用于汽车结构件的弧焊氧化皮防护装置及方法与流程
本发明涉及汽车零部件焊接领域,特别涉及一种用于汽车结构件的弧焊氧化皮防护装置及方法。
背景技术:
1、在现有技术中,熔化极气体保护焊接通常采用ar、co2或混合气体对焊缝进行保护,但是焊缝背面由于底盘结构件接头类型的限制,通常很难进行防护。在焊接电弧和熔池高温作用下,焊缝背面暴露在空气中会发生高温氧化,生成不同程度的氧化皮。氧化皮结构疏松、性能硬脆,容易和基体剥离,导致后续油漆附着力差,油漆在外力作用下剥落使结构件基体失去防护作用,产生腐蚀甚至结构失效的风险大大增加。因此,传统生产工艺需要焊接后对氧化皮进行清除处理,处理方法包括化学法、电化学法和机械法等,如酸洗、抛丸、机械打磨、激光清洗等。
2、焊后各种处理方法各有局限性和限制条件,如酸洗和抛丸对于废酸和粉尘的回收要求非常严格,机械打磨对于粉尘和操作人员要求高,局部焊缝位置可达性差等,激光清洗在大批量大面积应用上存在效率偏低等问题。因此,国内外在预防氧化皮生成方面开展了研究和探索。
3、然而,现有技术还不能满足汽车底盘被保护零件结构复杂、高度自动化生产的防氧化需求,需要开发一种适用于汽车底盘结构用的氧化皮防护方法和装置。
4、因此,本申请发明人设计了一种用于汽车结构件的弧焊氧化皮防护装置及方法,以期克服上述技术问题。
技术实现思路
1、本发明要解决的技术问题是为了克服现有技术中焊接处理方法具有局限性和限制条件,无法满足汽车底盘被保护零件结构复杂,高度自动化生产的防氧化需求的缺陷,提供一种用于汽车结构件的弧焊氧化皮防护方法及装置。
2、本发明是通过下述技术方案来解决上述技术问题的:
3、一种用于汽车结构件的弧焊氧化皮防护装置,其特点在于,所述弧焊氧化皮防护装置包括中空的防护件本体和至少一根进气管,所述防护件本体上至少一个端面开设有若干出气孔,所述进气管安装在所述防护件本体的侧部,由所述进气管向所述防护件本体内通入保护气体,所述保护气体再由所述出气孔流出,所述出气孔的出气方向朝向焊缝背面。
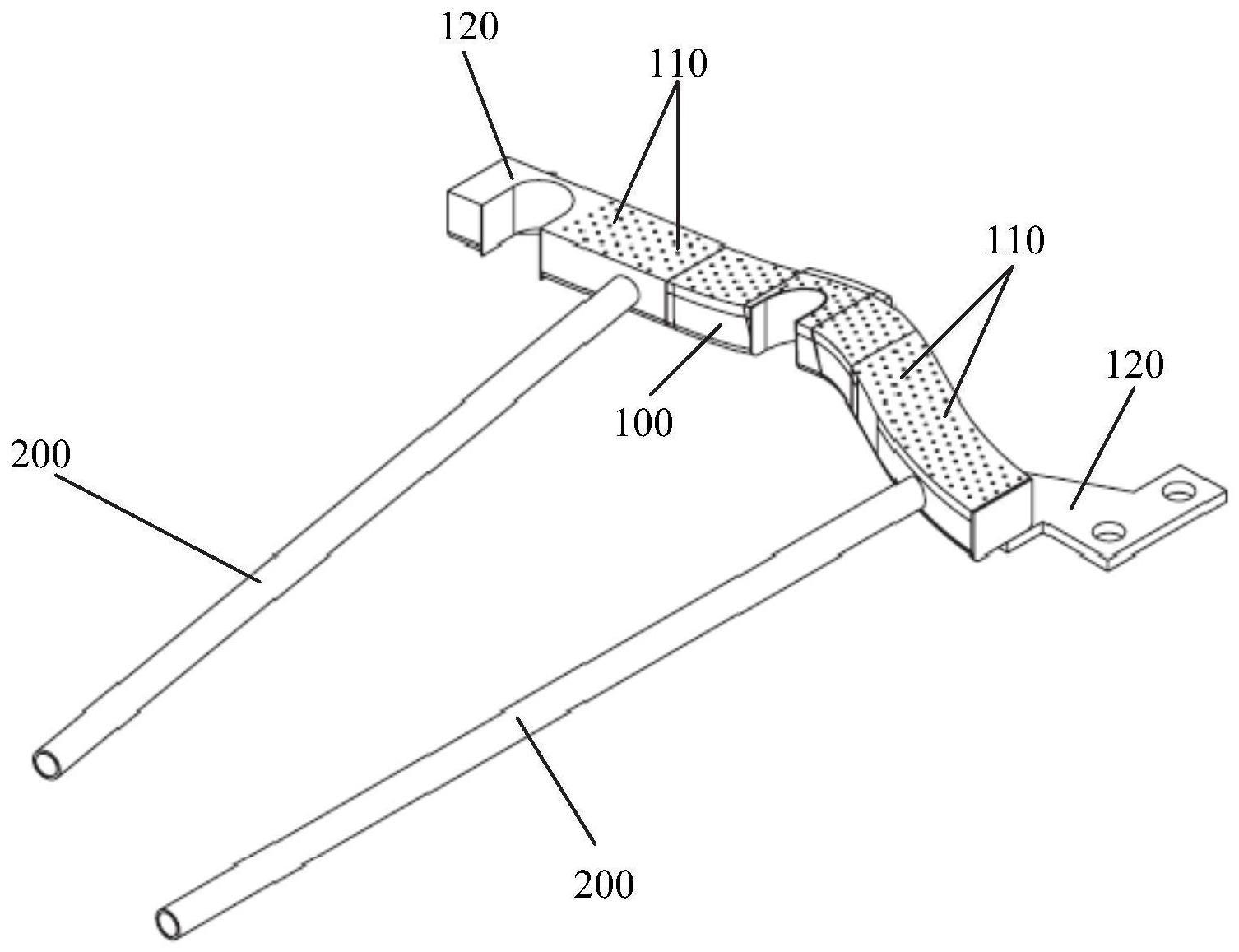
4、一种用于汽车结构件的弧焊氧化皮防护装置,其特点在于,所述弧焊氧化皮防护装置包括防护件本体和至少一根进气管,所述防护件本体的至少一个侧边区域设置有至少一个中空的防护通道,所述防护通道的上端面上开设有若干出气孔;
5、所述防护件本体的中间区域为空腔体,所述进气管安装在所述防护件本体的侧边处,用于向所述防护通道和所述空腔体内通入保护气体;
