焊接装置以及锂电池的焊接方法与流程
本申请涉及锂离子电池,具体涉及一种焊接装置以及锂电池的焊接方法。
背景技术:
1、近年来,锂离子电池被广泛应用于新能源汽车领域,并且随着新能源汽车的不断发展,高能量密度、长寿命和高安全性的锂离子电池,成为了锂离子电池技术领域的主要研究方向。
2、现有技术中,锂电池的焊接通常采用的时超声波焊接,但超声波焊接属于固相焊接,仅适用于厚度较小的金属箔材焊接,即适用于锂电池极耳数量较少、保护片及转接片厚度较小时。但是,当锂电池极耳数量多、保护片及转接片厚度较厚时,使用超声波焊接锂电池,则会容易出现虚焊、保护片焊裂或极耳破裂等焊接不良的问题,进而导致锂电池的可靠性降低。
技术实现思路
1、鉴于此,本申请提供一种焊接装置,以提高锂电池的可靠性。
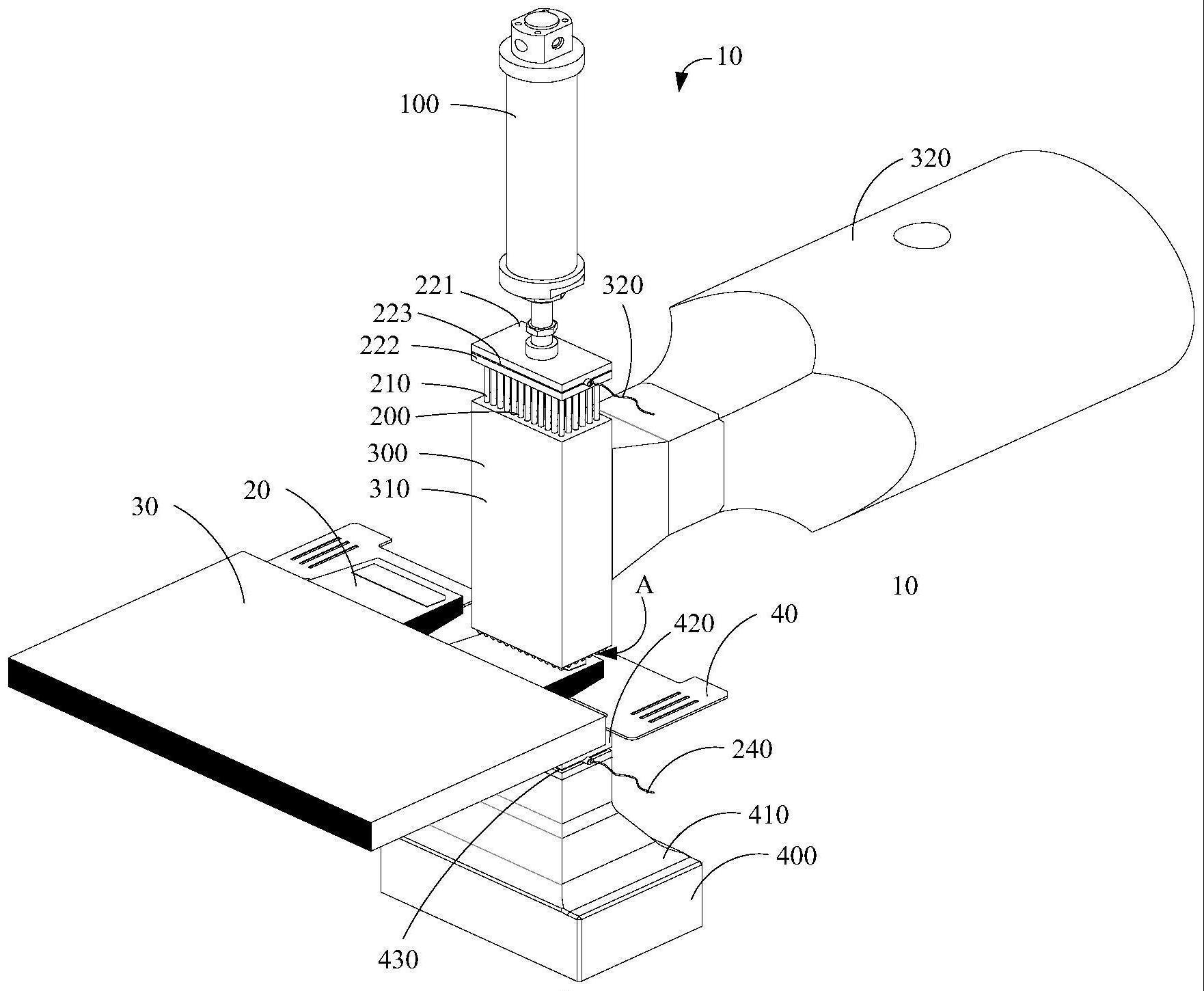
2、本申请提供一种焊接装置,所述焊接装置用于焊接锂电池,所述焊接装置包括气缸、电阻焊接机构、超声波焊接机构以及焊接座,所述电阻焊接机构包括上电阻焊针,所述气缸与所述电阻焊针连接,所述超声波焊接机构包括超声波焊头,所述上电阻焊针与所述超声波焊头间隙配合,所述上电阻焊针以及所述超声波焊头与所述焊接座相对设置,所述气缸用于驱动所述上电阻焊针朝向所述焊接座移动。
3、在一些实施例中,所述电阻焊接机构还包括连接块,所述气缸与所述上电阻焊针通过所述连接块连接。
4、在一些实施例中,所述电阻焊接机构还包括正极端子和负极端子,所述正极端子与所述连接块螺纹连接,所述负极端子与所述焊接座螺纹连接。
5、在一些实施例中,所述连接块包括上连接部、下连接部以及设置于所述上连接部和下连接部之间的绝缘连接部,所述上连接部与所述气缸连接,所述下连接部与所述上电阻焊针连接,所述正极端子与所述绝缘连接部螺纹连接且与所述下连接部连接。
6、在一些实施例中,所述焊接座包括下基座、上基座以及设置于所述上基座与所述下基座之间的绝缘部,所述上基座与所述上电阻焊针以及所述超声波焊头相对设置,所述负极端子与所述绝缘部螺纹连接,并与所述上基座连接。
7、在一些实施例中,所述超声波焊头包括多个过孔,所述过孔贯穿所述超声波焊头以暴露所述焊接座,所述上电阻焊针穿过所述过孔朝向所述焊接座移动。
