一种预绞丝成型机
本发明涉及预绞丝成型机,具体涉及一种预绞丝成型机。
背景技术:
1、电力对于一个国家有着举足轻重的作用,它是保障工农业生产、军事国防领域、保障民生有着不可替代的作用。
2、作为电力输送的主要载体,架空输电线路具有输送距离远、输送容量大等优势,其安全稳定运行对电网的可靠性尤为重要,预绞丝是用于架空电力导线及电力架空光缆终端、悬挂、接头等的连接金具,是一种受力均匀、安装方便的节能型金具产品。
3、预绞丝在加工过程中会经过“成型”、“分组”、“清洗”、“粘胶”、“喷砂”、“绞合”、“制弯”等多种工序,预绞丝成型机是加工预绞丝成型工序的设备,由丝架、送丝齿轮箱、成型模系统和机架四大部分组成,预绞丝成型过程是将镀锌钢丝等原材料,通过送丝轮压紧、旋转后向模具端推进,克服经过模具时的阻力,得到螺旋状的绞丝状。
4、目前国内市场上还没有定型的预绞丝成型机,这类设备由电力金具生产企业自行研发,没有形成行业规范标准,性能差异较大,存在以下缺点:
5、(1)、送丝力不稳定,导致产品长短不一;
6、(2)、丝架缓冲效果差,不同产品型号需人工调节滚轮位置,费时费力;
7、(3)、不同规格尺寸的原材料孔径不同,需采用人工手动频繁更换送丝轮满足各种孔径需求;
8、(4)、对模具精度要求高;
9、当前设备存在生产过程费时费力、产品质量差等问题,因此研发一种适应生产需要的新型预绞丝成型机有助于提高经济效益,具有现实意义和实用价值。
技术实现思路
1、针对现有技术中的上述问题,本发明提供了一种预绞丝成型机,解决了现有的预绞丝成型机送丝力不稳定,需采用人工手动频繁更换送丝轮的问题。
2、为了达到上述目的,本发明采用的技术方案如下:
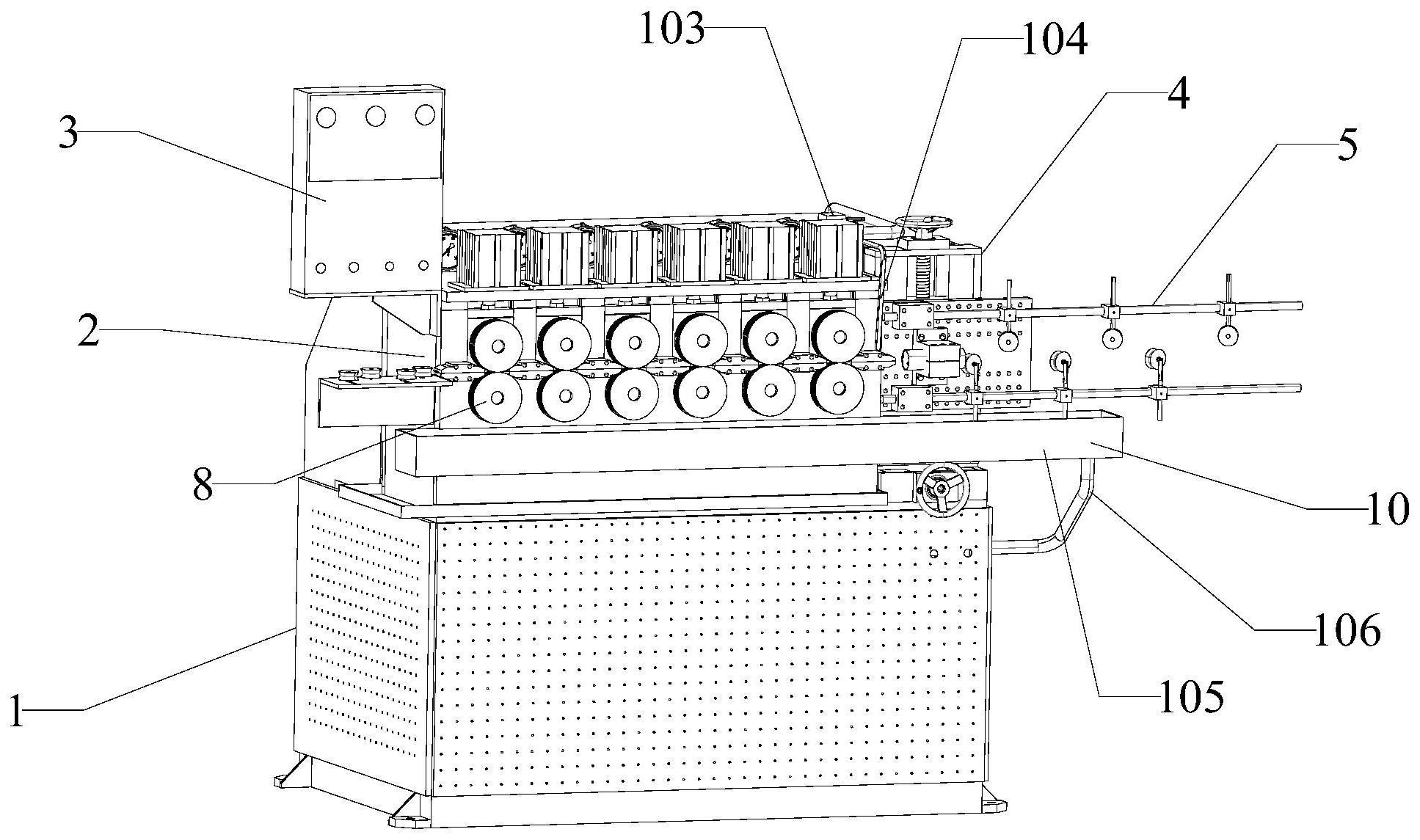
3、提供一种预绞丝成型机,其包括机架,机架上设置有齿轮箱,齿轮箱一侧设置有控制箱,齿轮箱的另一侧设置有丝杠工作台,丝杠工作台上设置有丝架,齿轮箱包括安装在机架上的齿轮架,齿轮架上设置有转动相连的齿轮传动组件和压紧组件,齿轮架上设置有作用于压紧组件的气压组件,齿轮传动组件与机架内的电机通过皮带转动相连,电机与控制箱电性相连,压紧组件接收预绞丝,并将预绞丝传输依次经过丝杠工作台和丝架。
4、本发明通过齿轮箱作为送丝动力,输出稳定送丝力,在输送不同材质的原材料时,只需调整作用于压紧组件的气压组件,便可进行送丝轮与原材料之间压力大小调节,实现送丝速度和送丝力大小的调节。
5、进一步地,齿轮传动组件包括安装于齿轮架一侧的第一传动组和第二传动组,
