焊接方法与流程
本公开涉及焊接,具体而言,涉及一种焊接方法。
背景技术:
1、在对直角“u”字型结构的“t”型对接接头进行焊接时,参照图1和图2所示,图1中箭头所指方向为焊接方向,在焊接过程中,沿焊接方向焊枪逐步实现从①号位置到⑤号位置的转变,焊枪的绝对姿态由①号位置到⑤号位置完成180°的转变,同时在②号位置和④号位置处,需要实现内直角转弯,导致焊枪焊接过程中容易出现直角处不易转弯,特别是结构空间狭小时,存在不能实现焊枪焊接的情况,影响生产效率。而且在焊接程序编辑过程中,需要多个点位实现转弯,导致焊接程序编辑复杂。
2、需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、本公开的目的在于克服上述现有技术的不足,提供一种焊接方法。
2、根据本公开的一个方面,提供了一种焊接方法,其特征在于,包括:
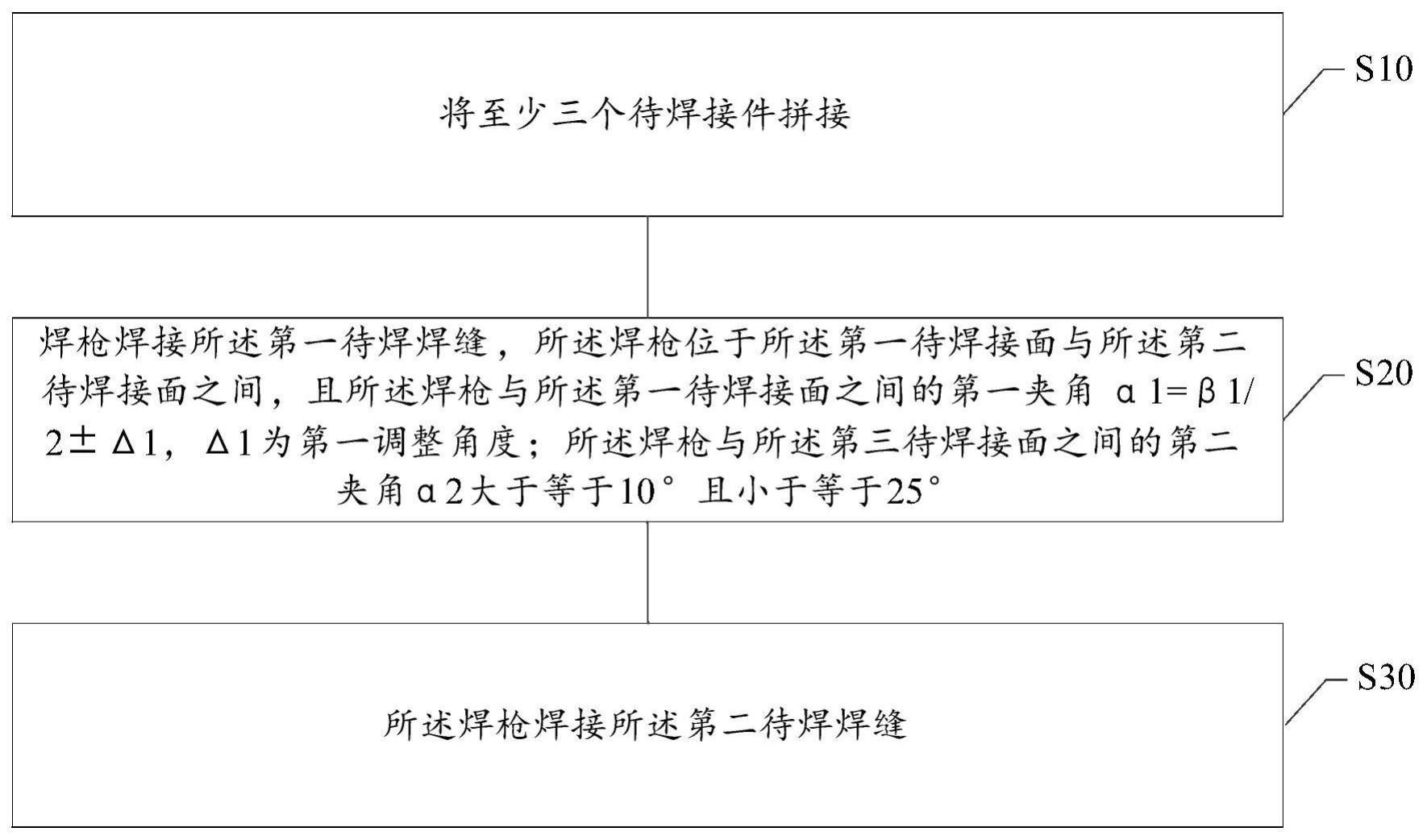
3、将至少三个待焊接件拼接;其中,至少三个所述待焊接件包括第一待焊接件、第二待焊接件以及第三待焊接件,所述第一待焊接件具有第一待焊接面,所述第二待焊接件具有第二待焊接面,所述第三待焊接件具有第三待焊接面,所述第二待焊接面和所述第三待焊接面围设于所述第一待焊接面的相邻两侧边沿,所述第一待焊接面与所述第二待焊接面之间设置有第一设定角度β1,所述第一待焊接面与所述第三待焊接面之间设置有第二设定角度;所述第一待焊接面与所述第二待焊接面之间设置有第一待焊焊缝,所述第一待焊接面与所述第三待焊接面之间设置有第二待焊焊缝,所述第一待焊焊缝与所述第二待焊焊缝垂直设置;
4、焊枪焊接所述第一待焊焊缝,所述焊枪位于所述第一待焊接面与所述第二待焊接面之间,且所述焊枪与所述第一待焊接面之间的第一夹角α1=β1/2±δ1,δ1为第一调整角度;所述焊枪与所述第三待焊接面之间的第二夹角α2大于等于10°且小于等于25°;
5、所述焊枪焊接所述第二待焊焊缝。
6、在本公开的一种示例性实施例中,所述焊枪焊接所述第二待焊焊缝,包括:
7、所述焊枪保持所述第一夹角以及所述第二夹角焊接所述第二待焊焊缝。
8、在本公开的一种示例性实施例中,至少三个所述待焊接件还包括第四待焊接件,所述第四待焊接件具有第四待焊接面,所述第四待焊接面位于所述第一待焊接件背离所述第二待焊接件的一侧,所述第四待焊接面与所述第一待焊接面之间设置有第三设定角度β3;所述第四待焊接面与所述第一待焊接面之间设置有第三待焊焊缝,所述第三待焊焊缝与所述第二待焊焊缝垂直设置;
