一种加工超长深孔型腔的刀杆的制作方法
本发明属于机械加工领域,具体涉及一种加工超长深孔型腔的刀杆。
背景技术:
1、在目前机械加工行业里,镗内孔是最常见的一种加工方式,需要加工的内孔也是各式各样,常规的车床设备,只适合于加工通孔或开口大的阶梯孔。对于加工长度超过500mm的深孔台阶零件,如图1所示,就需要定制专用的镗刀杆。
2、传统的加工方法是:使用加工深度大于1/2长度的镗刀杆,采取调头装夹的方式,分别从两头端面往内部加工。这样的加工方法遇到的问题是,刀杆悬伸长度较大,刀尖处会因为工件的径向反作用力造成“让刀”,要保证合格的尺寸,就需要反复测量工件的加工尺寸,不断地调整刀具补偿值,这个补偿值会在调头加工后,因刀具磨损、所受到的径向力不一致、装夹误差等因素,会使零件型腔中部形成一个环形接刀痕迹,要去除这个接刀痕迹需耗费大量的人工成本,且尺寸公差及粗糙度不易保证,降低产品质量,甚至造成零件的报废。
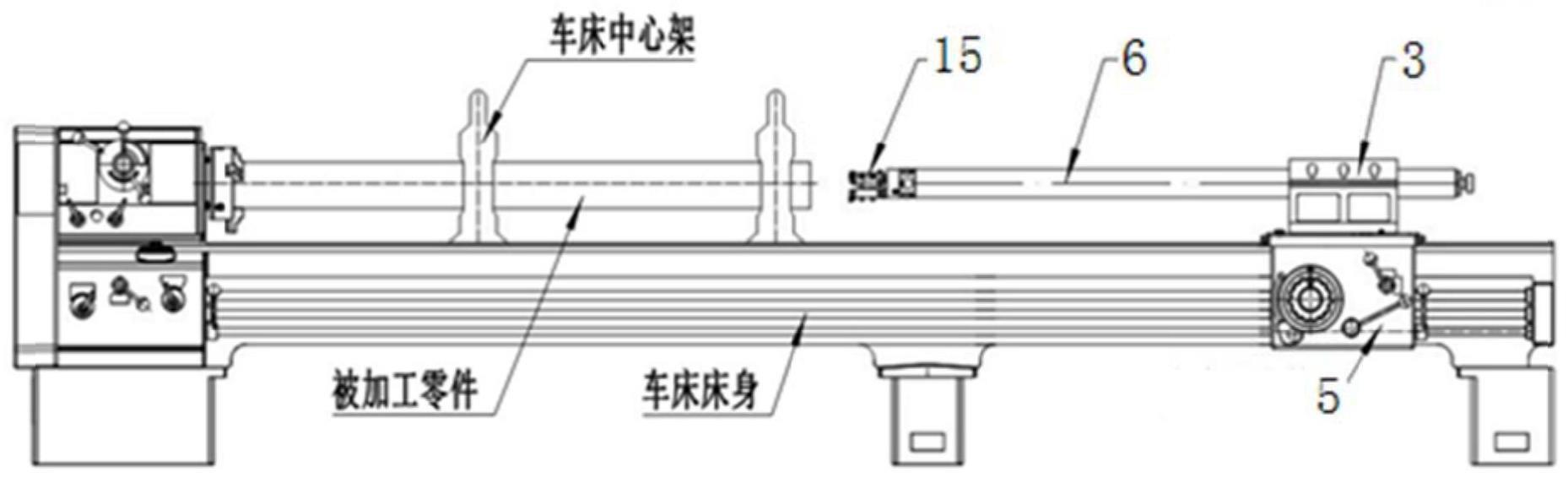
3、因此,设计一种专用于加工超长深孔型腔类零件的刀具,来解决因加工导致的不合格,降低成本提高效率就显得很有必要。图2是本发明专利刀杆安装于车床设备后的组成图。
技术实现思路
1、为了解决现有普通设备不能加工“口小肚大”的超长深孔类的零件,常规的加工方法不能保证内孔壁的粗糙度,且加工效率底,人工成本高,需要使用造价高昂的专用的设备与刀具,才能保证内孔一次性加工至合格尺寸的问题。
2、本发明专利的技术手段是:一种加工超长深孔型腔的刀杆,包括车床滑座箱,所述车床滑座箱上设有刀杆固定座、所述刀杆固定座设有刀杆,所述刀杆前端设有刀头,还包括锥体、连接法兰、五寸三爪卡盘、装刀块、装刀块底座、撑紧块;
3、所述刀杆内设有过渡套,所述过渡套内设有螺纹套,所述螺纹套内设有拉杆,所述刀杆一端设有锁紧螺母,所述螺纹套与锁紧螺母相互配合连接;
4、所述拉杆一端连接锥体,所述刀杆与五寸三爪卡盘通过连接法兰连接,所述五寸三爪卡盘上设有改制卡爪,所述改制卡爪连接装刀块底座,所述装刀块底座连接装刀块;
5、所述装刀块外侧设有支撑块,所述支撑块内设有钢球,所述支撑块内钢球上方设有填充块;所述填充块上方设有撑紧块,撑紧块与锥体接触连接;
6、所述装刀块顶端设有刀头。
7、所述刀杆为空心结构。
8、所述刀杆的悬伸长度是可调整的。
9、所述刀杆长2500mm。
10、所述刀头的位置可以通过调整锥体的位置进行改变。
11、所述改制卡爪整体为方形结构,方形结构相邻两侧设有锯齿状结构。