6、第一传动组包括多列第一齿轮组,第一齿轮组包括上下相互啮合的两个第一齿轮,第二传动组包括位于多列第一齿轮下方的多个第二齿轮,第二齿轮位于相邻第一齿轮组之间并与每列第一齿轮组下方的第一齿轮啮合。
7、进一步地,齿轮传动组件还包括第三传动组和第四传动组,第三传动组包括两块与相邻两个第一齿轮同轴的第三齿轮,第四传动组包括与两个第三齿轮啮合的第四齿轮,第四齿轮通过转轴与带轮转动相连,带轮通过皮带与电机转动相连。
8、进一步地,压紧组件包括安装于齿轮架另一侧的多列送丝轮组件,多列送丝轮组件与多列第一齿轮组的数量和位置相契合;每列送丝轮组包括上下相对的两个送丝轮;送丝轮组上的送丝轮分别通过转轴与第一齿轮组上的第一齿轮转动相连。
9、进一步地,每列两个送丝轮之间设置有走丝器,送丝轮上开设有多列尺寸不同的送丝槽,走丝器内开设有多个与多列送丝槽相契合的走丝孔。
10、进一步地,位于送丝轮组件上方送丝轮处的齿轮架上开设有滑动槽,滑动槽内设置有滑动安装块,送丝轮与第一齿轮之间的转轴穿过滑动安装块;气压组件包括安装于齿轮架上的多个气压缸,每个气压缸的输出轴穿过齿轮架的端部上设置有抵接块,抵接块与滑动安装块的顶部相接触。
11、进一步地,齿轮架上设置有降温组件,降温组件包括设置于机架内的水箱,水箱上设置有水泵,水泵通过水管与齿轮架上的阀门相连通,阀门上设置有出水管,出水管的出水口指向压紧组件的出丝口,多列送丝轮组件的下方设置有回水盒,回水盒通过回水管与水箱连通。
12、进一步地,丝杠工作台包括安装于机架上的第一安装座,第一安装座上活动设置有第二安装座,第二安装座上活动设置有移动板;移动板上均匀开设有若干个安装孔,移动板上通过安装孔安装有模具夹和丝架。
13、进一步地,第一安装座上开设有第一滑槽,第一滑槽内设置有第一丝杠,且第一丝杠延伸于第一滑槽外的端部设置有第一手轮;第二安装座上开设有第二滑槽,第二滑槽内设置有第二丝杠,且第二丝杠延伸于第二滑槽外的端部设置有第二手轮;第二安装座的底部设置有第一滑块,第一滑块嵌设于第一滑槽内,且第一滑块与第一丝杠转动相连;移动板后侧设置有第二滑块,第二滑块嵌设于第二滑槽内,且第二滑块与第二丝杠转动相连。
