辊压成型装置及系统的制作方法
本发明属于冶金领域,特别是涉及一种辊压成型装置及系统。
背景技术:
1、目前,斜辊布置时,需要分别对应每个斜辊单独设置用于驱动斜辊升降的驱动机构等,以实现斜辊位置的变换,但该种方式所需成本高,且将导致斜辊辊压成型装置整体体积较大,对于体积受限的安装空间并不适用,容易导致部件之间发生干涉,影响设备的正常工作。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种辊压成型装置及系统,用于解决上述问题。
2、为实现上述目的及其他相关目的,本发明提供一种辊压成型装置,包括:
3、机架,
4、支撑组件,至少包括两根平行设置的传动轴,所述传动轴安装在所述机架上;
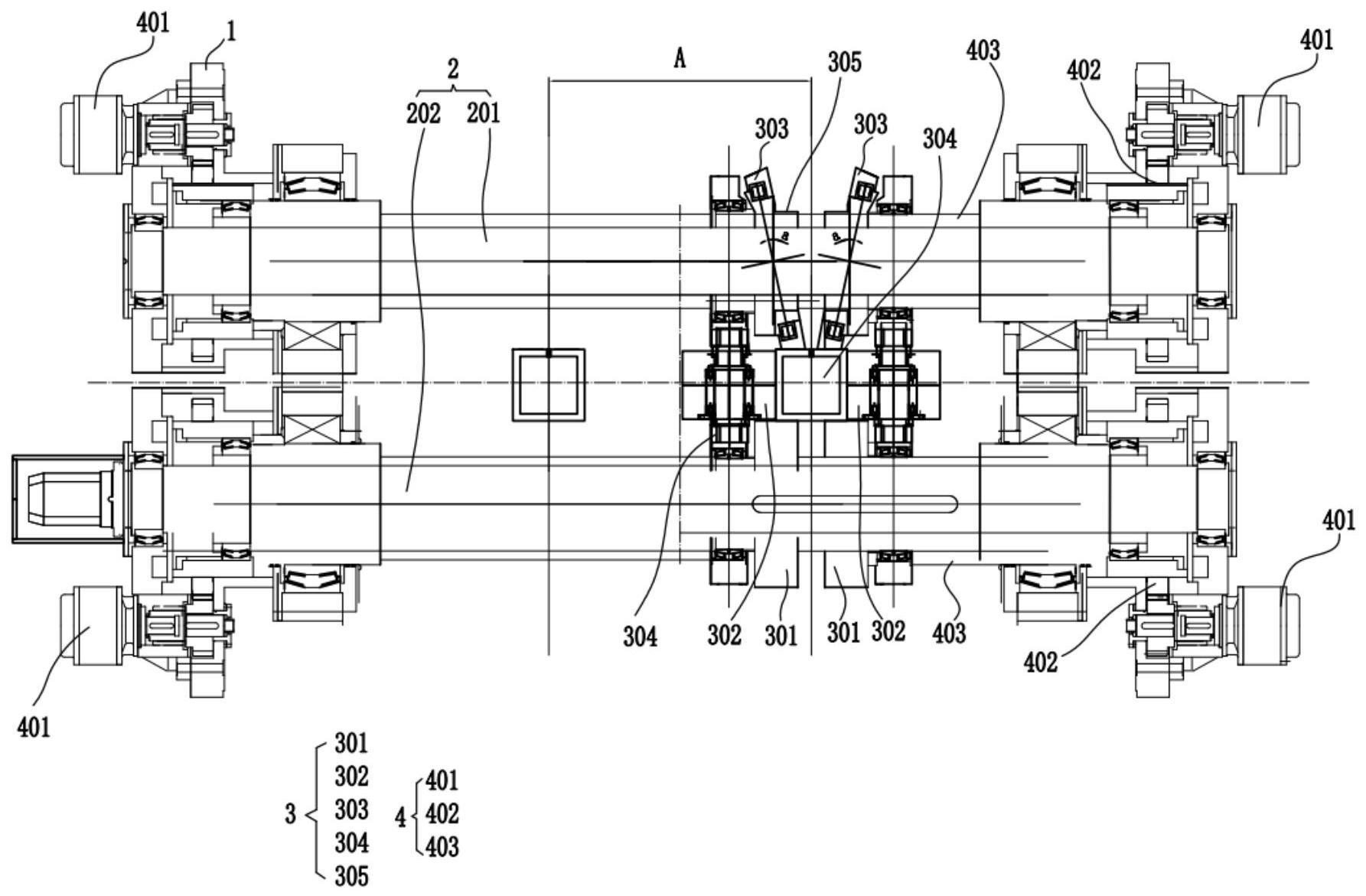
5、成型设备,至少设置有一套,所述成型设备包括第一成型组和第二成型组,所述第一成型组和所述第二成型组并排设置在所述传动轴上,所述第一成型组和第二成型组中均包括成型辊,所述第一成型组中的成型辊和所述第二成型组中的成型辊配合组成一个成型通道;所述成型设备中至少一套成型设备为第一成型设备,所述第一成型设备中的成型辊至少一个为斜辊,所述传动轴上对应安装有用于安装斜辊的偏心套,所述斜辊套设置在所述偏心套外,且所述斜辊可在所述偏心套的径向转动;
6、移动设备,分别对应所述第一成型组和所述第二成型组设置,用于分别驱动所述第一成型组和所述第二成型组沿着所述传动轴移动。
7、可选地,所述传动轴分别为平行设置的第一传动轴和第二传动轴,所述斜辊安装在所述第一传动轴或所述第二传动轴上。
8、可选地,所述传动轴分别为平行设置的第一传动轴和第二传动轴,所述第一成型设备中的斜辊设置有两个,一个所述斜辊设置在所述第一传动轴上,另一个所述斜辊设置在所述第二传动轴上。
9、可选地,所述传动轴分别为平行的第一传动轴和第二传动轴,所述第一成型设备中的斜辊设置有两个,两个所述斜辊均设置在所述第一传动轴或所述第二传动轴上。
10、可选地,所述第一成型设备中的斜辊设置有两个,两个所述斜辊沿着所述传动轴的垂直线对称设置;或两个斜辊沿着所述成型通道的中心对称。
11、可选地,所述成型设备中至少一套成型设备为第二成型设备,所述第一成型设备与所述第二成型设备并排设置在所述传动轴上,且所述第一成型设备的第二成型组与所述第二成型设备的第一成型组相邻设置。
