一种幕墙立柱智能生产线及其加工工艺的制作方法
本发明涉及幕墙立柱加工,特别涉及一种幕墙立柱智能生产线及其加工工艺。
背景技术:
1、幕墙是建筑的外墙围护,不承重,像幕布一样挂上去,是现代大型和高层建筑常用的带有装饰效果的轻质墙体。幕墙由面板和支承结构体系组成的。
2、其中在支承结构中,立柱和横梁为主要连接面板的受力件。立柱和横梁均有型材切割而成对应的长度以及加工上对应的孔位;而且在切割完两端面时,常常需要将端面去毛刺平整。
3、现有的型材切割成型分别在不同的设备上进行加工对应的步骤,从上料到切割、开孔以及去毛刺均需要人工将型材在各个加工设备之间进行转移;而且型材的成品堆放也需要依靠人工层叠,而且产生的废料需要人工处理;
4、而且型材需要层叠,为保证每一层的料容易被机械手抓取,层与层需要放置格挡条,为机械手抓取留出空间;需要人工在每一层的层之间放置两条木条用于分隔上下层;
5、每一次型材的转移均需要人工操作,整条生产线需要4-5人,劳动强度大,生产效率低。
技术实现思路
1、本发明的目的在于针对现有技术的缺陷和不足,提供一种可实现自动化的幕墙立柱智能生产线及其加工工艺。
2、为实现上述目的,本发明采用的技术方案是:
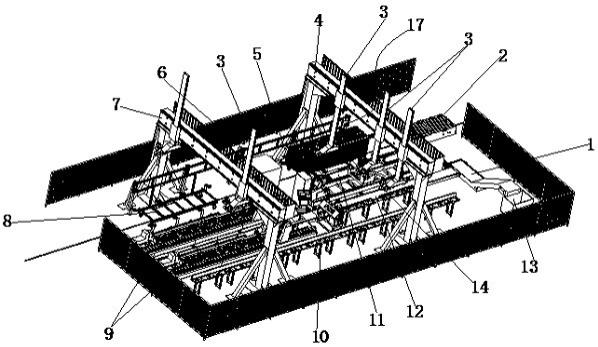
3、本发明所述的一种幕墙立柱智能生产线,它包括有用于放置型材原材料的上料架、用于将型材两端切断到指定长度的双头锯模块、用于将切断后型材平整的数控铣床和加工中心、中转平台、第一夹料机构、第二夹料机构和设置在第一夹料机构与第二夹料机构之间的半成品输送线;所述第一夹料机构能够实现上料架上的型材输送至双头锯模块上、用于将双头锯模块上的型材输送至数控铣床上和用于将数控铣床上的型材输送至半成品输送线上;
4、所述第二夹料机构用于将半成品输送线上的型材输送至加工中心上和用于将加工中心上的型材输送至成品码垛架上;
5、所述第一夹料机构与第二夹料机构之间设置设置有料头回收机构:所述上料架在远离agv送料小车一侧设置有中转平台;所述上料架远离双头锯模块的一侧设置有上料支架;所述上料支架上设置有木条上料机械手;所述木条上料机械手上设置有视觉辅助系统;视觉辅助系统为连接在中央系统的相机。
6、进一步地,所述第一夹料机构由第一龙门架和多个夹料机械手组成;第一龙门架上的夹料机械手为第一夹料机械手;每一个第一夹料机械手能够在第一龙门架上做独立横移运动;
7、第二夹料机构由第二龙门架和多个夹料机械手组成;第二龙门架上的夹料机械手为第二夹料机械手;每一个第二夹料机械手能够在第二龙门架上做独立横移运动。
8、进一步地,所述夹料机械手包括有升降模组、连接在升降模组上的固定座和转动连接在固定座上的翻转板;所述固定座上连接有用于带动翻转板转动的转动机构;所述翻转板的两端均设置有夹持组件。
9、进一步地,所述夹持组件由一端固定在翻转板上的夹持气缸、固定在夹持气缸另一端的活动夹板和固定在翻转板上的定夹板组成;所述定夹板与活动夹板正对设置。
10、进一步地,所述料头回收机构包括有第二回收输送线;所述第二回收输送线的末端连接有第一回收输送线;所述第一回收输送线的末端连接有料头回收箱。
11、一种幕墙立柱智能生产线的加工工艺,包括以下步骤:
12、①、在空的上料架上排列多层型材,并且每一层型材之间均设置有两条与型材长度方向相互垂直的木条;
13、②、agv送料小车将放满型材后的上料架抬离地面并且带动上料架输送至第一夹料机构的下方,agv送料小车带动上料架下降将上料架置于地面上,后agv送料小车进入到上料架与成品码垛架之间待命;
14、③、第一夹料机构将上料架上的型材逐条抓取到双头锯模块内夹持固定;在型材进入到双头锯模块时候,双头锯模块上的传感器会向中央系统发出信号,并由中央系统指挥双头锯模块动作将型材切割成两锯片距离的长度;切出的料头通过第一夹料机构放入到料头回收机构;
15、当上料架上一层型材被取完后,中央系统控制木条上料机械手运动到上料架的位置处;
16、木条上料机械手通过视觉辅助系统获取上料架上木条排列的图像;该图像通过与与中央系统的图像作对比,控制木条上料机械手的抓取位置;然后通过视觉辅助系统获取中转平台上已排列木条的位置,进行确定从上料架所取出木条的放置位置,进行回收上料架上的木条;