14、进一步地,丝架包括安装于移动板上的两块安装块,两块安装块分别位于模具夹的上下两侧,安装块上设置有安装杆,安装杆上均匀设置有多组缓冲组件;缓冲组件包括安装于安装杆上的缓冲块,缓冲块上安装有缓冲架,缓冲架包括活动固定于缓冲块上的上缓冲筒体和下缓冲筒体,下缓冲筒体内开设有缓冲槽,上缓冲筒体嵌设于缓冲槽内,缓冲槽的两侧设置有贯穿上缓冲筒体和下缓冲筒体的缓冲孔,缓冲孔内设置有锁片;缓冲槽内设置有伸缩组件,伸缩组件包括相连的伸缩架和第一弹簧,伸缩架的顶端与上缓冲筒体的底部相接触,第一弹簧的底部安装于缓冲槽的底部;下缓冲筒体的底部开设有环槽,环槽内活动设置有安装环,安装环上设置有滚动组件,滚轮组件包括与安装环相连的滚轴以及安装于滚轴上的滚轮,滚轴的两端与滚轮之间设置有第二弹簧。
15、本发明公开了一种预绞丝成型机,其有益效果为:
16、1、本发明通过齿轮箱作为送丝动力,通过电机驱动带轮,并通过齿轮传动组件为压紧组件输出稳定送丝力,在输送不同材质的原材料时,只需调整作用于压紧组件的气压组件,便可进行送丝轮与原材料之间压力大小调节,实现送丝速度和送丝力大小的调节。
17、2、本发明中的丝杠工作台可带动模具夹在机架上进行前后和上下的位置调整,以便匹配不同材质的原材料进行预绞丝成形,满足预绞丝所需要的螺距和高度的生产需要。
18、3、本发明中的丝架内设置有缓冲组件,使滚动组件中的滚轮可相对缓冲架进行上下和左右的伸缩,以及绕缓冲架旋转,缓冲保护设备和保证产品质量,而且不用手动去调节滚轮位置,达到省时省力的效果。
19、4、本发明中的降温组件可在冲掉铁屑和降温的同时,对即将进入模具的原材料进行表面冲洗,冲掉表面杂质,同时对原材料进行润滑,使其通过模具内腔的摩擦力减小,成型过程更为流畅。
技术特征:
1.一种预绞丝成型机,其特征在于:包括机架(1);
2.根据权利要求1所述的预绞丝成型机,其特征在于:所述齿轮传动组件(7)包括安装于齿轮架(6)一侧的第一传动组(71)和第二传动组(72),
3.根据权利要求2所述的预绞丝成型机,其特征在于:所述齿轮传动组件(7)还包括第三传动组(73)和第四传动组(74),所述第三传动组(73)包括两块与相邻两个第一齿轮(712)同轴的第三齿轮(731),所述第四传动组(74)包括与两个第三齿轮(731)啮合的第四齿轮(741);
4.根据权利要求2所述的预绞丝成型机,其特征在于:所述压紧组件(8)包括安装于齿轮架(6)另一侧的多列送丝轮组件(81),多列所述送丝轮组件(81)与多列第一齿轮组(711)的数量和位置相契合;
5.根据权利要求4所述的预绞丝成型机,其特征在于:每列两个所述送丝轮(82)之间设置有走丝器(83),所述送丝轮(82)上开设有多列尺寸不同的送丝槽(84),所述走丝器(83)内开设有多个与多列送丝槽(84)相契合的走丝孔(85)。
