一种Ω形筋板类构件多向挤压成形方法
本发明属于锻造领域。
背景技术:
1、航空航天、武器装备等领域的迅猛发展,要求飞行器具有更快的速度、更远的射程和更灵敏的机动性。为了满足这些要求,航空航天结构件的轻量化已经成为其重点发展方向。结构轻量化是轻量化研究的重要方面,通过设计复杂轮廓、薄壁高筋、整体结构等方法,提高每单位重量材料的承载能力。ω形筋板类构件是航天器储油箱关键承力构件,具有u形弯曲的腹板、腹板两侧的法兰以及沿腹板和法兰分布的高筋,结构复杂。对于此类构件,通常采用铸造的方法进行成形,但是铸件内部存在气孔、成分偏析、晶粒粗大等缺陷,不利于提高构件的强度和韧性。采用大尺寸锻块进行机械加工的方法,相比铸造能够提高强韧性,但是这种方法的材料利用率不足5%,会造成材料的极大浪费,同时严重增加机械加工工时,大大提高了生产成本。精密塑形体积成形技术能够相比铸件提高构件强韧性的同时相比机械加工降低生产成本,但是由于ω形筋板类构件的形状复杂程度较高,采用一般单向加载的方法,其法兰和弯曲高筋的成形极为困难,且弯曲的高筋会导致锻件难以脱模,往往需要多套模具进行多步成形,降低了生产效率、提高了生产成本。
技术实现思路
1、本发明要解决现有铝合金ω形筋板类构件塑性成形困难、生产成本过高的问题,进而提供一种ω形筋板类构件多向挤压成形方法。
2、一种ω形筋板类构件多向挤压成形方法,它是按以下步骤进行:
3、一、锻件设计:
4、根据ω形筋板类构件零件设计ω形筋板类构件锻件;
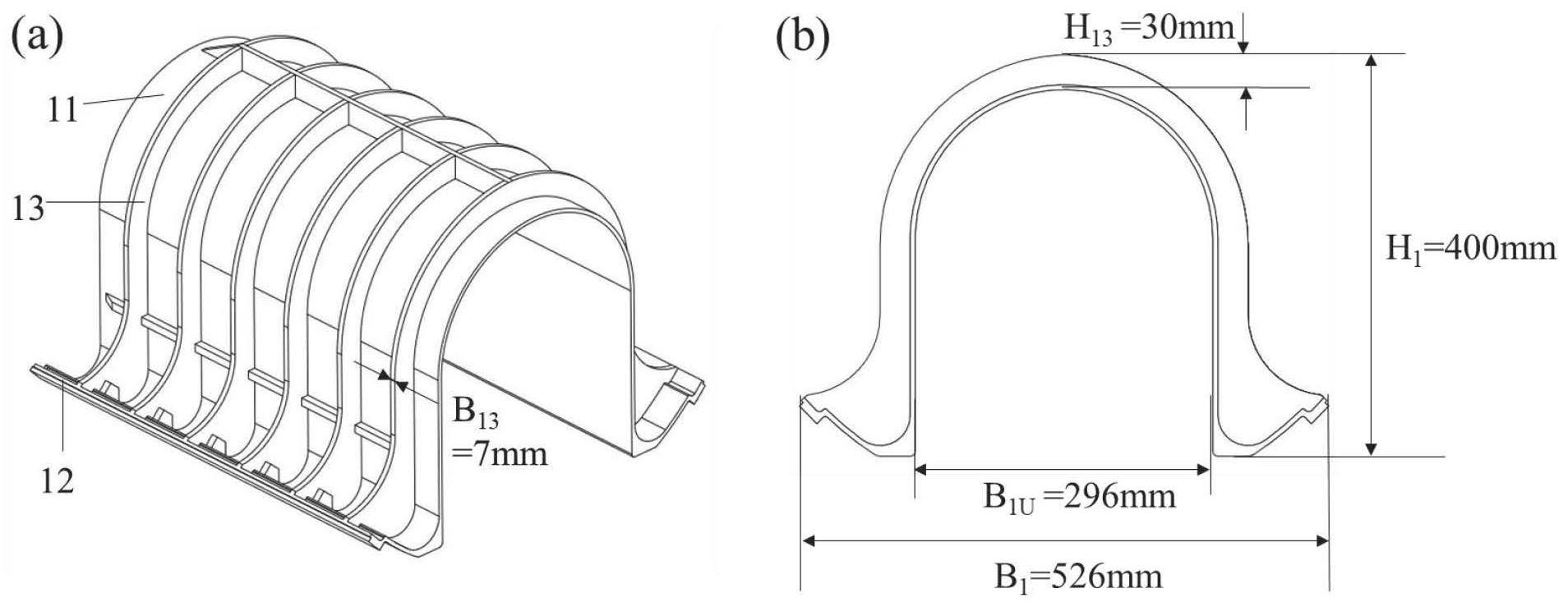
5、所述的ω形筋板类构件零件由u形腹板、v形法兰以及ω形弯曲筋组成,u形腹板的u形开口两侧设置v形法兰,沿u形腹板和v形法兰均布设置多个ω形弯曲筋;设沿u形开口长度方向上零件的最大高度为h1,设沿u形开口宽度方向上零件的最大宽度为b1,h1:b1=(0.5~3):1,设u形腹板上u形开口的最大宽度为b1u,b1:b1u=(1~2.5):1,设ω形弯曲筋的u形部分高度为h13,ω形弯曲筋的宽度为b13,h13:b13≤7:1;
6、所述的ω形筋板类构件锻件由锻件u形腹板、锻件法兰、锻件弯曲筋和锻件顶出平台组成;所述的锻件u形腹板由零件中u形腹板内外两侧设置机械加工余量后得到;所述的锻件法兰由零件中v形法兰沿法兰最高点将v形区域填平,且对填平后的法兰表面设置拔模斜度后得到;所述的锻件弯曲筋由零件中ω形弯曲筋宽度两侧及高度方向设置机械加工余量,且筋根部和筋顶部倒圆角后得到;所述的锻件顶出平台由零件中u形腹板的弧顶设置矩形凸块后得到;