17、④、被切割后的型材通过第一夹料机构夹持输送至数控铣床上,数控铣床上的传感器感应到型材到达后向中央系统发出信号数控铣床的治具将型材夹持固定,并且控制数控铣床对型材两端面进行修整;
18、⑤、被切割后的型材通过第一夹料机构夹持输送至数控铣床上,数控铣床上的传感器感应到型材到达后向中央系统发出信号数控铣床的治具将型材夹持固定,并且控制数控铣床对型材两端面进行修整;
19、⑥、修整端面后的型材,通过第一夹料机构夹持输送至半成品输送线上,半成品输送线配合传感器将型材输送至第二夹料机构处;
20、⑦、半成品输送线上的感应器感应到型材达到第二夹料机构的设定位置后,第二夹料机构从半成品输送线将型材取出后并放入到加工中心上,通过加工中心对型材的表面进行加工;
21、⑧、表面加工过后的型材通过第二夹料机构输送至成品码垛架上进行堆叠;
22、型材堆叠满一层后,中央系统控制木条上料机械手移动到中转平台处,通过视觉辅助系统获取上料架上木条排列的图像;该图像通过与中央系统的图像作对比,控制木条上料机械手的抓取位置,将中转平台的两条木条抓取至成品码垛架上料层的顶表面;
23、⑨、成品码垛架叠满型材后,通过agv送料小车将成品码垛架抬离地面并输送到外部。
24、采用上述结构后,本发明有益效果为:
25、1、通过实现生产线的自动上料和自动加工,极大限度地提高生产效率,降低劳动强度;
26、2、相邻型材层之间通过木条间隔,方便机械手取料,便于自动化的实现;
27、3、木条的取料和放料通过相机捕获图像后反馈到中央系统,进行判断木条上料机械手所需的运动,使得木条的上下料精度更高。
技术特征:
1.一种幕墙立柱智能生产线,它包括有用于放置型材原材料的上料架(5)、用于将型材两端切断到指定长度的双头锯模块(11)、用于将切断后型材平整的数控铣床(14)和加工中心(9);
2.根据权利要求1所述的一种幕墙立柱智能生产线,其特征在于:所述第一夹料机构由第一龙门架(4)和多个夹料机械手(3)组成;第一龙门架(4)上的夹料机械手(3)为第一夹料机械手;每一个第一夹料机械手能够在第一龙门架(4)上做独立横移运动;
3.根据权利要求2所述的一种幕墙立柱智能生产线,其特征在于:所述夹料机械手(3)包括有升降模组(301)、连接在升降模组(301)上的固定座(307)和转动连接在固定座(307)上的翻转板(306);所述固定座(307)上连接有用于带动翻转板(306)转动的转动机构(302);所述翻转板(306)的两端均设置有夹持组件。
4.根据权利要求3所述的一种幕墙立柱智能生产线,其特征在于:所述夹持组件由一端固定在翻转板(306)上的夹持气缸(303)、固定在夹持气缸(303)另一端的活动夹板(304)和固定在翻转板(306)上的定夹板(305)组成;所述定夹板(305)与活动夹板(304)正对设置。
5.根据权利要求1所述的一种幕墙立柱智能生产线,其特征在于:所述料头回收机构包括有第二回收输送线(12);所述第二回收输送线(12)的末端连接有第一回收输送线(1);所述第一回收输送线(1)的末端连接有料头回收箱(13)。
6.根据权利要求1-5任一项所述的一种幕墙立柱智能生产线的加工工艺,包括以下步骤:
技术总结
本发明涉及幕墙立柱加工技术领域,特别涉及一种幕墙立柱智能生产线及其加工工艺,它包括有用于放置型材原材料的上料架、用于将型材两端切断到指定长度的双头锯模块、用于将切断后型材平整的数控铣床和加工中心、中转平台、第一夹料机构、第二夹料机构和设置在第一夹料机构与第二夹料机构之间的半成品输送线;第一夹料机构能够实现上料架上的型材输送至双头锯模块上、用于将双头锯模块上的型材输送至数控铣床上和用于将数控铣床上的型材输送至半成品输送线上;木条上料机械手上设置有视觉辅助系统。在使用本发明时,极大限度地提高生产效率,降低劳动强度;相邻型材层之间通过木条间隔,方便机械手取料,便于自动化的实现。
技术研发人员:王国华,梁锦玲
受保护的技术使用者:佛山市顺德区金工铝门窗机械实业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!