精密锻造形成底部纹路的高尔夫球杆头制法的制作方法
本发明属于高尔夫球杆头制法,尤其涉及一种精密锻造形成底部纹路的高尔夫球杆头制法。
背景技术:
1、如铁杆等高尔夫球杆中,其球杆头的形状特殊,对于铁杆等球杆的球杆头大多选用金属材料经由精密铸造或精密锻造成形。目前为提升球杆头的击球性能,部分铁杆的球杆头底部(sole)形成纹路,藉由杆头底部的纹路构造,降低球杆头底路与地面之间的摩擦阻力,增进挥杆击球的顺畅性等。
2、现有铁杆等球杆头形成底部纹路的制法,其系于球杆头成形后,再利用计算机数值控制(computer numerical control,cnc)加工机具以铣削加工方式予以成形。
3、由于球杆头的形状特殊,球杆头必须藉由治具安装在cnc加工机具的机台上,由于球杆头装设于治具中定位的尺寸误差,而且纹路必须在球杆头具有双倾斜角度的底面上加工,造成球杆头底部形成纹路的质量较难控制,而且使用铣削加工方式有加工作业时间长及成本偏高的问题。
技术实现思路
1、本发明之目的在于提供一种精密锻造形成底部纹路的高尔夫球杆头制法,解决现有高尔夫球杆头加工形成底部纹路之制法费时费工之问题。
2、为了达成前述目的,本发明提出之一种精密锻造形成底部纹路的高尔夫球杆头制法,其包括:
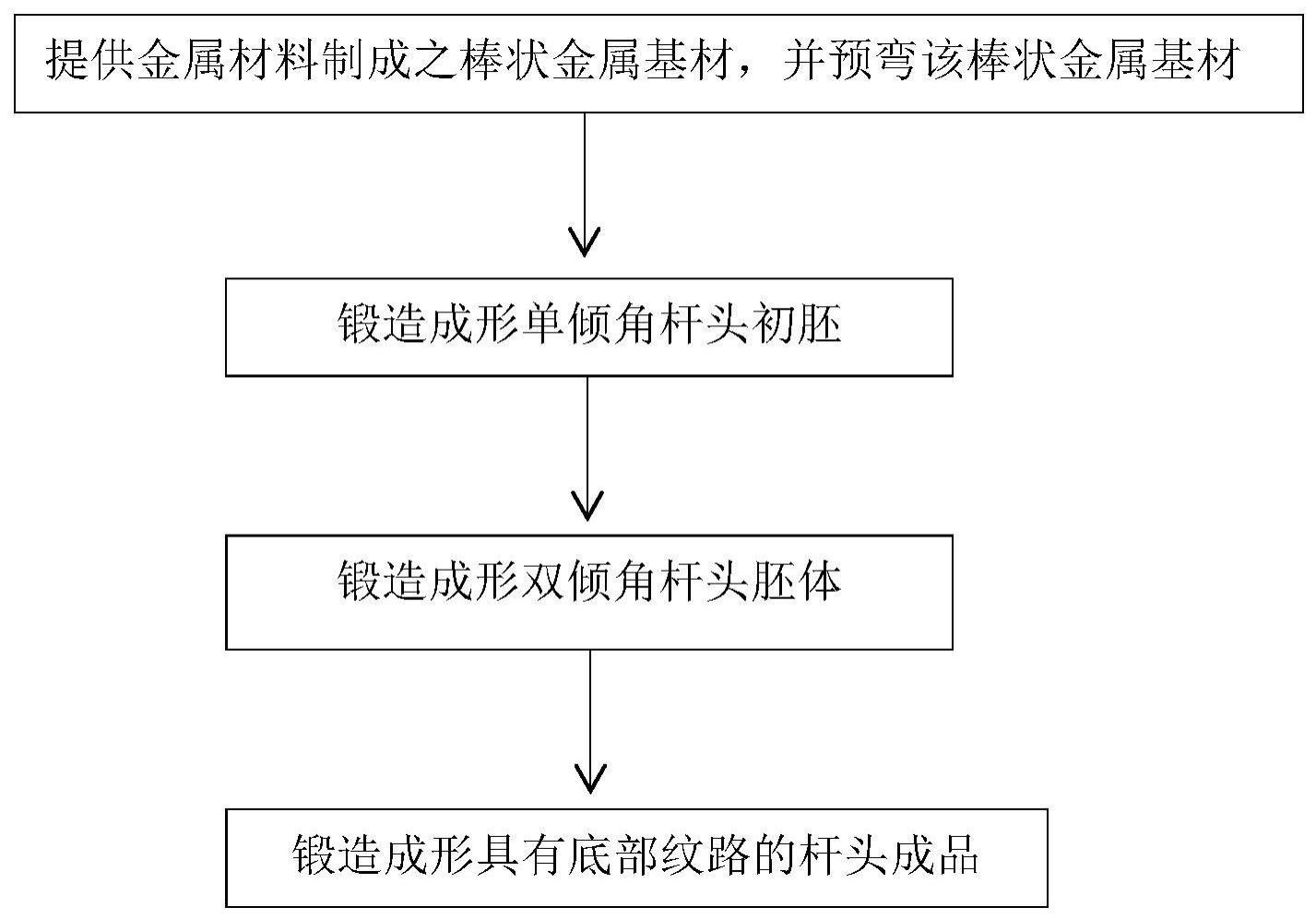
3、提供金属材料制成之一棒状金属基材,并预弯该棒状金属基材;
4、锻造成形单倾角杆头初胚的步骤,其系使用设于一锻造机之第一阶锻造模具将预弯的棒状金属基材以一次或数次锻造形成一单倾角杆头初胚;
5、锻造成形双倾角杆头胚体的步骤,其系使用设于该锻造机之一第二阶锻造模具将所述单倾角杆头初胚以一次或数次锻造形成一双倾角杆头胚体;以及
6、锻造成形具有底部纹路的杆头成品的步骤,其系使用设于该锻造机之第三阶锻造模具将所述双倾角杆头胚体以一次或数次锻造形成一具有该有击球面、底部纹路及双倾角之一杆头成品,并于该杆头成品的底部一体成形一底部纹路。
7、作为优选,所述锻造成形单倾角杆头初胚的步骤中,该锻造成形的初胚基部具有一第一基准面,该第一基准面相对于该锻造机之一参考基准面中相互垂直之一第一轴向及一第二轴向分别具有一第一倾斜角度以及一第二倾斜角度,该第一倾斜角度介于3°~25°、该第二倾斜角度为0°;所述锻造成形双倾角杆头胚体的步骤中,该锻造成形的双倾角杆头胚体包含一杆头基部,该杆头基部包括具有该击球面的击球面板部以及位于该击球面板部的背部下段的一杆头底部,该杆头基部具有一第二基准面,该第二基准面相对于该参考基准面的第一轴向的第一倾斜角度介于3°~25°,该第二基准面相对于该参考基准面的第二轴向的第二倾斜角度介于3°~28°。