7、设锻件u形腹板的厚度为t21,设锻件弯曲筋的高度为h23,t21:h23≥0.5:1;设沿u形开口宽度方向上锻件顶出平台的宽度为b24,设锻件u形腹板上u形开口的最大宽度为b2u,b24:b2u=(0.4~0.8):1;
8、二、模具设计:
9、所述的模具为多向成形模具,具体由上模、下模及一对侧向模组成;
10、所述的上模为冲头形式,锻件弯曲筋的筋部型腔位于下模和一对侧向模上,且下模在锻件长度方向两端面处为闭式结构,下模底部设置下顶块;所述的下模和一对侧向模在锻件u形腹板侧壁处分模,且下模及侧向模在分模面处均设有圆角;所述的上模在u形弧段顶端设有内凹v形阻力槽,所述的上模和侧向模之间设有竖直方向的飞边槽;
11、设分模面距离下模型腔底部的高度为h45,设锻件u形腹板的u形弧段高度为h2u,h45:h2u=(0.7~1.25):1;
12、设内凹v形阻力槽的宽度为b31,b31:b2u=(0.2~0.4):1;设内凹v形阻力槽两边斜度为θ31,且θ31=5°~10°;
13、三、半自由式模锻制坯:
14、将坯料加热,下模和一对侧向模加热至与坯料温度相同,上模加热至温度低于下模温度10℃~50℃,对坯料和模具进行润滑,并打开侧向模,将润滑后的坯料放入下模,上模完全下压进行制坯成形,成形过程中侧向模与坯料无接触,分模面下端锻坯与下模型腔相同,分模面上端锻坯自由变形,得到半自由式模锻锻坯;
15、所述的坯料为铝合金圆棒料,设坯料长度为lb,ω形筋板类构件锻件长度为l2,(l2-10mm)<lb≤l2;设坯料体积为vb,ω形筋板类构件锻件体积为v2,vb=(1.05~1.25)v2;
16、四、多向挤压成形:
17、侧向模合模,将半自由式模锻锻坯的上端自由变形部分按照侧向模型腔挤压成形,即完成ω形筋板类构件多向挤压成形方法。
18、本发明的有益效果是:
19、本发明针对ω形筋板类构件塑性成形与脱模难度大、现有方法生产成本过高的问题,设计了多向挤压成形锻件、模具、坯料与成形方法。由于锻件法兰处宽度和厚度均很大,需要的金属量很多,充填最为困难,故而需要进行预成形以实现法兰处金属的聚料。本发明使用多向挤压模具中的上模和下模,利用上下模在分模面之上的空间没有模具型腔限制的特点,通过半自由式模锻制坯的方法,使得制坯时先挤出分模面的金属由于变形量较小而厚度较大,在上模完全压下后,得到上端厚而下端薄的喇叭形预制坯,实现对法兰处金属的聚料,无需加工额外的预成形模具。此外,由于下模和侧向模的分模,将锻件u形弧段的筋设置在下模,u形直段的筋设置在侧向模,使得弧段的筋沿上下方向脱模,而直段的筋沿左右方向脱模,大大降低了u形筋脱模的难度。本发明通过多向挤压的方法,采用简单形状的圆棒料,只需一套模具、一把火次便可完成ω形筋板类构件的成形;相比采用矩形锻块直接机械加工的方法,材料利用率提高了3倍以上,同时大大减少机加工工时,相比单向加载成形的方法,减少了模具和加热火次数量,具有显著的经济效益。
