一种能够稳定轧制螺纹钢切分的控制方法与流程
本发明涉及一种能够稳定轧制切分的控制方法。
背景技术:
1、轧钢厂一棒线以轧制螺纹钢切分为主。一棒的切分螺纹钢轧制就是轧件经切分孔型轧制后,由切分导卫将轧件一根变为多根,从而能够同时生产多根螺纹钢成品的方法。但是,在生产过程中存在以下问题:
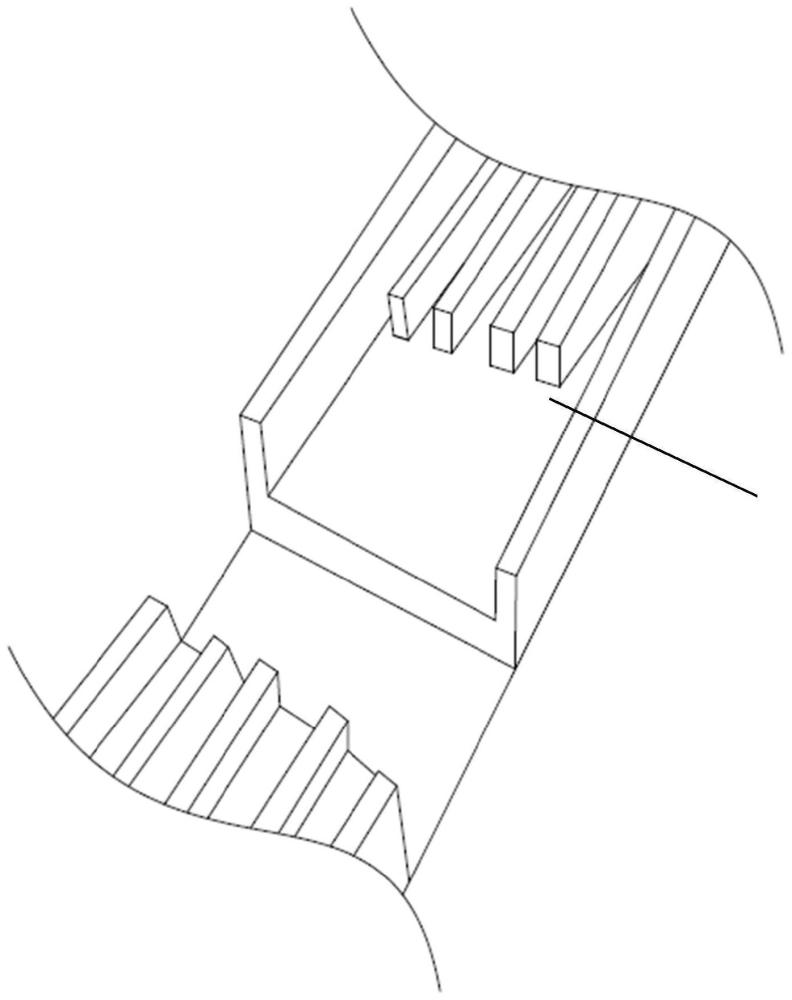
2、为了实现无张力轧制,切分后轧件在后续轧制过程中,采用了2个多通道切分活套。多通道切分活套的控制方式与单通道普通活套控制方式是一样,都是通过活套扫描器检测单根轧件的套高变化信号,由控制系统自动调节套高来实现张力调整的。活套扫描器是单镜头,如图2所示,切分活套允许轧机通过的轧件通道1也是独立且封闭的,因此切分活套扫描器只能够检测到最靠近该扫描仪那根轧件的信号变化,在生产过程中,当靠近扫描仪那根轧件尺寸小于其它轧件的尺寸时,尺寸偏大的轧件会在切分活套中起高套,造成堆钢事故。由此原因导致的堆钢事故每月可达到30次以上,每月轧废量超过了100吨。且堆钢事故每月造成的停轧时间可达2个小时以上。
3、为了减少切分活套出现起高套堆钢事故,采取的措施就是保证靠近扫描仪那根轧件尺寸大于其它轧件的尺寸。而通过此方法轧制出的螺纹钢成品会出现线差(所谓线差就是单根轧件切分后轧制出的多根成品重量存在差异,一般用同一根轧件切分轧制后轧出的最重成品的1米重量减去该轧件切分轧制后轧出的最轻成品的1米重量的差距与该成品理论1米重量的百分比来表示)。目前的生产中线差达到了1.5%以上,且切分后尺寸最大的轧件轧出的成品经常出现纵肋高度超国标问题。
4、另外,起导入作用的进口导卫预导板宽度比轧件宽度大40mm以上,导致轧件不能按预定路线进入轧机轧制,造成轧件在进入切分导卫之前头部就存在弯头缺陷。此种缺陷会造成轧件不能按预定轨迹进入切分导卫进行切分,造成切分导卫被顶翻出现堆钢事故而停产。而处理此类事故的时间至少0.5小时,每个月出现此类事故至少在5次以上,导致的停轧时间可到达2.5小时以上。
技术实现思路
1、本发明的目的是提供一种能够稳定轧制切分的控制方法。
2、本发明通过以下技术方案:一种能够稳定轧制切分的控制方法,在多通道切分活套上设活套扫描器,所述套扫描器为多镜头扫描器,所述多镜头扫描器检测多通道活套中所有轧件套高高度信号波动,将获取的各轧件套量高度信号波动的平均值作为活套起套的实际套高反馈给控制系统,控制系统以此接收的套高波动信息为依据对各轧件形成的活套套高进行调整,使多通道活套起套后各轧件形成的套高处于稳定状况。
3、进一步地,多通道切分活套中安装活套扫描器对应的轧件通道为连通式结构,即相邻的两个轧件通道在对应活套扫描器位置的部分相互连通,使得活套扫描器能够同时检测活套中所有轧件套高信号的变化。
4、进一步地,将切分导卫的进口导卫预导板宽度控制在5~15mm,可以避免轧件在咬入轧机后出现的弯头缺陷,由此缺陷产生的顶切分导卫堆钢问题得到了解决。
5、相比现有技术,本发明具有如下有益效果:
6、1.本发明的活套扫描器采用多镜头扫描器,同时检测活套中所有轧件套高信号的变化,并实现信号的多线输出。
