一种薄壁整流器的机械加工变形控制方法及加工装置
本发明涉及一种薄壁整流器的机械加工变形控制方法及加工装置,属于航空配件加工。
背景技术:
1、整流器属于航空发动机高压压气机静子的重要零件,由于整流器1零件薄,最薄地方仅2.48mm,刚性差,且整流器由薄壁环件11及叶片12组成,如图5所示,在加工过程中振刀严重。
2、为了解决薄壁环件刚性不足加工时振刀的问题,现有技术如中国专利公开号为cn114055688a的一种增强隔热筒加工刚性的灌蜡装置,公开技术为:对隔热筒的内锥面、刚性环的外周面与底座共同围成容置腔进行灌蜡,冷却后凝固成型,即完成增强隔热筒加工刚性;虽然,灌蜡凝固在薄壁环件径内能增强刚性,在加工轴向端面时不会发生共振出现振刀,但是,在加工薄壁环件的径向外周面时,由于顶部需留有加工内径的空间灌蜡无法完全填充,导致在加工径向外周面时处于自由状态的顶部轴端会发生振刀的问题。
技术实现思路
1、为解决上述技术问题,本发明提供了一种薄壁整流器的机械加工变形控制方法及加工装置。
2、本发明通过以下技术方案得以实现。
3、本发明提供的一种薄壁整流器的机械加工变形控制方法,包括:
4、使用薄壁整流器的加工装置对整流器顶部轴端进行压紧不呈现自由状态而不发生振刀进行径向外周面iii加工的机械加工变形控制过程。
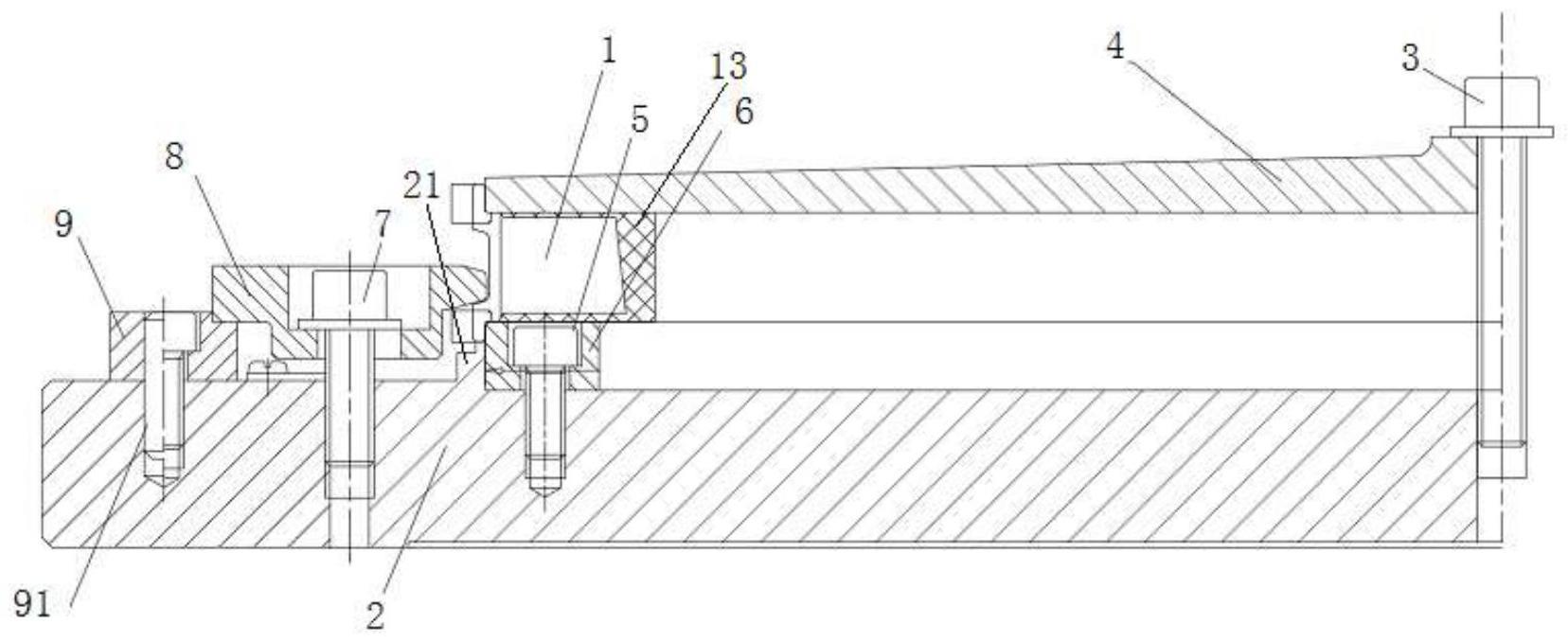
5、具体的所述径向径向外周面iii加工步骤为:盖板通过螺栓a旋合在基座上压住整流器顶部的锡铋合金包裹层,压板通过螺栓c从基座上拆卸下,定位环支撑被盖板压住整流器顶部下方的锡铋合金包裹层处,使整流器顶部轴端进行压紧不呈现自由状态,使径向外周面iii在机械加工时的变形被控制。
6、在进行所述加工径向径向外周面iii步骤前,还包括依次进行的浇筑填充支撑、压紧支撑及加工轴向端面i及径向内周面ii三个步骤。
7、所述浇筑填充支撑步骤为:向整流器的薄壁环件内径面浇筑填充锡铋合金构成锡铋合金包裹层,锡铋合金包裹层包裹薄壁环件内径面处的叶片外周,锡铋合金包裹层与薄壁环件内径面顶部有距离形成台阶用于接触盖板。
8、所述压紧支撑步骤为:定位环通过螺栓b可拆卸旋合安装在处于盖板下方的基座上,浇筑有锡铋合金包裹层的整流器放置在基座上,盖板通过螺栓a旋紧在基座上顶部,定位环支撑在整流器底部的锡铋合金包裹层上,盖板压住定位环上方的整流器顶部处的锡铋合金包裹层。
9、压板通过螺栓c可拆卸旋合安装在基座上压住整流器外径外周台阶,支撑凸起支撑被压板压紧的整流器下方处,支座通过螺栓d可拆卸旋合在基座上对远离整流器的压板外端底部支撑。
10、所述加工轴向端面i及径向内周面ii步骤为:盖板通过螺栓a从基座上拆卸下,依靠螺栓c将压板压在浇筑有锡铋合金包裹层的整流器外径外周台阶,支座支撑远离整流器的压板端部,支撑凸起及定位环支撑整流器下方的锡铋合金包裹层,在对轴向端面i及径向内面ii的加工。
11、一种薄壁整流器的加工装置,包括:
12、基座;
13、盖板,盖板通过螺栓a可拆卸旋合固定在基座中部;
14、定位环,定位环通过螺栓b可拆卸旋合固定在处于盖板下方的所述基座上;
15、压板,压板通过螺栓c可拆卸旋合固定在基座上,压板压在浇筑有锡铋合金包裹层的整流器外径外周台阶;
16、在压板靠向整流器悬臂下方的所述基座固定有支撑整流器的支撑凸起。
17、处于螺栓c外侧的所述基座处通过螺栓d可拆卸旋合固定有支座。
18、所述支座支撑远离整流器的压板端部底面。