12、所述刀头与装刀块的接触面为90度的锯齿槽。
13、本发明专利的优点是:一种加工超长深孔型腔的刀杆,利用空心杆及拉杆相互锁紧的方式为主要结构,结构简单、造价低廉,工人容易操作,具有很好的抗震和控制效果;解决了车床设备不能加工超长深孔“口小肚大”类零件的问题,并提高了此类零件的加工合格率;解决了尺寸公差不易控制及粗糙度不达标的情况,节约了工人后续打磨的劳动成本,提高了生产效率。
技术特征:
1.一种加工超长深孔型腔的刀杆,包括车床滑座箱(5),所述车床滑座箱(5)上设有刀杆固定座(3)、所述刀杆固定座(3)设有刀杆(6),所述刀杆(6)前端设有刀头(15),其特征在于:还包括锥体(9)、连接法兰(8)、五寸三爪卡盘(10)、装刀块(12)、装刀块底座(11)、撑紧块(14);
2.如权利要求1所述的一种加工超长深孔型腔的刀杆,其特征在于:所述刀杆(6)为空心结构。
3.如权利要求1所述的一种加工超长深孔型腔的刀杆,其特征在于:所述刀杆(6)的悬伸长度是可调整的。
4.如权利要求1所述的一种加工超长深孔型腔的刀杆,其特征在于:所述刀杆(6)长2500mm。
5.如权利要求1所述的一种加工超长深孔型腔的刀杆,其特征在于:所述刀头(15)的位置可以通过调整锥体(9)的位置进行改变。
6.如权利要求1所述的一种加工超长深孔型腔的刀杆,其特征在于:所述改制卡爪(17)整体为方形结构,方形结构相邻两侧设有锯齿状结构。
7.如权利要求1所述的一种加工超长深孔型腔的刀杆,其特征在于:所述刀头(15)与装刀块(12)的接触面为90度的锯齿槽。
技术总结
一种加工超长深孔型腔的刀杆,为了解决现有普通设备不能加工“口小肚大”的超长深孔类的零件,不能保证内孔壁的粗糙度,加工效率底,人工成本高,需要使用造价高昂的专用的设备与刀具,才能保证内孔一次性加工至合格尺寸的问题,本发明车床滑座箱上设有刀杆固定座、刀杆,刀头,锥体、五寸三爪卡盘、装刀块、装刀块底座、撑紧块;过渡套,螺纹套,螺纹套内设有拉杆,五寸三爪卡盘上设有改制卡爪,本发明结构简单、造价低廉,工人容易操作,具有很好的抗震和控制效果;解决了车床设备不能加工超长深孔“口小肚大”类零件的问题,提高了加工合格率;解决了尺寸公差不易控制及粗糙度不达标的情况,节约了后续打磨的劳动成本,提高了生产效率。
技术研发人员:樊延都,陈利宏,张选龙,党攀,赵峰
受保护的技术使用者:西安华欧精密机械有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!