一种汽车车架铰链配件自动装配设备的制作方法
本发明涉及汽车配件加工,具体为一种汽车车架铰链配件自动装配设备。
背景技术:
1、在汽车生产的过程中,通常需要使用铰链将一些例如车门、尾厢盖等活动部件安装在车架上,而此类铰链在生产加工时通常都是采用钢制或者是铝合金进行部分零件压铸成型,然后将各个零件通过铆钉组装在一起,使其成为一个可以互相转动的连接件,然后将连接件两个端头分别安装于车架和车辆活动件的外表面。
2、而铰链在进行装配时,需要采用机械手进行配合,将零件拿取放置到装配工位上,然后插入铆钉进行锚固,而机械手需要进行夹持、移动、放置和解除夹持多个操作步骤,整个过程需要耗费2秒左右,而最基础的铰链至少包含三个零件,因此这就使得整体的装配过程中在进行零件拾取和定位放置过程就需要耗费6秒钟,速度过慢,导致整个装配加工过程耗时较长,因此很多工厂内还采取人工预装配,然后放置到铆钉机位置进行锚固的操作方法,为此特提供一种汽车车架铰链配件自动装配设备,目的在于连续化装配作业,提高装配效率。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明公开了一种汽车车架铰链配件自动装配设备,以解决上述背景技术中提出的问题。
3、(二)技术方案
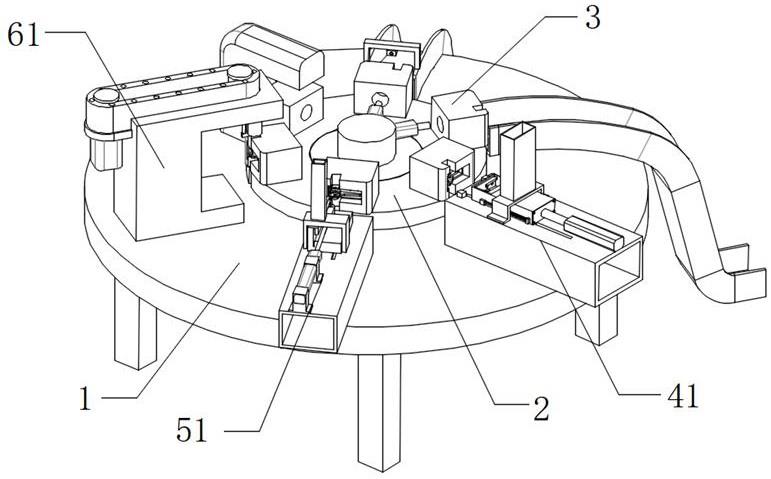
4、为实现以上目的,本发明通过以下技术方案予以实现:一种汽车车架铰链配件自动装配设备,包括装配台和设置在装配台顶部可旋转的电动转盘,所述电动转盘上安装有多个环形阵列的装配座,所述装配台的外表面环形阵列安装有第一工件上料机构、第二工件上料机构、铆钉放置机、铆钉机、废料下料滑道和成品下料滑道;
5、所述第一工件上料机构包括第一滑动上料架和设置在第一滑动上料架顶部的第一料盒,所述第一滑动上料架的背面设置有第一液压缸,所述第一滑动上料架的内部设置有送料杆,所述第一液压缸推动第一滑动上料架和送料杆进行移动上料;
6、所述第二工件上料机构包括第二滑动上料架和设置在第二滑动上料架末端顶部的第二料盒,所述第二滑动上料架的背面设置有第二液压缸,所述第二液压缸推动第二滑动上料架进行移动上料。
7、优选的,所述装配台的顶部固定安装有第一空心支座,所述第一料盒和第一液压缸固定安装于第一空心支座的顶部,所述第一滑动上料架滑动连接在第一空心支座的顶部,所述第一滑动上料架的前端顶部开设有第一补料口,所述第一滑动上料架的内部两侧设置有推动送料杆进行移动的传动齿条。
8、优选的,所述第一滑动上料架的内侧壁上滑动连接有驱动齿条,所述第一滑动上料架的内侧壁上转动连接有传动齿轮,所述驱动齿条和传动齿条分别与传动齿轮的两侧相啮合,所述驱动齿条的侧面固定连接有定位块,所述定位块的内部固定连接有滑动轴,所述滑动轴的末端外表面活动套接有复位弹簧。
9、优选的,所述滑动轴活动插接在第一滑动上料架的外侧壁上,所述第一空心支座的前端两侧固定连接有正对于定位块的固定块,所述第一滑动上料架的内部滑动连接有连接架,所述传动齿条固定在连接架的两侧,所述送料杆安装在连接架的中部。
10、优选的,所述连接架与送料杆之间设置有第一缓冲弹簧,所述第一滑动上料架的内顶部固定连接有吊环,且送料杆贯穿吊环,所述第一补料口的后侧固定连接有倾斜顶料板,所述第一料盒内部竖向堆叠放置有一号配件,所述一号配件通过第一补料口进入到第一滑动上料架的内部。
11、优选的,所述装配台的顶部固定安装有第二空心支座,所述第二滑动上料架滑动连接在第二空心支座的顶部,所述第二滑动上料架的上表面开设有第二补料口,所述第二滑动上料架的侧面滑动连接有滑动推块,所述第二补料口的后侧开设有倾斜顶料槽,所述滑动推块的一侧与第二液压缸的输出端固定连接,所述滑动推块的另一侧设置有第二缓冲弹簧,所述第二料盒的内部竖向堆叠有二号配件,所述二号配件通过第二补料口进入到第二滑动上料架内部,且滑动推块与二号配件的侧面相抵。
