一种除冰挡圈内螺道加工装置及加工方法与流程
本发明属于滚珠丝杠副领域,具体涉及滚珠丝杠副中的除冰挡圈内螺道的加工装置。
背景技术:
1、如图1、图2所示,滚珠螺母组件由滚珠螺母12、防尘圈14、除冰挡圈13组成。除冰挡圈通过外圆凸键定位,分别安装在滚珠螺母两端,防尘圈与除冰挡圈通过端面键槽连接,为保证滚珠丝杠副正常运行,必须保证除冰挡圈、防尘圈和滚珠螺母的内螺道处于同一条螺旋线中,并且除冰挡圈、防尘圈与滚珠螺母内孔端面要保证0.5mm间隙。
2、如图3、图4、图5所示,除冰挡圈13结构由内螺道、外圆凸键、端面键槽、内孔开口槽等组成。为保证装配技术要求,加工时必须保证内螺道与外圆凸键、端面键槽的角向位置关系。
3、除冰挡圈传统加工方法是内螺道与凸键、端面键槽等特征通过划线配做的方式,保证其位置关系。首先将除冰挡圈内螺道加工完成后,再通过与滚珠螺母、防尘圈、滚珠丝杠等零件试装后,根据装配间隙要求,划线配做凸键及端面键槽等特征。传统加工方法加工流程繁琐,加工效率低下,质量不稳定,故此需探究一种针对除冰挡圈加工螺道的方法,保证除冰挡圈加工的质量。
技术实现思路
1、本发明的目的是提供一种除冰挡圈内螺道加工装置及加工方法,此方法在加工除冰挡圈内螺道时,能够有效保证内螺道与外圆凸键、端面键槽的角向位置关系,保证装配时除冰挡圈内螺道与滚珠螺母内螺道的螺旋线重合,并满足除冰挡圈装配端面间隙要求。此方法加工成本低,加工效率较传统加工有明显提升,且加工质量稳定可靠,有效解决了除冰挡圈常规加工方法的不足。
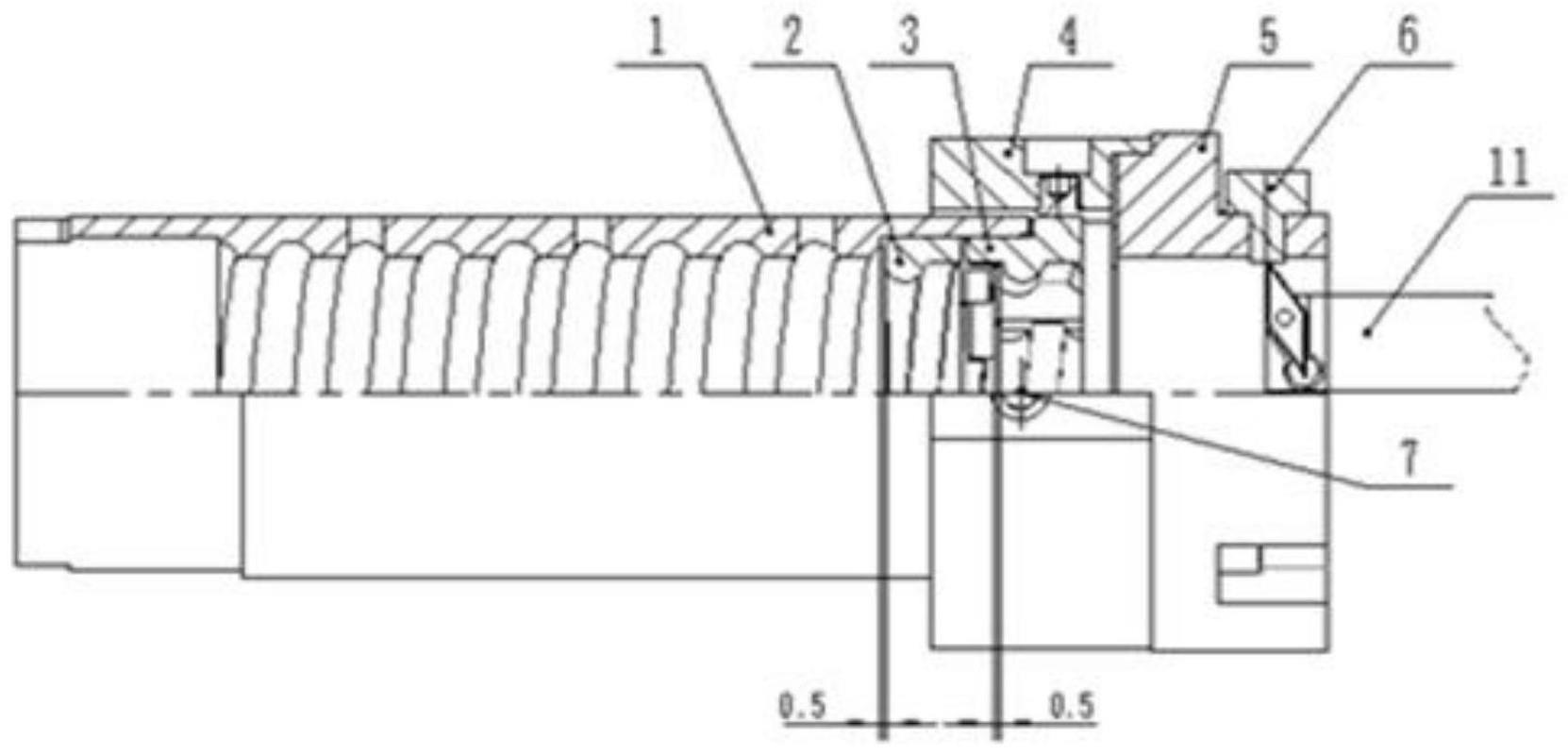
2、本发明技术方案是,一种除冰挡圈内螺道加工装置,包括装置主体,其特征是装置主体通过三爪装夹在机床上;将定位环安装在装置主体上,保证扁方平行,用内六角圆柱端紧定螺钉锁紧;将防尘圈和除冰挡圈分别安装在装置主体中,用内六角平端紧定螺钉锁紧;将对刀体安装在定位环中,使用圆柱销进行定位,保证对刀体与定位环扁方平行,使用内六角圆柱头螺钉锁紧对刀体;将分中块安装在对刀体中。