6、所述保护气体由所述进气管进入所述防护件本体,再由所述出气孔流出,所述出气孔的出气方向朝向焊缝背面。
7、根据本发明的一个实施例,相邻两个所述出气孔之间的间距满足公式l=(5~10)×φ;其中,φ表示出气孔的孔径,l表示相邻两个出气孔之间的间距。
8、根据本发明的一个实施例,所述出气孔的直径为1mm至2mm,所述出气孔布局区域的宽度为10mm至30mm。
9、根据本发明的一个实施例,相邻两个所述出气孔之间的间距为2mm至10mm。
10、根据本发明的一个实施例,所述防护件本体采用铜制成。
11、根据本发明的一个实施例,所述防护通道为铜管结构,所述铜管结构的直径为6mm至10mm。
12、根据本发明的一个实施例,所述保护气体采用惰性气体。
13、本发明公开了一种用于汽车结构件的弧焊氧化皮防护方法,其特点在于,所述弧焊氧化皮防护方法采用如上所述的用于汽车结构件的弧焊氧化皮防护装置,其包括:
14、焊接前,在所述弧焊氧化皮防护装置中预通入保护气体,将所述弧焊氧化皮防护装置固定在焊接工装夹具上,使得出气孔朝向焊缝背面;
15、焊接过程中,所述保护气体由出气孔中吹出,使焊缝背面的被保护零件表面和所述弧焊氧化皮防护装置间空隙中的空气和氧气得到有效排出,同时隔绝新的空气和氧气进入;
16、焊接后,所述弧焊氧化皮防护装置中保护气体延迟一段时间关闭,确保焊缝金属冷却在所述防护气体的防护下冷却到预设温度。
17、根据本发明的一个实施例,焊接过程中所述保护气体的流量为2-20l/min。
18、根据本发明的一个实施例,所述弧焊氧化皮防护装置的表面与被保护零件的表面之间距离为0.1mm至2mm。
19、本发明的积极进步效果在于:
20、本发明用于汽车结构件的弧焊氧化皮防护装置及方法,具有如下诸多优势:
21、一、通过保护气体和cu块冷却联合作用,有效隔绝焊缝背面氧气,同时降低焊缝背面金属温度和高温下停留时间,从而有效抑制金属氧化反应发生,从源头避免焊缝背面氧化皮的产生。
22、二、所述弧焊氧化皮防护装置可以根据需保护产品表面型面的变化而变化和调节,具有良好的柔性。
23、三、保护气体可以根据实际生产条件和经济性选择氩气、氮气、二氧化碳或者他们的组合。
24、最终实现可显著减少汽车底盘结构件焊缝背面氧化皮的装置及方法,保证底盘结构件产品焊缝背面具有良好的表面质量和油漆防护性能。
技术特征:
1.一种用于汽车结构件的弧焊氧化皮防护装置,其特征在于,所述弧焊氧化皮防护装置包括中空的防护件本体和至少一根进气管,所述防护件本体上至少一个端面开设有若干出气孔,所述进气管安装在所述防护件本体的侧部,由所述进气管向所述防护件本体内通入保护气体,所述保护气体再由所述出气孔流出,所述出气孔的出气方向朝向焊缝背面。