12、优选的,所述铆钉放置机包括固定在装配台上的机座和设置在机座顶部的铆钉输送带,所述铆钉输送带的顶部开设有贯穿槽,所述机座背面安装有驱动铆钉输送带的驱动电机,所述机座的前端底部固定连接有固定管,所述固定管的内部活动插接有导料管,所述固定管的侧面安装有驱动导料管上下移动的液压杆。
13、优选的,所述装配台的中部固定连接有固定座,所述固定座的外表面固定安装有两组液压推杆,两组所述液压推杆正对废料下料滑道和成品下料滑道,所述废料下料滑道的前端上下两侧均安装有检测相机。
14、优选的,所述装配座的外表面开设有第一定位槽和第二定位槽,所述一号配件插接在第一定位槽的内部,所述二号配件插接在第二定位槽的内部,所述装配座的前侧开设有用于铆钉安装固定的装配槽。
15、本发明公开了一种汽车车架铰链配件自动装配设备,其具备的有益效果如下:
16、1、该汽车车架铰链配件自动装配设备,通过在电动转盘的外侧分别设置有第一工件上料机构、第二工件上料机构、铆钉放置机、铆钉机、废料下料滑道和成品下料滑道,同时电动转盘上安装六组装配座,在使用时,通过第一液压缸将一号配件直接推送至装配座内部,第二液压缸将二号配件再推送至第二定位槽中,然后再进行铆钉自动放置,然后铆钉安装固定,从而实现铰链加工过程连续自动装配加工,通过推送式上料方式来取代现在的机械臂拿取放置的上料方式,上料速度更快,加工过程连续,有效节省加工时间,提升加工效率。
17、2、该汽车车架铰链配件自动装配设备,启动第一液压缸,使得第一滑动上料架向前滑动,通过倾斜顶料板将第二组一号配件铲起,第一组一号配件跟随第一滑动上料架向前滑动,当定位块与固定块接触,驱动齿条被顶住无法向前移动,第一滑动上料架继续向前移动,使得驱动齿条带动传动齿轮进行旋转,使得传动齿条在第一滑动上料架内部向前滑动,此时送料杆将一号配件向第一滑动上料架外部推动,以此实现第一滑动上料架缓慢插入到第一定位槽内部,同时一号配件被推至第一定位槽最内侧,完成一号配件的放置到位,然后第一液压缸的输出端收缩,使得送料杆收缩复位,同时第一滑动上料架移动至第一料盒下方,第一料盒内部的一号配件下落进行自动补料,等待下一次作业,实现一号工件自动推料、复位和上料。
18、3、该汽车车架铰链配件自动装配设备,第二液压缸推动滑动推块向前移动,使得滑动推块与二号配件接触,此时滑动推块的端部接触第二缓冲弹簧,然后推动第二滑动上料架向前滑动,此时通过倾斜顶料槽将第二组二号配件向上铲起,当第二滑动上料架滑动至紧贴装配座时,第二液压缸输出端继续伸展,此时滑动推块将第二缓冲弹簧压缩,并推动二号配件进入到第二定位槽的内部,此时二号配件和一号配件的轴孔相对,然后第二液压缸输出端复位,使得第二缓冲弹簧舒展,并且当滑动推块向后滑动至第二滑动上料架的最末端后,再拉动第二滑动上料架向后移动,使得第二滑动上料架复位至第二料盒下方,然后第二组二号配件下落至第二补料口内部,便于二号配件推料、复位和上料。
技术特征:
1.一种汽车车架铰链配件自动装配设备,包括装配台(1)和设置在装配台(1)顶部可旋转的电动转盘(2),所述电动转盘(2)上安装有多个环形阵列的装配座(3),其特征在于:所述装配台(1)的外表面环形阵列安装有第一工件上料机构、第二工件上料机构、铆钉放置机、铆钉机(7)、废料下料滑道(8)和成品下料滑道(9);
2.根据权利要求1所述的一种汽车车架铰链配件自动装配设备,其特征在于:所述装配台(1)的顶部固定安装有第一空心支座(41),所述第一料盒(42)和第一液压缸(44)固定安装于第一空心支座(41)的顶部,所述第一滑动上料架(43)滑动连接在第一空心支座(41)的顶部,所述第一滑动上料架(43)的前端顶部开设有第一补料口(46),所述第一滑动上料架(43)的内部两侧设置有推动送料杆(416)进行移动的传动齿条(414)。
3.根据权利要求2所述的一种汽车车架铰链配件自动装配设备,其特征在于:所述第一滑动上料架(43)的内侧壁上滑动连接有驱动齿条(49),所述第一滑动上料架(43)的内侧壁上转动连接有传动齿轮(48),所述驱动齿条(49)和传动齿条(414)分别与传动齿轮(48)的两侧相啮合,所述驱动齿条(49)的侧面固定连接有定位块(410),所述定位块(410)的内部固定连接有滑动轴(411),所述滑动轴(411)的末端外表面活动套接有复位弹簧(412)。
