一种汽车减震器支架自动化冲压加工设备的制作方法
本发明涉及汽车减震器冲孔加工,尤其涉及一种汽车减震器支架自动化冲压加工设备。
背景技术:
1、汽车减震器支架是汽车减震器的重要组成部分,主要用于连接减震器和车身底盘。以下是常见的汽车减震器支架零件:顶胶壳支架、上支架、下支架、弹簧座、支撑臂、悬挂臂、吊臂、链杆。
2、本文将对顶胶壳支架进行冲压加工;常见的冲压加工设备,是先将顶胶壳支架放置固定进行冲模,然后取出冲好的模型,再放置另外一台加工设备上固定进行冲孔,在两次对于工件的加工操作过程中,两次都需要所加工的顶胶壳支架进行限位固定,若是成型后的顶胶壳支架在冲孔时,因固定的位置不精确或者偏位的情况,则会造成所冲成的孔位也是错误的,进而在冲孔时极有可能因定位不精准导致冲的孔有偏差;因此,需对上述问题进行改善处理。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种汽车减震器支架自动化冲压加工设备。
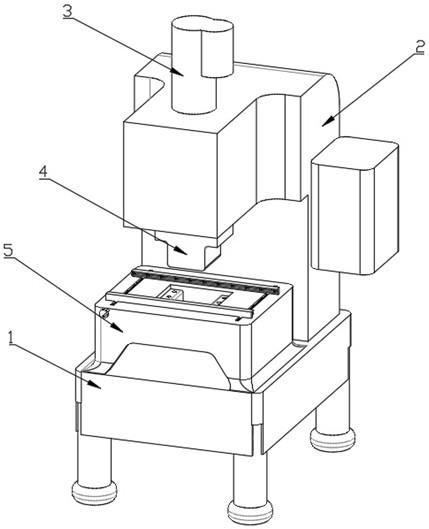
2、为了实现上述目的,本发明采用了如下技术方案:一种汽车减震器支架自动化冲压加工设备,包括工作台,所述工作台顶面后端固接有倒l形板,所述倒l形板的顶面前端安装有气泵,且倒l形板内顶面竖向开设有导向槽,所述导向槽内部竖向活动设有冲压模块,且冲压模块的顶部与大气泵伸缩端底部固接,所述工作台的顶面固接有固定台,所述固定台顶面中部凹陷有与冲压模块相配合的工件槽,所述固定台顶面设有固定组件;所述冲压模块上部内开设有安装腔,所述安装腔内部设有用于成型板件开孔的冲孔机构。
3、优选地,所述冲孔机构包括竖向安装在安装腔内顶面的液压缸和水平活动设于安装腔上部内的冲压板,所述液压缸伸缩端底部与冲压板的顶面固接,所述冲压板底面两侧和中部均等距固接有多根固接冲头杆,所述安装腔的内底面上配合冲头杆开设有导向孔。
4、优选地,所述固定组件包括横向设于固定台顶面前后端的固定条、开设在固定台顶面两侧的滑槽和活动设于滑动内部前后端的移动块,所述固定条与移动块的顶面固接;其中一个滑槽内部纵向转动设有双向螺杆,且此滑槽内的两个移动块上均配合开设有螺纹孔。
5、优选地,所述双向螺杆的前端活动贯穿出固定台的前端面外,并固接有手轮;另一个所述滑槽内部纵向转动设有导向杆,所述导向杆活动贯穿移动块。
6、优选地,所述固定条为倒l型板状结构,所述固定条内顶面下方水平活动设有下压板,所述固定条与下压板之间等距固接有多个弹簧,所述下压板的底面等距滚动嵌设有多个用于板件助滑的钢珠。
7、优选地,所述固定台前端面下部开设有排渣槽口。
8、优选地,所述工件槽的内底面上配合冲头杆开设有多个落渣孔。
9、与现有技术相比,本发明的有益效果是:在本发明中,通过大气泵连接的冲压模块对顶胶壳支架进行冲模,然后液压缸连接的冲头杆对顶胶壳支架进行冲孔,便于提高对顶胶壳支架的加工在成型槽内实现成型和开孔同步加工便捷性,能够一次性对顶胶壳支架冲压成型和冲孔操作;通过固定条与双向丝杠的设置,能够对冲压的金属板进行快速且稳定的定位操作,并且能够降低对于金属板在抵压后的摩擦力,便于使金属板的板体在下凹时能够快速抽动下折,进而能够根据不同待加工金属板的宽度对其进行限位固定,并能够使待加工的金属板的中轴线与成型槽的中轴线位置相同;大幅提高对于顶胶壳进行加工的高效性和产品质量。