6.根据权利要求4所述的预绞丝成型机,其特征在于:位于所述送丝轮组件(81)上方送丝轮(82)处的齿轮架(6)上开设有滑动槽(61),所述滑动槽(61)内设置有滑动安装块(62),所述送丝轮(82)与第一齿轮(712)之间的转轴穿过滑动安装块(62);
7.根据权利要求4所述的预绞丝成型机,其特征在于:所述齿轮架(6)上设置有降温组件(10),所述降温组件(10)包括设置于机架(1)内的水箱(101),所述水箱(101)上设置有水泵(102),所述水泵(102)通过水管与齿轮架(6)上的阀门(103)相连通,所述阀门(103)上设置有出水管(104),所述出水管(104)的出水口指向压紧组件(8)的出丝口;
8.根据权利要求1所述的预绞丝成型机,其特征在于:所述丝杠工作台(4)包括安装于机架(1)上的第一安装座(41),所述第一安装座(41)上活动设置有第二安装座(42),所述第二安装座(42)上活动设置有移动板(43);
9.根据权利要求8所述的预绞丝成型机,其特征在于:所述第一安装座(41)上开设有第一滑槽(411),所述第一滑槽(411)内设置有第一丝杠(412),且第一丝杠(412)延伸于第一滑槽(411)外的端部设置有第一手轮(413);
10.根据权利要求8所述的预绞丝成型机,其特征在于:所述丝架(5)包括安装于移动板(43)上的两块安装块(51),两块所述安装块(51)分别位于模具夹(45)的上下两侧,所述安装块(51)上设置有安装杆(52),所述安装杆(52)上均匀设置有多组缓冲组件(53);
技术总结
本发明公开了一种预绞丝成型机,其包括机架,机架上设置有齿轮箱,齿轮箱一侧设置有控制箱,齿轮箱的另一侧设置有丝杠工作台,丝杠工作台上设置有丝架,齿轮箱包括安装在机架上的齿轮架,齿轮架上设置有转动相连的齿轮传动组件和压紧组件,齿轮架上设置有作用于压紧组件的气压组件,齿轮传动组件与机架内的电机通过皮带转动相连,电机与控制箱电性相连,压紧组件接收预绞丝,并将预绞丝传输依次经过丝杠工作台和丝架;本发明通过齿轮箱作为送丝动力,输出稳定送丝力,在输送不同材质的原材料时,只需调整作用于压紧组件的气压组件,便可进行送丝轮与原材料之间压力大小调节,实现送丝速度和送丝力大小的调节。
技术研发人员:石艳,赵练,赵黎,周泽民
受保护的技术使用者:四川轻化工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!