12、可选地,所述移动设备包括轴套组件,所述轴套组件包括内轴套和外轴套,所述内轴套对应所述第一成型设备的第二成型组和所述第二成型设备的第一成型组分别设置,所述外轴套对应所述第一成型设备的第一成型组和第二成型设备的第二成型组分别设置,所述内轴套可沿所述传动轴滑动地安装在所述传动轴上,所述外轴套可沿所述内轴套轴线滑动地安装在所述内轴套外。
13、可选地,所述移动设备还包括:
14、驱动机构,安装在所述机架上,分别对应各所述内轴套和各所述外轴套设置,用于旋转输出;
15、转换机构,安装在所述机架内,与所述驱动机构的输出配合,用于将所述驱动机构的旋转输出转换为直线运动,所述转换机构的输出端与对应的内轴套或外轴套连接。
16、可选地,所述第一成型设备设置在操作侧,所述第二成型设备设置在传动侧;
17、或
18、所述第一成型设备设置在传动侧,所述第二成型设备设置在操作侧。
19、为实现上述目的及其他相关目的,本发明提供一种辊压成型系统,至少包括两个并排设置的加工子系统,所述加工子系统包括加热补热装置以及辊压成型装置,所述加热补热装置设置在所述辊压成型装置的入口侧。
20、为实现上述目的及其他相关目的,本发明提供一种辊压成型系统,至少包括两个并排设置的第一加工子系统和第二加工子系统,所述第一加工子系统和第二加工子系统均包括加热补热装置以及辊压成型装置,所述加热补热装置设置在所述辊压成型装置的入口侧,所述第一加工子系统中第一成型设备与所述第二加工子系统中的第一成型设备错位分布。
21、如上所述,本发明的辊压成型装置及系统,具有以下有益效果:
22、在本方案中,通过传动轴实现成型设备的支撑,通过移动设备以实现成型设备在传动轴上的位置调整。而斜辊安装时,通过设置偏心套以实现斜辊的倾斜安装,通过旋转偏心套可以调整斜辊位置,实现斜辊倾斜角度a的调整。与现有技术相比,本方案无需驱动机构驱动斜辊升降,通过旋转偏心套的方式即可实现相同目的,所需成本低且能有效的节省空间占用。
技术特征:
1.一种辊压成型装置,其特征在于,包括:
2.根据权利要求1所述的辊压成型装置,其特征在于,所述传动轴分别为平行设置的第一传动轴和第二传动轴,所述斜辊安装在所述第一传动轴或所述第二传动轴上。
3.根据权利要求1所述的辊压成型装置,其特征在于,所述传动轴分别为平行设置的第一传动轴和第二传动轴,所述第一成型设备中的斜辊设置有两个,一个所述斜辊设置在所述第一传动轴上,另一个所述斜辊设置在所述第二传动轴上。
4.根据权利要求1所述的辊压成型装置,其特征在于,所述传动轴分别为平行的第一传动轴和第二传动轴,所述第一成型设备中的斜辊设置有两个,两个所述斜辊均设置在所述第一传动轴或所述第二传动轴上。