3、本发明有益效果如下:
4、1、本发明结构及原理简单,重复定位精度高,拆装方便,可实现快速准确对刀,加工质量稳定,互换性好。
5、2、本发明利用数控车床一次装夹找正装置主体后,只需要拆装对刀体,实现快速更换零件。
6、3、本发明针对除冰挡圈加工及装配特点,解决了常规配加工方式导致的加工流程繁琐,加工效率低下,质量不稳定的问题,极大提升了除冰挡圈加工效率及加工质量。
技术特征:
1.一种除冰挡圈内螺道加工装置,包括装置主体(1),其特征是装置主体(1)通过三爪装夹在机床上;将定位环(4)安装在装置主体(1)上,保证扁方平行,用内六角圆柱端紧定螺钉(7)锁紧;将防尘圈(2)和除冰挡圈(3)分别安装在装置主体(1)中,用内六角平端紧定螺钉(8)锁紧;将对刀体(5)安装在定位环(4)中,使用圆柱销(10)进行定位,保证对刀体(5)与定位环(4)扁方平行,使用内六角圆柱头螺钉(9)锁紧对刀体(5);将分中块(6)安装在对刀体(5)中。
2.如权利要求1所述的一种除冰挡圈内螺道加工装置的加工方法,其特征是包括以下步骤:
技术总结
本发明公开了一种除冰挡圈内螺道加工装置及加工方法,将定位环安装在装置主体上,保证扁方平行,用内六角圆柱端紧定螺钉锁紧;将防尘圈和除冰挡圈分别安装在装置主体中,用内六角平端紧定螺钉锁紧;将对刀体安装在定位环中,使用圆柱销进行定位,保证对刀体与定位环扁方平行,使用内六角圆柱头螺钉锁紧对刀体;将分中块安装在对刀体中。此方法在加工除冰挡圈内螺道时,能够有效保证内螺道与外圆凸键、端面键槽的角向位置关系,保证装配时除冰挡圈内螺道与滚珠螺母内螺道的螺旋线重合,并满足除冰挡圈装配端面间隙要求。
技术研发人员:樊延都,陈利宏,张选龙,赵峰,党攀
受保护的技术使用者:西安华欧精密机械有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!