技术特征:
1.一种ω形筋板类构件多向挤压成形方法,其特征在于它是按以下步骤进行:
2.根据权利要求1所述的一种ω形筋板类构件多向挤压成形方法,其特征在于步骤一中设锻件顶出平台顶部与锻件弯曲筋顶部的距离为h24,h24:b1u=(0~1):1。
3.根据权利要求1所述的一种ω形筋板类构件多向挤压成形方法,其特征在于步骤一中设填平后的法兰表面拔模斜度为θ2f,θ2f=5°~20°。
4.根据权利要求1所述的一种ω形筋板类构件多向挤压成形方法,其特征在于步骤一中设锻件弯曲筋的筋根部倒圆角半径为r23,r23:h23=(0.8~1.5):1。
5.根据权利要求1所述的一种ω形筋板类构件多向挤压成形方法,其特征在于步骤一中设锻件弯曲筋的筋顶部倒圆角半径为r23,锻件弯曲筋的宽度为b23,r23:b23=(0.2~0.8):1。
6.根据权利要求1所述的一种ω形筋板类构件多向挤压成形方法,其特征在于步骤二中所述的上模、下模及一对侧向模在锻件长度方向的两端面处设置拔模斜度,设拔模斜度为θd,θd=3°~10°。
7.根据权利要求1所述的一种ω形筋板类构件多向挤压成形方法,其特征在于步骤二中所述的分模面为水平面。
8.根据权利要求1所述的一种ω形筋板类构件多向挤压成形方法,其特征在于步骤二中设下模在分模面处的圆角为r4,r4=(0.1~0.4)h45。
9.根据权利要求1所述的一种ω形筋板类构件多向挤压成形方法,其特征在于步骤二中设侧向模在分模面处的圆角为r5,r5=(0.1~0.4)h45。
10.根据权利要求1所述的一种ω形筋板类构件多向挤压成形方法,其特征在于步骤三中将坯料加热至温度为420℃~480℃。
技术总结
一种Ω形筋板类构件多向挤压成形方法,本发明属于锻造领域。解决现有铝合金Ω形筋板类构件塑性成形困难、生产成本过高的问题。方法:一、锻件设计;二、模具设计;三、半自由式模锻制坯;四、多向挤压成形。本发明用于Ω形筋板类构件多向挤压成形。
技术研发人员:宗影影,王琪伟,王胜龙,邵斌,周小京,万升祥,单德彬,郭斌,郭晓琳,韩维群,张铁军
受保护的技术使用者:哈尔滨工业大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!