9、所述焊枪焊接所述第二待焊焊缝之后,所述焊接方法还包括:
10、所述焊枪焊接所述第三待焊焊缝,所述焊枪与所述第一待焊接面之间的第三夹角α3=β3/2±δ2,δ2为第二调整角度;所述焊枪与所述第三待焊接面之间保持所述第二夹角。
11、在本公开的一种示例性实施例中,所述焊枪焊接所述第二待焊焊缝时,所述焊枪与所述第二待焊焊缝之间的第四夹角渐变,以使所述焊枪与所述第一待焊接面之间的夹角由所述第一夹角逐渐转变为所述第三夹角。
12、在本公开的一种示例性实施例中,所述焊枪与所述第二待焊焊缝之间的所述第四夹角匀速变化。
13、在本公开的一种示例性实施例中,所述焊枪与所述第三待焊接面之间的第二夹角α2保持不变。
14、在本公开的一种示例性实施例中,所述第一设定角度β1大于等于60°且小于等于90°,所述第二设定角度大于等于60°且小于等于90°,所述第三设定角度β3大于等于60°且小于等于90°。
15、在本公开的一种示例性实施例中,所述第一设定角度、所述第二设定角度以及所述第三设定角度相同。
16、在本公开的一种示例性实施例中,所述第一调整角度大于等于5°且小于等于15°,所述第二调整角度大于等于5°且小于等于15°。
17、在本公开的一种示例性实施例中,所述焊枪采用z字形焊接,在焊接所述第一待焊焊缝时,所述焊枪的摆动方向与所述第一待焊焊缝的延伸方向垂直;在焊接所述第二待焊焊缝时,所述焊枪的摆动方向与所述第二待焊焊缝的延伸方向垂直;在焊接所述第三待焊焊缝时,所述焊枪的摆动方向与所述第三待焊焊缝的延伸方向垂直。
18、本公开的焊接方法,焊枪与第一待焊接面之间的第一夹角α1=β1/2±δ1,δ1为第一调整角度,焊枪与第三待焊接面之间的第二夹角α2大于等于10°且小于等于25°。一方面,焊枪在完成第一待焊焊缝的焊接后,可以直接保持原来的姿态,进行第二待焊焊缝的焊接;或者焊枪的姿态可以稍作调整,就能够进行第二待焊焊缝的焊接;从而使得在焊接程序编辑过程中,焊接程序编辑较为简单。另一方面,焊枪焊接过程不需要进行内直角转弯,在结构空间狭小时,也能够实现焊接,以保证焊接效率。
19、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
技术特征:
1.一种焊接方法,其特征在于,包括:
2.根据权利要求1所述的焊接方法,其特征在于,所述焊枪焊接所述第二待焊焊缝,包括:
3.根据权利要求1所述的焊接方法,其特征在于,至少三个所述待焊接件还包括第四待焊接件,所述第四待焊接件具有第四待焊接面,所述第四待焊接面位于所述第一待焊接件背离所述第二待焊接件的一侧,所述第四待焊接面与所述第一待焊接面之间设置有第三设定角度β3;所述第四待焊接面与所述第一待焊接面之间设置有第三待焊焊缝,所述第三待焊焊缝与所述第二待焊焊缝垂直设置;
4.根据权利要求3所述的焊接方法,其特征在于,所述焊枪焊接所述第二待焊焊缝时,所述焊枪与所述第二待焊焊缝之间的第四夹角渐变,以使所述焊枪与所述第一待焊接面之间的夹角由所述第一夹角逐渐转变为所述第三夹角。
5.根据权利要求4所述的焊接方法,其特征在于,所述焊枪与所述第二待焊焊缝之间的所述第四夹角匀速变化。
6.根据权利要求4所述的焊接方法,其特征在于,所述焊枪与所述第三待焊接面之间的第二夹角α2保持不变。
7.根据权利要求3所述的焊接方法,其特征在于,所述第一设定角度β1大于等于60°且小于等于90°,所述第二设定角度大于等于60°且小于等于90°,所述第三设定角度β3大于等于60°且小于等于90°。
8.根据权利要求7所述的焊接方法,其特征在于,所述第一设定角度、所述第二设定角度以及所述第三设定角度相同。
9.根据权利要求3所述的焊接方法,其特征在于,所述第一调整角度大于等于5°且小于等于15°,所述第二调整角度大于等于5°且小于等于15°。
10.根据权利要求3~9任意一项所述的焊接方法,其特征在于,所述焊枪采用z字形焊接,在焊接所述第一待焊焊缝时,所述焊枪的摆动方向与所述第一待焊焊缝的延伸方向垂直;在焊接所述第二待焊焊缝时,所述焊枪的摆动方向与所述第二待焊焊缝的延伸方向垂直;在焊接所述第三待焊焊缝时,所述焊枪的摆动方向与所述第三待焊焊缝的延伸方向垂直。
技术总结
本公开涉及焊接技术领域,公开了一种焊接方法;该焊接方法包括:将至少三个待焊接件拼接;至少三个待焊接件包括具有第一待焊接面的第一待焊接件、具有第二待焊接面的第二待焊接件及具有第三待焊接面的第三待焊接件,第一待焊接面与第二待焊接面之间设有第一设定角度β1且设有第一待焊焊缝,第一待焊接面与第三待焊接面之间设有第二设定角度且设有第二待焊焊缝;第一待焊焊缝与第二待焊焊缝垂直;焊枪焊接第一待焊焊缝,焊枪位于第一待焊接面与第二待焊接面之间,且焊枪与第一待焊接面之间的第一夹角α1=β1/2±Δ1,Δ1为第一调整角度;焊枪与第三待焊接面之间的第二夹角α2,10°≤α2≤25°;焊枪焊接第二待焊焊缝。该焊接方法效率高、简单易行。
技术研发人员:杜家伟,谢正恒,冯超,靖德亮
受保护的技术使用者:中车大同电力机车有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!