8、在一些实施例中,所述超声波焊头朝向所述焊接座的一面设置有第一焊齿,所述第一焊齿与所述过孔错开设置,所述焊接座朝向所述气缸的一面设置有第二焊齿,所述第二焊齿与所述第一焊齿一一对应设置。
9、在一些实施例中,所述焊接座朝向所述气缸的一面设置有下电阻焊针,所述下电阻焊针与所述上电阻焊针一一对应设置,且所述下电阻焊针与所述第二焊齿错开设置。
10、在一些实施例中,所述超声波焊接机构还包括转接件,所述转接件与所述超声波焊头连接。
11、本申请还提供一种锂电池的焊接方法,采用如上所述的焊接装置进行焊接,包括:
12、将锂电池的极耳、转接片以及保护片置于所述焊接座与所述上电阻焊针以及所述超声波焊头之间;
13、驱动所述超声波焊头和所述上电阻焊针中的至少一者朝向所述焊接座移动,并使所述超声波焊头和所述上电阻焊针中的一者对所述锂电池的极耳、所述转接片以及所述保护片进行第一次焊接;
14、采用所述超声波焊头和所述上电阻焊针中的另一者对所述锂电池的极耳、所述转接片以及所述保护片进行第二次焊接,完成锂电池的焊接。
15、本申请提供一种焊接装置以及锂电池的焊接方法,焊接装置用于焊接锂电池,焊接装置包括气缸、电阻焊接机构、超声波焊接机构以及焊接座,电阻焊接机构包括上电阻焊针,气缸与电阻焊针连接,超声波焊接机构包括超声波焊头,上电阻焊针与超声波焊头间隙配合,上电阻焊针以及超声波焊头与焊接座相对设置,气缸用于驱动上电阻焊针朝向焊接座移动,降低锂电池焊接时出现焊接不良的情况,进而提高锂电池的可靠性。
技术特征:
1.一种焊接装置,其特征在于,所述焊接装置用于焊接锂电池,所述焊接装置包括气缸、电阻焊接机构、超声波焊接机构以及焊接座,所述电阻焊接机构包括上电阻焊针,所述气缸与所述电阻焊针连接,所述超声波焊接机构包括超声波焊头,所述上电阻焊针与所述超声波焊头间隙配合,所述上电阻焊针以及所述超声波焊头与所述焊接座相对设置,所述气缸用于驱动所述上电阻焊针朝向所述焊接座移动。
2.根据权利要求1所述的焊接装置,其特征在于,所述电阻焊接机构还包括连接块,所述气缸与所述上电阻焊针通过所述连接块连接。