8、作为优选,所述锻造成形双倾角杆头胚体的步骤中,该第二阶锻造模具使锻造成形的双倾角杆头胚体的一合模线自该击球面板部下段的中间线位置前移至邻接该击球面之底缘;于所述锻造成形具有底部纹路的杆头成品的步骤中,使锻造成形于该杆头成品之底部纹路分布区域邻近该击球面的底缘。
9、作为优选,所述锻造成形单倾角杆头初胚的步骤中,其锻造加热温度控制于700℃~1100℃之间;所述锻造成形双倾角杆头胚体的步骤中,其锻造加热温度控制于700℃~1100℃之间;所述锻造成形具有底部纹路的杆头成品的步骤中,其锻造加热温度控制于700℃~1100℃之间。
10、作为优选,所述底部纹路为多条间隔排列的线状条纹,或为多数个间隔排列的圆形、椭圆形或多边形的凹点。
11、本发明的有益效果:
12、1、缩短具有底部纹路的球杆头的制造工时及减少加工成本:本发明精密锻造形成底部纹路的高尔夫球杆头制法系利用三阶段渐进精密锻造方式,将所提供的棒状金属基材依序锻造形成单倾度杆头初胚,再锻造形成双倾角杆头胚体,最后锻造成形具有底部纹路的杆头成品,使其能搭配精密的锻造模具的形状控制下,在锻造成形预定形状的杆头成品的同时一并形成底路纹路,而能较有效的制法完成精密锻造形成底部纹路的球杆头的制造,克服现有球杆头制法先完成杆头成品锻造成形,后续经机械加工形成底部纹路的加工工时长及加工成本高之问题。
13、2、提高球杆头底部纹路的精度与质量:承上所述,本发明精密锻造形成底部纹路的高尔夫球杆头制法系将所提供的棒状金属基材依序锻造形成单倾度杆头初胚,再锻造形成双倾角杆头胚体,最后锻造成形具有底部纹路的杆头成品,使其能搭配精密的锻造模具的形状控制及依据不同阶段的锻造温度控制下,以三阶段渐进精密锻造方式制成精密锻造形成底部纹路的球杆头,并能精密控制底部纹路的形状及位置,确保球杆头产品具备高精度、高质量及良好的质量一致性。
14、3、搭配锻造模具能进行底部纹路变化;承上所述,本发明精密锻造形成底部纹路的高尔夫球杆头制法系锻造成形具有底部纹路的杆头成品的步骤中,于锻造成形预定杆头成品的形状的同时,一并锻造形成底部纹路,故能依据不同球杆头的产品作各式的造形变化,且能作出质量一致的杆头成品。
技术特征:
1.一种精密锻造形成底部纹路的高尔夫球杆头制法,其特征在于,包括:
2.如请求项1所述之精密锻造形成底部纹路的高尔夫球杆头制法,其特征在于,其中,所述锻造成形单倾角杆头初胚的步骤中,该锻造成形的初胚基部具有一第一基准面,该第一基准面相对于该锻造机之一参考基准面中相互垂直之一第一轴向及一第二轴向分别具有一第一倾斜角度以及一第二倾斜角度,该第一倾斜角度介于3°~25°、该第二倾斜角度为0°;所述锻造成形双倾角杆头胚体的步骤中,该锻造成形的双倾角杆头胚体包含一杆头基部,该杆头基部包括具有该击球面的击球面板部以及位于该击球面板部的背部下段的一杆头底部,该杆头基部具有一第二基准面,该第二基准面相对于该参考基准面的第一轴向的第一倾斜角度介于3°~25°,该第二基准面相对于该参考基准面的第二轴向的第二倾斜角度介于3°~28°。
3.如请求项2所述之精密锻造形成底部纹路的高尔夫球杆头制法,其特征在于,其中,所述锻造成形双倾角杆头胚体的步骤中,该第二阶锻造模具使锻造成形的双倾角杆头胚体的一合模线自该击球面板部下段的中间线位置前移至邻接该击球面之底缘;于所述锻造成形具有底部纹路的杆头成品的步骤中,使锻造成形于该杆头成品之底部纹路分布区域邻近该击球面的底缘。
4.如请求项1至3中任一项所述之精密锻造形成底部纹路的高尔夫球杆头制法,其特征在于,其中,所述锻造成形单倾角杆头初胚的步骤中,其锻造加热温度控制于700℃~1100℃之间;所述锻造成形双倾角杆头胚体的步骤中,其锻造加热温度控制于700℃~1100℃之间;所述锻造成形具有底部纹路的杆头成品的步骤中,其锻造加热温度控制于700℃~1100℃之间。
5.如请求项4所述之精密锻造形成底部纹路的高尔夫球杆头制法,其特征在于,其中,所述底部纹路为多条间隔排列的线状条纹,或为多数个间隔排列的圆形、椭圆形或多边形的凹点。
技术总结
本发明提供了一种精密锻造形成底部纹路的高尔夫球杆头制法,其步骤包括:提供金属材料制成之棒状金属基材,并预弯棒状金属基材,接续于锻造成形单倾角杆头初胚的步骤中,搭配第一阶锻造模具将预弯的棒状金属基材锻造形成单倾角杆头初胚,再于锻造成形双倾角杆头胚体的步骤中,搭配第二阶锻造模具将单倾角杆头初胚锻造形成双倾角杆头胚体,再于锻造成形具有底部纹路的杆头成品的步骤,使用第三阶锻造模具将双倾角杆头胚体锻造形成具有底部纹路及双倾角之杆头成品。本发明的有益效果在于:免除现有杆头成品经由机械加工形成底部纹路之费时及加工成本等问题。
技术研发人员:苏基宏,苏培怡,石程建
受保护的技术使用者:四川宇钛体育用品有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!