7、2.本发明在不影响切分活套轧件通道过钢的前提下,在相邻的两个轧件通道在对应套扫描器位置的部分相互连通,进一步使活套扫描器能够同时准确地检测活套中所有轧件套高信号的变化。生产过程中,活套起套后,活套扫描器可以同时检测多通道活套中所有轧件套高高度信号波动,最终该扫描器能够自动获取各轧件套量高度信号波动的平均值作为活套起套的实际套高反馈给控制系统。而控制系统也是以此套高波动信息为依据对各轧件形成的活套套高进行调整,使多通道活套起套后各轧件形成的套高处于稳定状况,切分轧制出现的多通道活套起高套造成的堆钢问题得到了解决。切分后,也不在需要保证靠近多通道活套扫描器处的轧件尺寸是最大的。切分后各轧件轧出的成品尺寸线差可减少到0.5%以下。所轧出的成品也不会出现纵肋高度超国标的问题。
8、2.本发明控制进口导卫预导板宽度始终保持在5~15mm,可以避免轧件在咬入轧机后出现的弯头缺陷,解决了由弯头缺陷产生的顶切分导卫堆钢问题。
9、3.本发明提供的方法解决轧制切分出现的多通道活套起高套及顶切分导卫堆钢瓶颈问题。每月可以少停4.5小时,轧制切分时平均每小时可以轧制120.9吨成品,每吨成品可获利约100元。则一年因此创造的效益为:s=4.5小时*120.9吨/小时*100元/吨*12月=65.29万元。另外,每月还可以少轧废100吨左右成品。成品与废钢的差价为700元,一年因此创造的效益为:s=100吨/月*12月*700元/吨=84万元。预计每年创造的直接总效益为:s=65.29+84=149.29万元。
10、4.本发明提供的方法所得成品线差由1.5%以上减少到了0.5%以下,了解决横肋高度超标问题,这也提高了新钢铁的品牌价值。
技术特征:
1.一种能够稳定轧制切分的控制方法,在多通道切分活套上设活套扫描器,其特征是,所述套扫描器为多镜头扫描器,所述多镜头扫描器检测多通道活套中所有轧件套高高度信号波动,将获取的各所述轧件套量高度信号波动的平均值作为所述活套起套的实际套高反馈给控制系统,所述控制系统以接收的套高波动信息为依据对各轧件形成的活套套高进行调整,使所述多通道活套起套后各轧件形成的套高处于稳定状况。
2.根据权利要求1所述的能够稳定轧制切分的控制方法,其特征是,所述多通道切分活套中安装所述活套扫描器对应的轧件通道为连通式结构,即相邻的两个轧件通道在对应所述活套扫描器位置的部分相互连通。
3.根据权利要求1所述的能够稳定轧制切分的控制方法,其特征是,将切分导卫的进口导卫预导板宽度控制在5~15mm。
技术总结
本发明公开了一种能够稳定轧制切分的控制方法,在多通道切分活套上设活套扫描器,所述套扫描器为多镜头扫描器,所述多镜头扫描器检测多通道活套中所有轧件套高高度信号波动,将获取的各轧件套量高度信号波动的平均值作为活套起套的实际套高反馈给控制系统,控制系统以此套高波动信息为依据对各轧件形成的活套套高进行调整,使多通道活套起套后各轧件形成的套高处于稳定状况。本发明提供的方法所得成品线差由1.5%以上减少到了0.5%以下,解决横肋高度超标问题。
技术研发人员:邓健,刘逖,廖才意,谭伟,李玉明,龙星,陈成,高耀
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!