一种挤压丝锥的制作方法
本发明涉及丝锥,具体涉及一种挤压丝锥。
背景技术:
1、挤压丝锥是一种利用金属塑性变形原理加工内螺纹的丝锥,具有加工性能好的优点,广泛用于内螺纹加工领域。
2、在攻丝过程中,相关挤压丝锥和待加工件紧密贴合,易导致两者的接触面积较大,从而导致两者的摩擦范围较大,进而易导致挤压丝锥受到磨损,同时,还易导致挤压丝锥的冷却润滑性能较差,从而导致废屑粘结在挤压丝锥上,进而导致攻丝顺畅性差。
技术实现思路
1、针对上述技术问题,本发明提供了一种挤压丝锥,它不仅具有较小的摩擦范围,而且冷却润滑性能好。
2、为解决上述问题,本发明提供的技术方案为:
3、一种挤压丝锥,包括:
4、丝锥本体;
5、连接于所述丝锥本体的一端的柄部;
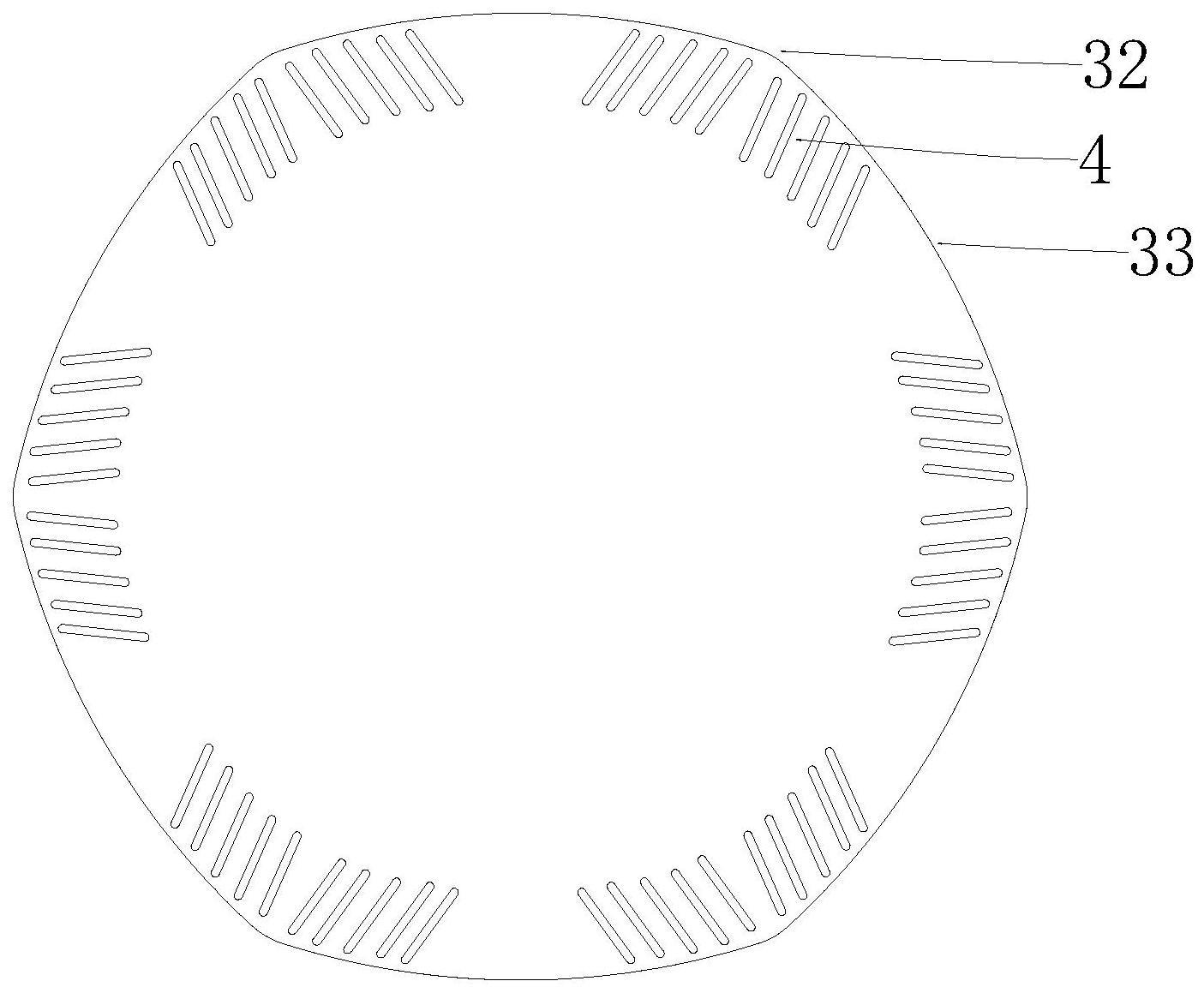
6、挤压刃,所述挤压刃包括若干锥牙单元,所述锥牙单元包括若干互相交错设置的棱脊和棱背,若干所述棱脊和所述棱背均连接于所述丝锥本体的另一端,所述棱脊的两侧均设有微织构。
7、可选的,分别位于所述棱脊的两侧的所述微织构均关于所述棱脊呈轴对称设置。
8、可选的,位于所述棱脊的同侧的相邻所述微织构之间的间距相等。
9、可选的,所述微织构为微沟槽或微凹坑。
10、可选的,当所述微织构为微沟槽时,所述微沟槽的宽度范围为90-110μm,所述微沟槽的深度范围为90-110μm。
11、可选的,当所述微织构为微凹坑时,所述微凹坑的直径范围为90-110μm,所述微凹坑的深度范围为15-25μm。
12、可选的,一部分若干所述锥牙单元被配置为挤压锥,另一部分若干所述锥牙单元被配置为校准锥,所述校准锥位于所述挤压锥和所述丝锥本体之间。
13、可选的,沿所述校准锥至所述丝锥本体方向,所述挤压锥的若干锥牙单元的尺寸逐渐增大。
14、可选的,还包括设于所述挤压刃上的若干油槽,若干所述油槽沿所述挤压刃的周向均布。
15、可选的,所述挤压刃上设有涂层。
16、采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:微织构用于减小棱脊和待加工件的接触面积,从而减小棱脊和待加工件的摩擦范围,进而减小棱脊的磨损,相当于减小该挤压丝锥的磨损,同时,微织构还用于容纳冷却液,便于增加棱脊的冷却润滑性能,从而防止废屑粘结在棱脊上,进而保证该挤压丝锥的攻丝顺畅性好。