4.根据权利要求3所述的一种汽车车架铰链配件自动装配设备,其特征在于:所述滑动轴(411)活动插接在第一滑动上料架(43)的外侧壁上,所述第一空心支座(41)的前端两侧固定连接有正对于定位块(410)的固定块(45),所述第一滑动上料架(43)的内部滑动连接有连接架(413),所述传动齿条(414)固定在连接架(413)的两侧,所述送料杆(416)安装在连接架(413)的中部。
5.根据权利要求4所述的一种汽车车架铰链配件自动装配设备,其特征在于:所述连接架(413)与送料杆(416)之间设置有第一缓冲弹簧(415),所述第一滑动上料架(43)的内顶部固定连接有吊环(417),且送料杆(416)贯穿吊环(417),所述第一补料口(46)的后侧固定连接有倾斜顶料板(47),所述第一料盒(42)内部竖向堆叠放置有一号配件(10),所述一号配件(10)通过第一补料口(46)进入到第一滑动上料架(43)的内部。
6.根据权利要求5所述的一种汽车车架铰链配件自动装配设备,其特征在于:所述装配台(1)的顶部固定安装有第二空心支座(51),所述第二滑动上料架(52)滑动连接在第二空心支座(51)的顶部,所述第二滑动上料架(52)的上表面开设有第二补料口(57),所述第二滑动上料架(52)的侧面滑动连接有滑动推块(55),所述第二补料口(57)的后侧开设有倾斜顶料槽(58),所述滑动推块(55)的一侧与第二液压缸(54)的输出端固定连接,所述滑动推块(55)的另一侧设置有第二缓冲弹簧(56),所述第二料盒(53)的内部竖向堆叠有二号配件(11),所述二号配件(11)通过第二补料口(57)进入到第二滑动上料架(52)内部,且滑动推块(55)与二号配件(11)的侧面相抵。
7.根据权利要求1所述的一种汽车车架铰链配件自动装配设备,其特征在于:所述铆钉放置机包括固定在装配台(1)上的机座(61)和设置在机座(61)顶部的铆钉输送带(62),所述铆钉输送带(62)的顶部开设有贯穿槽(64),所述机座(61)背面安装有驱动铆钉输送带(62)的驱动电机(63),所述机座(61)的前端底部固定连接有固定管(65),所述固定管(65)的内部活动插接有导料管(66),所述固定管(65)的侧面安装有驱动导料管(66)上下移动的液压杆(67)。
8.根据权利要求7所述的一种汽车车架铰链配件自动装配设备,其特征在于:所述装配台(1)的中部固定连接有固定座(12),所述固定座(12)的外表面固定安装有两组液压推杆(13),两组所述液压推杆(13)正对废料下料滑道(8)和成品下料滑道(9),所述废料下料滑道(8)的前端上下两侧均安装有检测相机(14)。
9.根据权利要求6所述的一种汽车车架铰链配件自动装配设备,其特征在于:所述装配座(3)的外表面开设有第一定位槽(32)和第二定位槽(33),所述一号配件(10)插接在第一定位槽(32)的内部,所述二号配件(11)插接在第二定位槽(33)的内部,所述装配座(3)的前侧开设有用于铆钉安装固定的装配槽(31)。
技术总结
本发明公开一种汽车车架铰链配件自动装配设备,涉及汽车配件加工领域。该汽车车架铰链配件自动装配设备,包括装配台和电动转盘,电动转盘上安装有装配座,装配台的外表面安装有第一工件上料机构、第二工件上料机构、铆钉放置机、铆钉机、废料下料滑道和成品下料滑道。该汽车车架铰链配件自动装配设备,通过第一液压缸将一号配件直接推送至装配座内部,第二液压缸将二号配件再推送至第二定位槽中,再进行铆钉自动放置和安装固定,从而实现铰链加工过程连续自动装配加工,通过推送式上料方式来取代现在的机械臂拿取放置的上料方式,上料速度更快,加工过程连续,有效节省加工时间,提升加工效率。
技术研发人员:胡志强,刘纪
受保护的技术使用者:长春德尔邦汽车部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!