5.根据权利要求1所述的辊压成型装置,其特征在于,所述第一成型设备中的斜辊设置有两个,两个所述斜辊沿着所述传动轴的垂直线对称设置;或两个斜辊沿着所述成型通道的中心对称。
6.根据权利要求1~5中任一项所述的辊压成型装置,其特征在于,所述成型设备中至少一套成型设备为第二成型设备,所述第一成型设备与所述第二成型设备并排设置在所述传动轴上,且所述第一成型设备的第二成型组与所述第二成型设备的第一成型组相邻设置。
7.根据权利要求6所述的辊压成型装置,其特征在于,所述移动设备包括轴套组件,所述轴套组件包括内轴套和外轴套,所述内轴套对应所述第一成型设备的第二成型组和所述第二成型设备的第一成型组分别设置,所述外轴套对应所述第一成型设备的第一成型组和第二成型设备的第二成型组分别设置,所述内轴套可沿所述传动轴滑动地安装在所述传动轴上,所述外轴套可沿所述内轴套轴线滑动地安装在所述内轴套外。
8.根据权利要求7所述的辊压成型装置,其特征在于,所述移动设备还包括:
9.根据权利要求6所述的辊压成型装置,其特征在于,所述第一成型设备设置在操作侧,所述第二成型设备设置在传动侧;
10.一种辊压成型系统,其特征在于,至少包括两个并排设置的加工子系统,所述加工子系统包括加热补热装置以及如权利要求1~9中任一项所述的辊压成型装置,所述加热补热装置设置在所述辊压成型装置的入口侧。
11.一种辊压成型系统,其特征在于,至少包括两个并排设置的第一加工子系统和第二加工子系统,所述第一加工子系统和第二加工子系统均包括加热补热装置以及如权利要求7~9中任一项所述的辊压成型装置,所述加热补热装置设置在所述辊压成型装置的入口侧,所述第一加工子系统中第一成型设备与所述第二加工子系统中的第一成型设备错位分布。
技术总结
本发明提供一种辊压成型装置及系统,其中,装置包括:机架,支撑组件,至少包括安装在机架上的传动轴;成型设备,至少设置有一套,成型设备包括第一成型组和第二成型组,第一成型组和第二成型组并排设置在传动轴上,第一成型组和第二成型组中均包括成型辊,第一成型组中的成型辊和第二成型组中的成型辊配合组成一个成型通道;成型设备中至少一套成型设备为第一成型设备,第一成型设备中的成型辊至少一个为斜辊,传动轴上对应安装有用于安装斜辊的偏心套,斜辊套设置在偏心套外,且斜辊可在偏心套的径向转动;移动设备,分别对应第一成型组和第二成型组设置,用于分别驱动第一成型组和第二成型组沿着传动轴移动。本方案有效的减小了占用空间。
技术研发人员:杨固川,李宏图
受保护的技术使用者:中冶赛迪工程技术股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!