一种深孔埋弧堆焊的自动送料装置的制作方法
本发明属于自动焊接设备领域,尤其涉及一种深孔埋弧堆焊的自动送料装置。
背景技术:
1、堆焊作为材料表面改性的一种经济而快速的工艺方法,越来越广泛地应用于各个工业部门零件的制造修复中。为了最有效地发挥堆焊层的作用,希望采用的堆焊方法有较小的母材稀释、较高的熔敷速度和优良的堆焊层性能,即优质、高效、低稀释率的堆焊技术。采用合理的堆焊工艺参数是保证电渣堆焊过程稳定,焊缝质量良好的有效手段。影响带极电渣堆焊质量的工艺参数最主要的有焊接电压、电流和焊接速度,其次还有干伸长,焊剂层厚度,焊道间搭接量、焊接位置等。传统的焊剂输送往往采用装满焊剂的大料斗吊在高处,靠重力将颗粒状的焊剂自然流到焊枪嘴周围,埋住焊丝,实现埋弧焊接。若想将焊剂输送到深孔堆焊的焊枪处,难度极大。
2、专利号为201821058058.1的中国发明专利公开了一种可以实现横向管道窄间隙埋弧焊接的焊剂输送,使焊剂深入至焊道的根部,使管道横向焊接效率更高,质量更好的用于横向管道窄间隙埋弧自动焊机的焊剂输送装置。它包括漏斗、氩气输送管、焊剂保持盒、吹送头和送料管;漏斗的下端与氩气输送管相连,氩气输送管与焊剂保持盒相连;吹送头设置于焊剂保持盒内,送料管的一端与吹送头相连,送料管的另一端通向焊机的焊道的根部。该方案未提及深孔使用场合。
3、在深孔埋弧自动堆焊中,遇到最大技术难题就是焊剂的自动输送和回收,埋弧堆焊深孔,由于空间狭小的深孔,传统靠重力输送焊剂往往行不通,焊剂输送管往往需要6~20m,依靠正压空气风动输送,风力输送压力焊剂压力至少需要0.5wpa,送料管将焊剂送到枪头处就会喷料,压力低于<0.5mpa,又无法靠风力推动焊剂移动到焊枪,则需要一种送料罐,在具有储料功能的基础上,能实现自然无压送料、不喷料、不堵料,满足焊枪导电嘴周围均匀铺料埋弧焊接。
技术实现思路
1、本发明的目的是提供一种深孔埋弧堆焊的自动送料装置,克服现有技术的不足,可以靠风力将焊剂自动均匀输送到焊枪的导电嘴周围,实现焊接过程中不喷料、不断料,保证埋弧堆焊的顺利进行。
2、为实现上述目的,本发明通过以下技术方案实现:
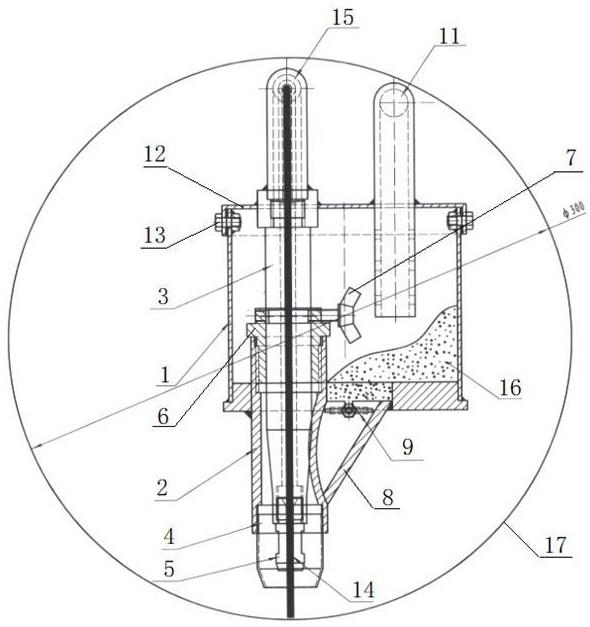
3、一种深孔埋弧堆焊用的自动焊剂送料装置,其特征在于,包括料斗、y型通套、焊枪杆、焊嘴套和导电嘴,y型通套设置在焊枪杆的下端外侧,y型通套底端与焊嘴套相连接,焊嘴套内设有导电嘴,导电嘴顶部与焊枪杆下端相连接;y型通套与焊枪杆之间通过连接件相连接,所述连接件的顶部通过顶丝与焊枪杆定位连接,连接件的下部与y型通套通过螺纹相连接;所述y型通套的外侧固定连接有料斗,所述y型通套的一侧设有焊剂通道与料斗的底部焊剂出口相连通,焊剂出口处设有控制流量的翻板阀和开关把手。
4、所述焊剂进料管的管口高度与料斗中设定料位相对应,当料斗内的焊剂达到设定料位时,焊剂将进料管的出口堵死,送料停止。
5、所述翻板阀的阀轴上连接有开关把手,在侧壁上设有透明视窗。
6、所述开关把手对应的料斗外壁上设有开启刻度。
7、所述料斗的顶部与焊剂进料管相连通,焊剂进料管与风送软管相连接,风送软管的另一端连接焊剂仓。