19、本发明的有益效果在于:整流器顶部轴端被薄壁整流器的加工装置压紧不呈现自由状态而不发生振刀,达到对整流器径向外周面iii的机械加工变形控制,解决了在加工整流器的径向外周面iii时处于自由状态会发生振刀的问题。
技术特征:
1.一种薄壁整流器的机械加工变形控制方法,其特征在于,包括:
2.如权利要求1所述的薄壁整流器的机械加工变形控制方法,其特征在于,具体的所述径向径向外周面iii加工步骤为:盖板(4)通过螺栓a(3)旋合在基座(2)上压住整流器(1)顶部的锡铋合金包裹层(13),压板(8)通过螺栓c(7)从基座(2)上拆卸下,定位环(6)支撑被盖板(4)压住整流器(1)顶部下方的锡铋合金包裹层(13)处,使整流器(1)顶部轴端进行压紧不呈现自由状态,使径向外周面iii在机械加工时的变形被控制。
3.如权利要求1所述的薄壁整流器的机械加工变形控制方法,其特征在于:在进行所述加工径向径向外周面iii步骤前,还包括依次进行的浇筑填充支撑、压紧支撑及加工轴向端面i及径向内周面ii三个步骤。
4.如权利要求3所述的薄壁整流器的机械加工变形控制方法,其特征在于,所述浇筑填充支撑步骤为:向整流器(1)的薄壁环件(11)内径面浇筑填充锡铋合金构成锡铋合金包裹层(13),锡铋合金包裹层(13)包裹薄壁环件(11)内径面处的叶片(12)外周,锡铋合金包裹层(13)与薄壁环件(11)内径面顶部有距离形成台阶用于接触盖板(4)。
5.如权利要求3所述的薄壁整流器的机械加工变形控制方法及加工装置,其特征在于,所述压紧支撑步骤为:定位环(6)通过螺栓b(5)可拆卸旋合安装在处于盖板(4)下方的基座(2)上,浇筑有锡铋合金包裹层(13)的整流器(1)放置在基座(2)上,盖板(4)通过螺栓a(3)旋紧在基座(2)上顶部,定位环(6)支撑在整流器(1)底部的锡铋合金包裹层(13)上,盖板(4)压住定位环(6)上方的整流器(1)顶部处的锡铋合金包裹层(1);
6.如权利要求3所述的薄壁整流器的机械加工变形控制方法及加工装置,其特征在于,所述加工轴向端面i及径向内周面ii步骤为:盖板(4)通过螺栓a(3)从基座(2)上拆卸下,依靠螺栓c(7)将压板(8)压在浇筑有锡铋合金包裹层(13)的整流器(1)外径外周台阶,支座(9)支撑远离整流器(1)的压板(8)端部,支撑凸起(21)及定位环(6)支撑整流器(1)下方的锡铋合金包裹层(13),在对轴向端面i及径向内面ii的加工。
7.一种如权利要求1至6任一项所述的薄壁整流器的机械加工变形控制方法使用的加工装置,其特征在于,包括:
8.如权利要求7所述的加工装置,其特征在于:处于螺栓c(7)外侧的所述基座(2)处通过螺栓d(91)可拆卸旋合固定有支座(9)。
9.如权利要求8所述的加工装置,其特征在于:所述支座(9)支撑远离整流器(1)的压板(8)端部底面。
技术总结
本发明公开了一种薄壁整流器的机械加工变形控制方法及加工装置,其中机械加工变形控制方法,包括:使用薄壁整流器的加工装置对整流器顶部轴端进行压紧不呈现自由状态而不发生振刀进行径向外周面III加工的机械加工变形控制过程。整流器顶部轴端被薄壁整流器的加工装置压紧不呈现自由状态而不发生振刀,达到对整流器径向外周面III的机械加工变形控制,解决了在加工整流器的径向外周面III时处于自由状态会发生振刀的问题。
技术研发人员:朱建亚,惠畅,唐杰,欧晓乐,张震宇,李颖
受保护的技术使用者:南京航空航天大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!