冷凝器芯体双排过炉装置、过炉系统及其过炉方法与流程
本发明涉及冷凝器产品过炉,特别是冷凝器芯体双排过炉装置、过炉系统及其过炉方法。
背景技术:
1、汽车冷凝器是用于汽车空调制冷系统的一个重要装置,其产品质量好坏直接影响到汽车制冷系统效果,对冷凝器芯体过炉也至关重要,倘若过炉焊接不完全,密封将会不好和冷凝器产品强度不够,产品内管道无法形成封闭空间,会存在泄漏风险,制冷不合格,会导致空调制冷系统差,影响汽车行车安全。过炉焊接时,若焊不上,扁管和压板及管件处会产生泄漏,从而无法形成封闭空间,芯体内部管道经过强大的压力后会发生泄漏。
技术实现思路
1、本发明的目的是为了解决上述问题,其中一个发明方案为冷凝器芯体双排过炉装置,该装置包括:
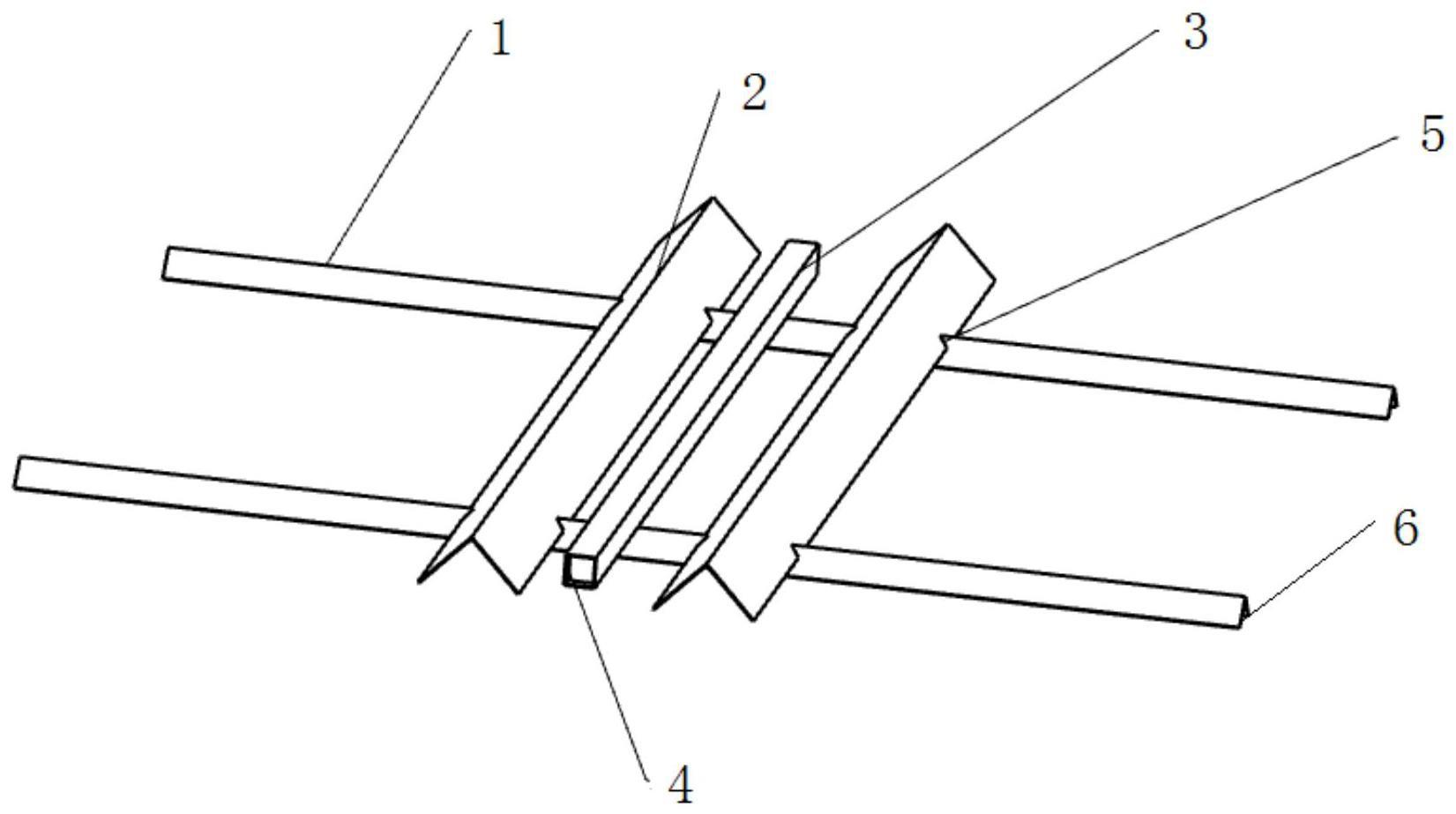
2、框架底座1,其为支撑冷凝器芯体双排过炉装置的载体;
3、至少两个定位横梁2,用于与冷凝器芯体接触时,其接触位置为线和面接触,减少与冷凝器芯体的垫条印迹;
4、至少一个碳棒组装管3;
5、碳棒4,用于冷凝器芯体在过炉时,可吸收多余焊接的热量来平衡冷凝器芯体的温度。
6、进一步的,每个所述定位横梁2底部设有三角缺口5,三角缺口5用于使定位横梁2在框架底座上进行滑动,根据冷凝器芯体进行调节宽度。
7、进一步的,所述碳棒4插装于碳棒组装管3内。
8、进一步的,所述框架底座1底部具有卡口6。
9、其中另一个发明方案为过炉系统,该系统包括上述的冷凝器芯体双排过炉装置。
10、进一步的,该系统还包括可用于安装冷凝器芯体双排过炉装置的传送装置。
11、其中另一个发明方案为冷凝器芯体双排过炉方法,该方法应用于上述的过炉系统中,该方法包括:
12、s1、通过框架底座1底部的卡口6卡在传送装置中的链条上,将框架底座1安装在过炉系统的传送装置上;
13、s2、每个定位横梁2通过三角缺口5安装在框架底座1上,并调节定位横梁2的宽度,使宽度符合冷凝器芯体的宽度;
14、s3、将具有碳棒4的碳棒组装管3放置在框架底座1上,且碳棒组装管3位于每两个定位横梁2中间;
15、s4、将每个冷凝器芯体放置在定位横梁2上,冷凝器芯体的平流结构卡在定位横梁2顶处,使冷凝器芯体与定位横梁2的接触位置为线和面接触;