3.根据权利要求2所述的焊接装置,其特征在于,所述电阻焊接机构还包括正极端子和负极端子,所述正极端子与所述连接块螺纹连接,所述负极端子与所述焊接座螺纹连接。
4.根据权利要求3所述的焊接装置,其特征在于,所述连接块包括上连接部、下连接部以及设置于所述上连接部和下连接部之间的绝缘连接部,所述上连接部与所述气缸连接,所述下连接部与所述上电阻焊针连接,所述正极端子与所述绝缘连接部螺纹连接且与所述下连接部连接。
5.根据权利要求3所述的焊接装置,其特征在于,所述焊接座包括下基座、上基座以及设置于所述上基座与所述下基座之间的绝缘部,所述上基座与所述上电阻焊针以及所述超声波焊头相对设置,所述负极端子与所述绝缘部螺纹连接,并与所述上基座连接。
6.根据权利要求1所述的焊接装置,其特征在于,所述超声波焊头包括多个过孔,所述过孔贯穿所述超声波焊头以暴露所述焊接座,所述上电阻焊针穿过所述过孔朝向所述焊接座移动。
7.根据权利要求6所述的焊接装置,其特征在于,所述超声波焊头朝向所述焊接座的一面设置有第一焊齿,所述第一焊齿与所述过孔错开设置,所述焊接座朝向所述气缸的一面设置有第二焊齿,所述第二焊齿与所述第一焊齿一一对应设置。
8.根据权利要求7所述的焊接装置,其特征在于,所述焊接座朝向所述气缸的一面设置有下电阻焊针,所述下电阻焊针与所述上电阻焊针一一对应设置,且所述下电阻焊针与所述第二焊齿错开设置。
9.根据权利要求1所述的焊接装置,其特征在于,所述超声波焊接机构还包括转接件,所述转接件与所述超声波焊头连接。
10.一种锂电池的焊接方法,其特征在于,采用权利要求1-9任一项所述的焊接装置进行焊接,包括:
技术总结
本申请提供一种焊接装置以及锂电池的焊接方法,焊接装置用于焊接锂电池,焊接装置包括气缸、电阻焊接机构、超声波焊接机构以及焊接座,电阻焊接机构包括上电阻焊针,气缸与电阻焊针连接,超声波焊接机构包括超声波焊头,上电阻焊针与超声波焊头间隙配合,上电阻焊针以及超声波焊头与焊接座相对设置,气缸用于驱动上电阻焊针朝向焊接座移动,降低锂电池焊接时出现焊接不良的情况,进而提高锂电池的可靠性。
技术研发人员:周东健,赵锋
受保护的技术使用者:联动天翼新能源有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!