一种高强钢辊压成型件的实时在线回弹补偿装置的制作方法
本申请涉及高强钢辊压成型件的加工,具体而言,涉及一种高强钢辊压成型件的实时在线回弹补偿装置。
背景技术:
1、随着国家对由人类活动排放的温室气体的日益关注,节能减排已经成为当今各行各业的主要趋势。随着汽车行业的发展,燃油经济性的提高、低碳排放和更高的安全性对汽车车身轻量化提出了新的要求和挑战。先进高强钢具有独特的显微组织和冶金特性,使得汽车制造厂能够满足当今车辆的多样化功能需求。因此,开发适用的高强钢产品的加工方法,对充分发挥高强钢材料性能具有至关重要的意义。
2、辊压成型技术作为一种适用的成型技术,是先进高强度钢板重要的成型方式,特别是对于具有复杂截面形状的成型件,辊压成型工艺具有生产效率高、工艺简单、容易控制表面精度与光洁度的特点,已在汽车、建筑等领域获得推广和应用。
3、然而,高强钢辊压成型产品在成型后表现出各种缺陷,尤其是回弹问题,高强钢辊压成型产品相比传统的普通钢辊压成型产品的回弹量大而且非常难控制,严重影响产品尺寸精度和量产稳定性。
4、目前,解决高强钢辊压成型件回弹问题的主要方法为人工调整,在最终角度成型前的一道次或几道次,为了控制回弹,总是需要人工反复调整,以达到产品的最终精度,这样就会造成人工工时的大量耗费,造成设备的利用率下降,同时对回弹调整人员的技能有较高的要求。
5、因此,需要设计一种装置,对高强钢辊压成型件的角度实时监控,进而对回弹角度进行实时在线补偿,以满足高精度高强钢辊压成型件的需求。
技术实现思路
1、本申请的实施例提供了一种高强钢辊压成型件的实时在线回弹补偿装置,通过对高强钢辊压成型件角度进行实时测量以及实时补偿,来保证高强钢辊压成型件的高精度要求。
2、本申请的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本申请的实践而习得。
3、根据本申请实施例的第一方面,提供了一种高强钢辊压成型件的实时在线回弹补偿装置,包括:
4、角度测量组件,用于测量高强钢辊压成型件的角度;
5、角度信号处理单元,与所述角度测量组件连接,用于基于所述角度测量组件测量得到的角度以及预先获得的角度回弹实验数据确定高强钢辊压成型件的角度补偿值;
6、角度补偿组件,与所述角度信号处理单元连接,用于基于所述角度补偿值对高强钢辊压成型件进行角度补偿。
7、在本申请的一些实施例中,基于前述方案,所述角度测量组件包括:
8、第一驱动机构、第一摆臂和角度测量机构;
9、所述第一驱动机构与所述第一摆臂的一端连接,用于驱动所述第一摆臂进行摆动;
10、所述角度测量机构活动安装在所述第一摆臂的另一端,由所述第一摆臂带动至高强钢辊压成型件的侧表面进行角度测量。
11、在本申请的一些实施例中,基于前述方案,所述角度测量机构包括:
12、贴块、压力传感器、指针和角度盘;
13、所述贴块与所述第一摆臂活动连接,可相对所述第一摆臂进行转动;
14、所述压力传感器安装在所述贴块的贴合面,所述贴合面朝向高强钢辊压成型件的侧表面;
15、所述指针安装在所述贴块上,并朝向所述角度盘。
16、在本申请的一些实施例中,基于前述方案,所述贴块为长方体,所述指针安装在所述贴块的顶面。
17、在本申请的一些实施例中,基于前述方案,所述角度盘与所述指针处于同于水平面。
18、在本申请的一些实施例中,基于前述方案,所述角度盘通过长方体形状的固定块固定。
19、在本申请的一些实施例中,基于前述方案,所述压力传感器选用半导体压电阻型传感器或者静电容量型传感器。
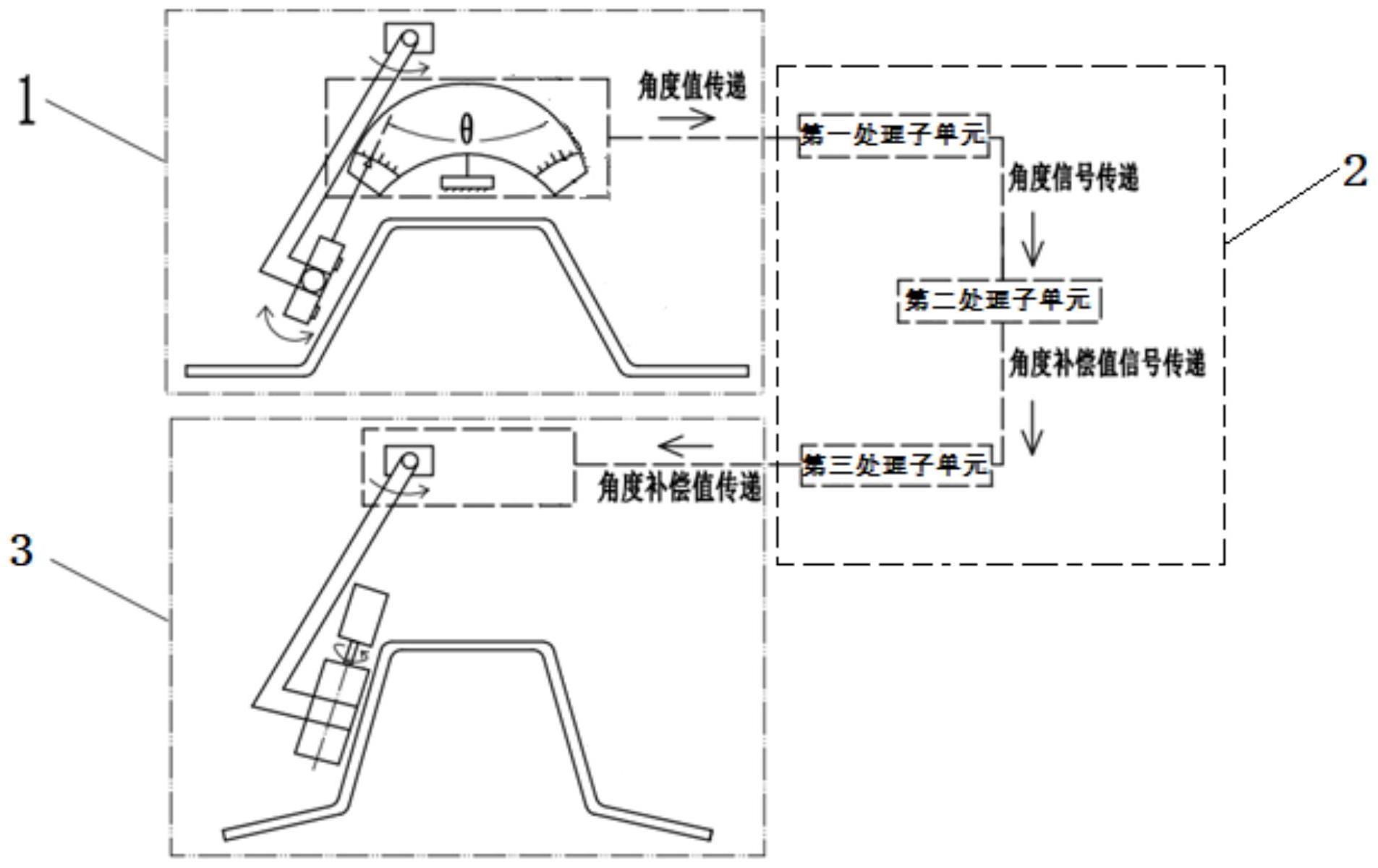
20、在本申请的一些实施例中,基于前述方案,所述角度信号处理单元包括:第一处理子单元、第二处理子单元和第三处理子单元;
21、所述第一处理子单元与所述角度测量组件连接,接收所述角度测量组件测量到的角度值,并将所述角度值处理成角度信号传递给所述第二处理子单元;
22、所述第二处理子单元与所述第一处理子单元连接,接收所述角度信号,并基于所述角度信号和预先获得的角度回弹实验数据确定角度补偿信号值;
23、所述第三处理子单元与所述第二处理子单元连接,接收所述角度补偿信号值,并将所述角度信号值转换为角度补偿值传递给所述回弹补偿装置。
24、在本申请的一些实施例中,基于前述方案,所述角度补偿组件包括:
25、第二驱动机构、第二摆臂和角度补偿机构;
26、所述第二驱动机构与所述角度信号处理单元连接,接收所述角度补偿值并基于所述角度补偿值转动相应的角度;
27、所述第二驱动机构与所述第二摆臂的一端连接,用于驱动所述第二摆臂进行摆动;
28、所述角度补偿机构连接在所述第二摆臂的另一端,由所述第二摆臂带动至高强钢辊压成型件的侧表面进行角度补偿。
29、在本申请的一些实施例中,基于前述方案,所述角度补偿机构包括:
30、侧轧辊和驱动电机;
