一种中厚板直径加长锥形管加工装备的制作方法
本发明涉及一种中厚板直径加长锥形管加工装备,属于机械加工设备。
背景技术:
1、螺旋绞龙是螺旋输送机的重要部件,锥形螺旋绞龙是螺旋绞龙的一种重要的形式。锥形螺旋绞龙的整体轮廓是带锥度的,因此,锥形螺旋绞龙的中心轴也是带锥度的。锥形螺旋绞龙的中心轴通常是采用锥管制成。
2、某型号的锥形螺旋绞龙,由于其参数的要求,需要使用中厚板来加工小直径且长度加长的锥形管,这种锥形管的长径比大。由于使用上的要求,不允许分段制作,目前在国内和国际都没有合适的设备来生产中厚板小直径加长锥形管,针对客户要求,制作了中厚板直径加长锥形管加工装备。
技术实现思路
1、本发明的目的是提供一种中厚板直径加长锥形管加工装备,来解决使用中厚板加工大长径比的圆锥形管的问题。
2、为了实现上述目的,本发明采用的技术方案是:
3、一种中厚板直径加长锥形管加工装备,包括底座平台、安装在底座平台上的圆锥管下模具以及沿圆锥管下模具的长度方向设置的若干下压组件;还包括圆锥管上模具;圆锥管模具被下压组件控制下压同圆锥管下模具配合使圆锥管弧板成形;各个下压组件同步下压。
4、本技术方案进一步的改进为:下压组件包括下压杆、上架板以及至少两个支撑杆;支撑杆下端固定在底座平台上,且位于圆锥管下模具的两侧,上架板固定在支撑杆的上端;下压杆固定在上架板的下端面并且向下设置,下压杆的伸缩端执行下压动作。
5、本技术方案进一步的改进为:下压杆的伸缩端固定设置下压板。
6、本技术方案进一步的改进为:底座平台上设置若干用于同支撑杆配合的安装孔,支撑杆根据需要安装在相应的位置。
7、本技术方案进一步的改进为:圆锥管下模具包括底板、立板、加强板和筋板焊接形成;立板设置具有锥度的内腔;加强板和筋板焊接设置在立板的侧面,加强板和筋板还同底板焊接固定。
8、本技术方案进一步的改进为:圆锥管上模具分段设置,各段圆锥管上模具的立板的内腔的锥度一致。
9、本技术方案进一步的改进为:底座平台包括相对设置的两组型钢以及固定在型钢上的钢板,在钢板的边缘位置设置若干通孔作为安装孔。
10、本技术方案进一步的改进为:还包括圆锥管上模具;所述圆锥管上模具被下压组件控制下压同圆锥管模具配合挤压使第二块圆锥管弧板成形;圆锥管模具和圆锥管上模具根据需要顺序放置。
11、本技术方案进一步的改进为:下压杆为液压油缸。
12、由于采用了上述技术方案,本发明取得的技术效果有:
13、本发明在底座平台上设置圆锥管下模具以及配合使用的圆锥管模具,在将半锥形加长管展开半放置在圆锥管下模具与圆锥管模具之间后,通过下压组件对圆锥管模具的下压能够使半锥形管压制成形,进而能够通过轴向焊接的工艺方式达到小直径加长锥形管的制作。
14、本发明还可以设置圆锥管上模具,通过使用圆锥管上模具,可以一次工艺实现两块半锥形加长管的压制。在将第一块半锥形加长管压制形成后,直接机械加工第二块半锥形加长管;由圆锥管上模具同圆锥管模具之间的配合,对二块半锥形加长管压制成形;在两块半锥形加长管压制形成后,可以在该装备上进行点焊来使两块半锥形加长管形成初步的连接结构,便于后续的焊接加工,这样省去了两块半锥形加长管焊接时的对接工作,整体上的工作效率得到提高。
15、本发明中下压组件通过支撑杆安装在底座平台上,将支撑杆采用可拆装的方式进行安装,可以根据需要将支撑杆安装在相应的位置,从而使下压组件能够根据不同锥形管参数的需要来安装沿圆锥管下模具轴向的不同位置上。