技术特征:
1.一种挤压丝锥,其特征在于,包括:
2.根据权利要求1所述的一种挤压丝锥,其特征在于,分别位于所述棱脊的两侧的所述微织构均关于所述棱脊呈轴对称设置。
3.根据权利要求1所述的一种挤压丝锥,其特征在于,位于所述棱脊的同侧的相邻所述微织构之间的间距相等。
4.根据权利要求1-3任一项所述的一种挤压丝锥,其特征在于,所述微织构为微沟槽或微凹坑。
5.根据权利要求4所述的一种挤压丝锥,其特征在于,当所述微织构为微沟槽时,所述微沟槽的宽度范围为90-110μm,所述微沟槽的深度范围为90-110μm。
6.根据权利要求4所述的一种挤压丝锥,其特征在于,当所述微织构为微凹坑时,所述微凹坑的直径范围为90-110μm,所述微凹坑的深度范围为15-25μm。
7.根据权利要求1-3任一项所述的一种挤压丝锥,其特征在于,一部分若干所述锥牙单元被配置为挤压锥,另一部分若干所述锥牙单元被配置为校准锥,所述校准锥位于所述挤压锥和所述丝锥本体之间。
8.根据权利要求7所述的一种挤压丝锥,其特征在于,沿所述校准锥至所述丝锥本体方向,所述挤压锥的若干锥牙单元的尺寸逐渐增大。
9.根据权利要求1-3任一项所述的一种挤压丝锥,其特征在于,还包括设于所述挤压刃上的若干油槽,若干所述油槽沿所述挤压刃的周向均布。
10.根据权利要求1-3任一项所述的一种挤压丝锥,其特征在于,所述挤压刃上设有涂层。
技术总结
本发明公开了一种挤压丝锥,涉及丝锥技术领域,包括:丝锥本体;连接于丝锥本体的一端的柄部;挤压刃,挤压刃包括若干锥牙单元,锥牙单元包括若干互相交错设置的棱脊和棱背,若干棱脊和棱背均连接于丝锥本体的另一端,棱脊的两侧均设有微织构。本发明的技术效果在于它不仅具有较小的摩擦范围,而且冷却润滑性能好。
技术研发人员:姚红飞,徐军,姜峰,杜飞龙,步高华,张涛,陆朗杰,季能,杨雪丁,徐泽元,翁勤磊,戴超
受保护的技术使用者:浙江欣兴工具股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!