技术特征:
1.一种汽车减震器支架自动化冲压加工设备,包括工作台(1),其特征在于:所述工作台(1)顶面后端固接有倒l形板(2),所述倒l形板(2)的顶面前端安装有气泵(3),且倒l形板(2)内顶面竖向开设有导向槽,所述导向槽内部竖向活动设有冲压模块(4),且冲压模块(4)的顶部与大气泵(3)伸缩端底部固接,所述工作台(1)的顶面固接有固定台(5),所述固定台(5)顶面中部凹陷有与冲压模块(4)相配合的工件槽,所述固定台(5)顶面设有固定组件;所述冲压模块(4)上部内开设有安装腔,所述安装腔内部设有用于成型板件开孔的冲孔机构。
2.根据权利要求1所述的一种汽车减震器支架自动化冲压加工设备,其特征在于:所述冲孔机构包括竖向安装在安装腔内顶面的液压缸(7)和水平活动设于安装腔上部内的冲压板(8),所述液压缸(7)伸缩端底部与冲压板(8)的顶面固接,所述冲压板(8)底面两侧和中部均等距固接有多根固接冲头杆(9),所述安装腔的内底面上配合冲头杆(9)开设有导向孔。
3.根据权利要求1所述的一种汽车减震器支架自动化冲压加工设备,其特征在于:所述固定组件包括横向设于固定台(5)顶面前后端的固定条(6)、开设在固定台(5)顶面两侧的滑槽和活动设于滑动内部前后端的移动块,所述固定条(6)与移动块的顶面固接;其中一个滑槽内部纵向转动设有双向螺杆(13),且此滑槽内的两个移动块上均配合开设有螺纹孔。
4.根据权利要求3所述的一种汽车减震器支架自动化冲压加工设备,其特征在于:所述双向螺杆(13)的前端活动贯穿出固定台(5)的前端面外,并固接有手轮;另一个所述滑槽内部纵向转动设有导向杆,所述导向杆活动贯穿移动块。
5.根据权利要求3所述的一种汽车减震器支架自动化冲压加工设备,其特征在于:所述固定条(6)为倒l型板状结构,所述固定条(6)内顶面下方水平活动设有下压板(11),所述固定条(6)与下压板(11)之间等距固接有多个弹簧(10),所述下压板(11)的底面等距滚动嵌设有多个用于板件助滑的钢珠(12)。
6.根据权利要求5所述的一种汽车减震器支架自动化冲压加工设备,其特征在于:所述固定台(5)前端面下部开设有排渣槽口。
7.根据权利要求5所述的一种汽车减震器支架自动化冲压加工设备,其特征在于:所述工件槽的内底面上配合冲头杆(9)开设有多个落渣孔。
技术总结
本发明公开了一种汽车减震器支架自动化冲压加工设备,涉及汽车减震器冲孔加工技术领域,包括工作台,工作台顶面后端固接有倒L形板,倒L形板的顶面前端安装有气泵,且倒L形板内顶面竖向开设有导向槽,导向槽内部竖向活动设有冲压模块,且与大气泵伸缩端底部固接,冲压模块下端设有与工作台固接的固定台,固定台顶面设有与冲压模块相配合的工件槽。在本发明中,通过大气泵连接的冲压模块对顶胶壳支架进行冲模,然后液压缸连接的冲头杆对顶胶壳支架进行冲孔,一次性对顶胶壳支架冲模和冲孔;通过固定条对顶胶壳支架的位置进行固定,调节顶胶壳支架的位置,便于一块顶胶壳支架能冲出多个零件出来。
技术研发人员:李菲,符玉清
受保护的技术使用者:西安鸣啼电子科技有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!