16、本发明中圆锥管上模具分段设置,各段圆锥管上模具的内腔的锥度一致,可以根据实际需要加工的圆锥管的长度来组装设置对应长度的圆柱管上模具。,下压组件的个数也根据实际需要安装。
17、本发明解决了使用中厚板加工长径比较大的圆锥管的问题,提高了整体上的加工效率。
技术特征:
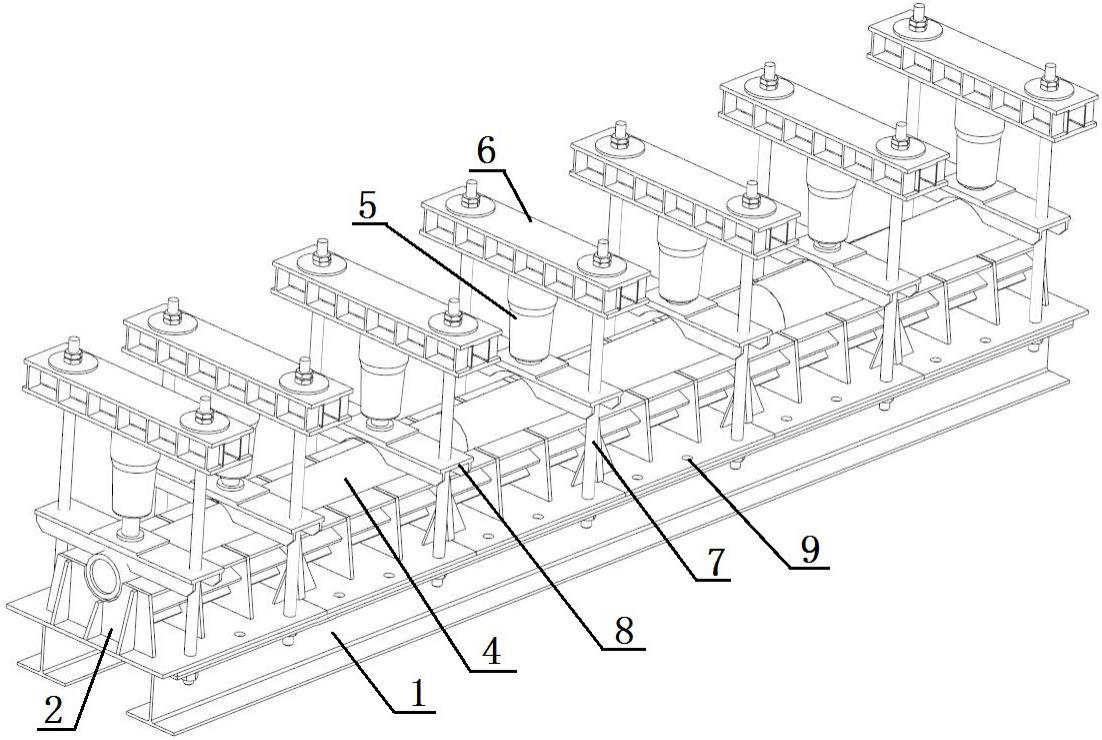
1.一种中厚板直径加长锥形管加工装备,其特征在于:包括底座平台(1)、安装在底座平台(1)上的圆锥管下模具(2)以及沿圆锥管下模具(2)的长度方向设置的若干下压组件;还包括圆锥管上模具(3);圆锥管模具(3)被下压组件控制下压同圆锥管下模具(2)配合使圆锥管弧板成形;各个下压组件同步下压。
2.根据权利要求1所述的一种中厚板直径加长锥形管加工装备,其特征在于:下压组件包括下压杆(5)、上架板(6)以及至少两个支撑杆(7);支撑杆(7)下端固定在底座平台(1)上,且位于圆锥管下模具(2)的两侧,上架板(6)固定在支撑杆(7)的上端;下压杆(5)固定在上架板(6)的下端面并且向下设置,下压杆(5)的伸缩端执行下压动作。
3.根据权利要求2所述的一种中厚板直径加长锥形管加工装备,其特征在于:下压杆(5)的伸缩端固定设置下压板(8)。
4.根据权利要求2所述的一种中厚板直径加长锥形管加工装备,其特征在于:底座平台(1)上设置若干用于同支撑杆配合的安装孔(9),支撑杆(7)根据需要安装在相应的位置。
5.根据权利要求1所述的一种中厚板直径加长锥形管加工装备,其特征在于:圆锥管下模具(2)包括底板(2-1)、立板(2-2)、加强板(2-3)和筋板(2-4)焊接形成;立板(2-2)设置具有锥度的内腔;加强板(2-3)和筋板(2-4)焊接设置在立板(2-2)的侧面,加强板(2-3)和筋板(2-4)还同底板(2-1)焊接固定。
6.根据权利要求4所述的一种中厚板直径加长锥形管加工装备,其特征在于:圆锥管上模具(3)分段设置,各段圆锥管上模具(3)的立板(2-2)的内腔的锥度一致。
7.根据权利要求1所述的一种中厚板直径加长锥形管加工装备,其特征在于:底座平台(1)包括相对设置的两组型钢以及固定在型钢上的钢板,在钢板的边缘位置设置若干通孔作为安装孔(9)。
8.根据权利要求1~8任一项所述的一种中厚板直径加长锥形管加工装备,其特征在于:还包括圆锥管上模具(3);所述圆锥管上模具(3)被下压组件控制下压同圆锥管模具(4)配合挤压使圆锥管上弧板成形;圆锥管模具(4)和圆锥管上模具(3)根据需要顺序放置。
9.根据权利要求1~8任一项所述的一种中厚板直径加长锥形管加工装备,其特征在于:下压杆(5)为液压油缸。
技术总结
本发明涉及一种中厚板直径加长锥形管加工装备,属于机械加工设备技术领域。包括底座平台、安装在底座平台上的圆锥管下模具以及沿圆锥管下模具的长度方向设置的若干下压组件;还包括圆锥管模具和圆锥管上模具;圆锥管模具被下压组件控制下压同圆锥管下模具配合使圆锥管弧板成形,圆锥管上模具被下压组件控制下压同圆锥管模具配合使圆锥管弧板成形;下压组件同步下压。本发明通过圆锥管下模具与圆锥管模具的配合对半锥形管压制成形,进而能够通过轴向焊接的工艺方式达到小直径加长锥形管的制作。本发明还通过使用圆锥管上模具,可以一次工艺实现两块半锥形加长管的压制,压制形成后进行点焊来使两块半锥形加长管形成初步连接结构,便于后续加工。
技术研发人员:冯晓光,霍阿茵
受保护的技术使用者:石家庄旭东机械制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!