8、所述料斗的顶部设有盖板,盖板通过螺钉与料斗相连接。
9、与现有技术相比,本发明的有益效果是:
10、1)适合堆焊的φ300mm以上深孔的埋弧自动堆焊,体积小,靠风力正压将焊剂输送到焊接料头上部的焊剂导料管内,然后料斗内的焊剂依靠重力自动流入到焊枪的导电嘴周围,保证埋弧堆焊的顺利进行;
11、2)焊剂进料管与风送软管相连,焊剂料斗套在焊枪上,在焊枪一侧形成进料口,其余料罐成封闭的容器,材质为304不锈钢制成,在料仓出口处装有翻板阀开关把手,用来控制焊剂的送料的流量和开启关断;
12、3)焊剂的进料靠焊剂进料管管口控制,当料斗内焊剂充满后将管口堵死,即可自动停止送料,当料斗缺料时自动补料,充满后自动停止,整个送料过程中不会出现喷料、不会断料,实现埋弧堆焊过程中的连续供料。
技术特征:
1.一种深孔埋弧堆焊用的自动焊剂送料装置,其特征在于,包括料斗、y型通套、焊枪杆、焊嘴套和导电嘴,y型通套设置在焊枪杆的下端外侧,y型通套底端与焊嘴套相连接,焊嘴套内设有导电嘴,导电嘴顶部与焊枪杆下端相连接;y型通套与焊枪杆之间通过连接件相连接,所述连接件的顶部通过顶丝与焊枪杆定位连接,连接件的下部与y型通套通过螺纹相连接;所述y型通套的外侧固定连接有料斗,所述y型通套的一侧设有焊剂通道与料斗的底部焊剂出口相连通,焊剂出口处设有控制流量的翻板阀和开关把手。
2.根据权利要求1所述的一种深孔埋弧堆焊的自动送料装置,其特征在于,所述焊剂进料管的管口高度与料斗中设定料位相对应,当料斗内的焊剂达到设定料位时,焊剂将进料管的出口堵死,送料停止。
3.根据权利要求1所述的一种深孔埋弧堆焊的自动送料装置,其特征在于,所述翻板阀的阀轴上连接有开关把手,在侧壁上设有透明视窗。
4.根据权利要求3所述的一种深孔埋弧堆焊的自动送料装置,其特征在于,所述开关把手对应的料斗外壁上设有开启刻度。
5.根据权利要求1所述的一种深孔埋弧堆焊的自动送料装置,其特征在于,所述料斗的顶部与焊剂进料管相连通,焊剂进料管与风送软管相连接,风送软管的另一端连接焊剂仓。
6.根据权利要求1所述的一种深孔埋弧堆焊的自动送料装置,其特征在于,所述料斗的顶部设有盖板,盖板通过螺钉与料斗相连接。
技术总结
本发明属于自动焊接设备领域,尤其涉及一种深孔埋弧堆焊的自动送料装置,其特征在于,包括料斗、Y型通套、焊枪杆、焊嘴套和导电嘴,Y型通套设置在焊枪杆的下端外侧,Y型通套底端与焊嘴套相连接,焊嘴套内设有导电嘴,导电嘴顶部与焊枪杆下端相连接;Y型通套与焊枪杆之间通过连接件相连接,连接件的顶部通过顶丝与焊枪杆定位连接,连接件的下部与Y型通套通过螺纹相连接;Y型通套的外侧固定连接有料斗,Y型通套的一侧设有焊剂通道与料斗的底部焊剂出口相连通,焊剂出口处设有控制流量的翻板阀和开关把手。本发明的优点是:适合Φ300mm以上深孔的埋弧自动堆焊,焊剂靠风力正压输送,再靠重力流到焊枪的导电嘴周围,保证堆焊的顺利进行。
技术研发人员:付成
受保护的技术使用者:辽宁天利再造科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!