16、s5、通过传送装置将冷凝器芯体送入过炉装置中进行过炉焊接工序。
17、有益效果:
18、将框架底座放在链条上后固定两框架间距,将定位横梁的三角缺口卡在框架底座的上方机型固定,最后将冷凝器产品放在定位横梁上,在产品到达滚筒线装置后进行放置已经组装好的碳棒和碳棒组装管;
19、因冷凝器芯体产品的平行流结构,设计定位横梁时,与产品接触的位置尽量为线和面接触,这样可以尽最大限度减少垫条印迹。
技术特征:
1.冷凝器芯体双排过炉装置,其特征在于,该装置包括:
2.根据权利要求1所述的冷凝器芯体双排过炉装置,其特征在于,每个所述定位横梁(2)底部设有三角缺口(5),三角缺口(5)用于使定位横梁(2)在框架底座上进行滑动,根据冷凝器芯体进行调节宽度。
3.根据权利要求1所述的冷凝器芯体双排过炉装置,其特征在于,所述碳棒(4)插装于碳棒组装管(3)内。
4.根据权利要求1所述的冷凝器芯体双排过炉装置,其特征在于,所述框架底座(1)底部具有卡口(6)。
5.过炉系统,其特征在于,该系统包括任意一项权利要求1-4所述的冷凝器芯体双排过炉装置。
6.根据权利要求1所述的过炉系统,其特征在于,该系统还包括可用于安装冷凝器芯体双排过炉装置的传送装置。
7.冷凝器芯体双排过炉方法,其特征在于,该方法应用于权利要求6所述的过炉系统中,该方法包括:
技术总结
本发明公开了冷凝器芯体双排过炉装置、过炉系统及其过炉方法,该装置包括:框架底座,其为支撑冷凝器芯体双排过炉装置的载体;至少两个定位横梁,用于与冷凝器芯体接触时,其接触位置为线和面接触,减少与冷凝器芯体的垫条印迹;至少一个碳棒组装管;碳棒,用于冷凝器芯体在过炉时,可吸收多余焊接的热量来平衡冷凝器芯体的温度;该系统包括上述的冷凝器芯体双排过炉装置;该方法应用于上述的过炉系统中;通过定位横梁需均匀放置,保证冷凝器产品是居中位置,定位横梁的下面有三角缺口,通过三角缺口是与框架底座进行组装,定位横梁与冷凝器芯体连接紧密,起到支撑作用。
技术研发人员:高振东,张建发,赵彦强
受保护的技术使用者:法拉达汽车散热器(天津)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!