2.一种用于汽车结构件的弧焊氧化皮防护装置,其特征在于,所述弧焊氧化皮防护装置包括防护件本体和至少一根进气管,所述防护件本体的至少一个侧边区域设置有至少一个中空的防护通道,所述防护通道的上端面上开设有若干出气孔;
3.如权利要求1或2所述的用于汽车结构件的弧焊氧化皮防护装置,其特征在于,相邻两个所述出气孔之间的间距满足公式l=(5~10)×φ;
4.如权利要求3所述的用于汽车结构件的弧焊氧化皮防护装置,其特征在于,所述出气孔的直径为1mm至2mm,所述出气孔布局区域的宽度为10mm至30mm。
5.如权利要求3所述的用于汽车结构件的弧焊氧化皮防护装置,其特征在于,相邻两个所述出气孔之间的间距为2mm至10mm。
6.如权利要求1或2所述的用于汽车结构件的弧焊氧化皮防护装置,其特征在于,所述防护件本体采用铜制成。
7.如权利要求2所述的用于汽车结构件的弧焊氧化皮防护装置,其特征在于,所述防护通道为铜管结构,所述铜管结构的直径为6mm至10mm。
8.如权利要求1或2所述的用于汽车结构件的弧焊氧化皮防护装置,其特征在于,所述保护气体采用惰性气体。
9.一种用于汽车结构件的弧焊氧化皮防护方法,其特征在于,所述弧焊氧化皮防护方法采用如权利要求1-8任意一项所述的用于汽车结构件的弧焊氧化皮防护装置,其包括:
10.如权利要求9所述的用于汽车结构件的弧焊氧化皮防护方法,其特征在于,焊接过程中所述保护气体的流量为2-20l/min。
11.如权利要求9所述的用于汽车结构件的弧焊氧化皮防护方法,其特征在于,所述弧焊氧化皮防护装置的表面与被保护零件的表面之间距离为0.1mm至2mm。
技术总结
本发明提供了一种用于汽车结构件的弧焊氧化皮防护装置及方法,所述弧焊氧化皮防护装置包括中空的防护件本体和至少一根进气管,所述防护件本体上至少一个端面开设有若干出气孔,所述进气管安装在所述防护件本体的侧部,由所述进气管向所述防护件本体内通入保护气体,所述保护气体再由所述出气孔流出,所述出气孔的出气方向朝向焊缝背面。本发明通过保护气体和Cu块冷却联合作用,有效隔绝焊缝背面氧气,同时降低焊缝背面金属温度和高温下停留时间,从而有效抑制金属氧化反应发生,从源头避免焊缝背面氧化皮的产生。
技术研发人员:黄冬,马立,宿永起,马俊伟,钱丹辉
受保护的技术使用者:上海汇众汽车制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!