆弧钣金件冲压系统,其特征在于:所述活动模(17)沿顺时针路径方向加速到螺线双向加速槽(3)顺时针端时,所述活动模(17)与a圆弧凹口(10)同轴心,且活动模(17)外壁与a圆弧凹口(10)内壁之间形成圆弧状成型间隙;
5.根据权利要求4所述的模具双向加速且无回程工序的圆弧钣金件冲压系统,其特征在于:所述螺线双向加速槽(3)的等速螺线中心处转动设置有转轴(24),存在一条水平延伸线(43),所述水平延伸线(43)同时与转轴(24)、a圆弧凹口(10)和b圆弧凹口(2)的轴线垂直相交。
6.根据权利要求5所述的模具双向加速且无回程工序的圆弧钣金件冲压系统,其特征在于:冲压平台(5)在靠近a圆弧凹口(10)逆时针端的一侧设置有第一矩形固定桩(16),第一矩形固定桩(16)与a固定模(11)之间形成第一板料穿过通道(13),所述;
7.根据权利要求6所述的模具双向加速且无回程工序的圆弧钣金件冲压系统,其特征在于:所述第二矩形固定桩(8)与a固定模(11)之间形成第一切入缝隙(9),切割刀具能从第一切入缝隙(9)切入。
8.根据权利要求7所述的模具双向加速且无回程工序的圆弧钣金件冲压系统,其特征在于:所述第一板料穿过通道(13)的两侧分别设置有a入料桩(14)和b入料桩(12);a入料桩(14)和b入料桩(12)靠近a固定模(11)的一侧形成第二切入缝隙(15),切割刀具能从第二切入缝隙(15)切入。
9.根据权利要求8所述的模具双向加速且无回程工序的圆弧钣金件冲压系统的冲压工艺,其特征在于:
技术总结
本发明公开了一种模具双向加速且无回程工序的圆弧钣金件冲压系统,包括冲压平台,冲压平台上镂空有螺线双向加速槽,螺线双向加速槽的顺时针端的上侧固定安装有a固定模,螺线双向加速槽的逆时针端的上侧固定安装有b固定模;冲压平台上设置有活动模,活动模能沿螺线双向加速槽的顺时针路径方向加速,活动模还能沿螺线双向加速槽的逆时针路径方向加速;活动模无论是逆时针运动还是顺时针运动,都处于加速蓄发动能的状态,没有无效的回程运动,使冲压生产节拍大幅提高;采用刚好一整圈等速螺线路径的螺线双向加速槽的独特结构实现a固定模和b固定模共用一片直线板料的效果。
技术研发人员:孙本静,闫淑辉,倪万磊,蔡晓凤
受保护的技术使用者:无锡威科机电制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!