31、所述侧轧辊与所述第二摆臂固定连接,用于对高强钢辊压成型件进行角度补偿;
32、所述驱动电机与所述侧轧辊连接,用于驱动所述侧轧辊转动。
33、本申请的技术方案,先通过角度测量组件实现对高强钢辊压成型件角度的实时测量,再通过角度信号处理装置确认出高强钢辊压成型件需要补偿的角度值,最后通过角度补偿组件基于需要补偿的角度值对高强钢辊压成型件进行角度补偿。
34、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种高强钢辊压成型件的实时在线回弹补偿装置,其特征在于,包括:
2.根据权利要求1所述的装置,其特征在于,所述角度测量组件包括:
3.根据权利要求2所述的装置,其特征在于,所述角度测量机构包括:
4.根据权利要求3所述的装置,其特征在于,所述贴块为长方体,所述指针安装在所述贴块的顶面。
5.根据权利要求4所述的装置,其特征在于,所述角度盘与所述指针处于同于水平面。
6.根据权利要求5所述的装置,其特征在于,所述角度盘通过长方体形状的固定块固定。
7.根据权利要求3所述的装置,其特征在于,所述压力传感器选用半导体压电阻型传感器或者静电容量型传感器。
8.根据权利要求1所述的装置,其特征在于,所述角度信号处理单元包括:第一处理子单元、第二处理子单元和第三处理子单元;
9.根据权利要求1所述的装置,其特征在于,所述角度补偿组件包括:
10.根据权利要求9所述的装置,其特征在于,所述角度补偿机构包括:
技术总结
本申请的实施例提供了一种高强钢辊压成型件的实时在线回弹补偿装置,涉及高强钢辊压成型件的加工技术领域,所述装置包括:角度测量组件,用于测量高强钢辊压成型件的角度;角度信号处理单元,与所述角度测量组件连接,用于基于所述角度测量组件测量得到的角度以及预先获得的角度回弹实验数据确定高强钢辊压成型件的角度补偿值;角度补偿组件,与所述角度信号处理单元连接,用于基于所述角度补偿值对高强钢辊压成型件进行角度补偿。本申请先通过角度测量组件实现对高强钢辊压成型件角度的实时测量,再通过角度信号处理装置确认出高强钢辊压成型件需要补偿的角度值,最后通过角度补偿组件基于需要补偿的角度值对高强钢辊压成型件进行角度补偿。
技术研发人员:刘立现,何朗,李春光,李学涛,张伟,潘跃,郑学斌,桑贺
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!