一种弯管装置的制作方法
本发明属于弯管,尤其涉及一种弯管装置。
背景技术:
1、弯管是指将金属管材按照一定的弯曲半径和弯曲角度进行塑性变形的过程,广泛应用于电力施工、公铁路建设、桥梁、船舶、家具、装潢等领域。弯管的质量直接影响到管道系统的安全性和可靠性,因此需要采用合适的弯管设备和工艺进行加工。
2、弯管工艺主要包括以下几个方面:管型规整化、弯曲半径标准化、弯曲成形速度、芯棒及其位置等。管型规整化是指在设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧,以利于机械化和自动化生产,降低模具数量和卸模难度。弯曲半径标准化是指尽量实现“一管一模”和“多管一模”的原则,即同一根管子只采用一个弯曲半径,同一直径规格的管子尽量采用同一种或少数几种弯曲半径,以提高生产效率和降低生产成本。弯曲成形速度是指在保证质量的前提下,选择合适的速度进行弯曲,以防止管材变扁、裂纹、起皱等缺陷。芯棒及其位置是指在进行小半径或薄壁的弯曲时,在管材内部插入一根合适的芯棒,以支撑内壁防止变形,并调整芯棒的切线与轮模的切线平齐或稍微提前,以保证外壁不出现“鹅头”现象。
3、弯管设备主要有两种类型:数控弯管机和液压弯管机。数控弯管机是指利用计算机数控技术来控制机械部件和液压系统,实现对管材的精确弯曲和成型。数控弯管机具有功能多、操作简单、效率高、质量稳定等优点,但也存在成本高、维护复杂、适应性差等缺点。液压弯管机是指利用液压系统来驱动油缸或油马达,实现对管材的弯曲和成型。液压弯管机具有成本低、维护简单、适应性强等优点,但也存在速度慢、精度低、质量不稳等缺点。
技术实现思路
1、本发明的目的在于提供一种弯管装置,能够实现精确弯曲成型,操作便捷,灵活性高,适用范围广,且成本较低。
2、为了实现上述目的,本发明采用以下技术方案:
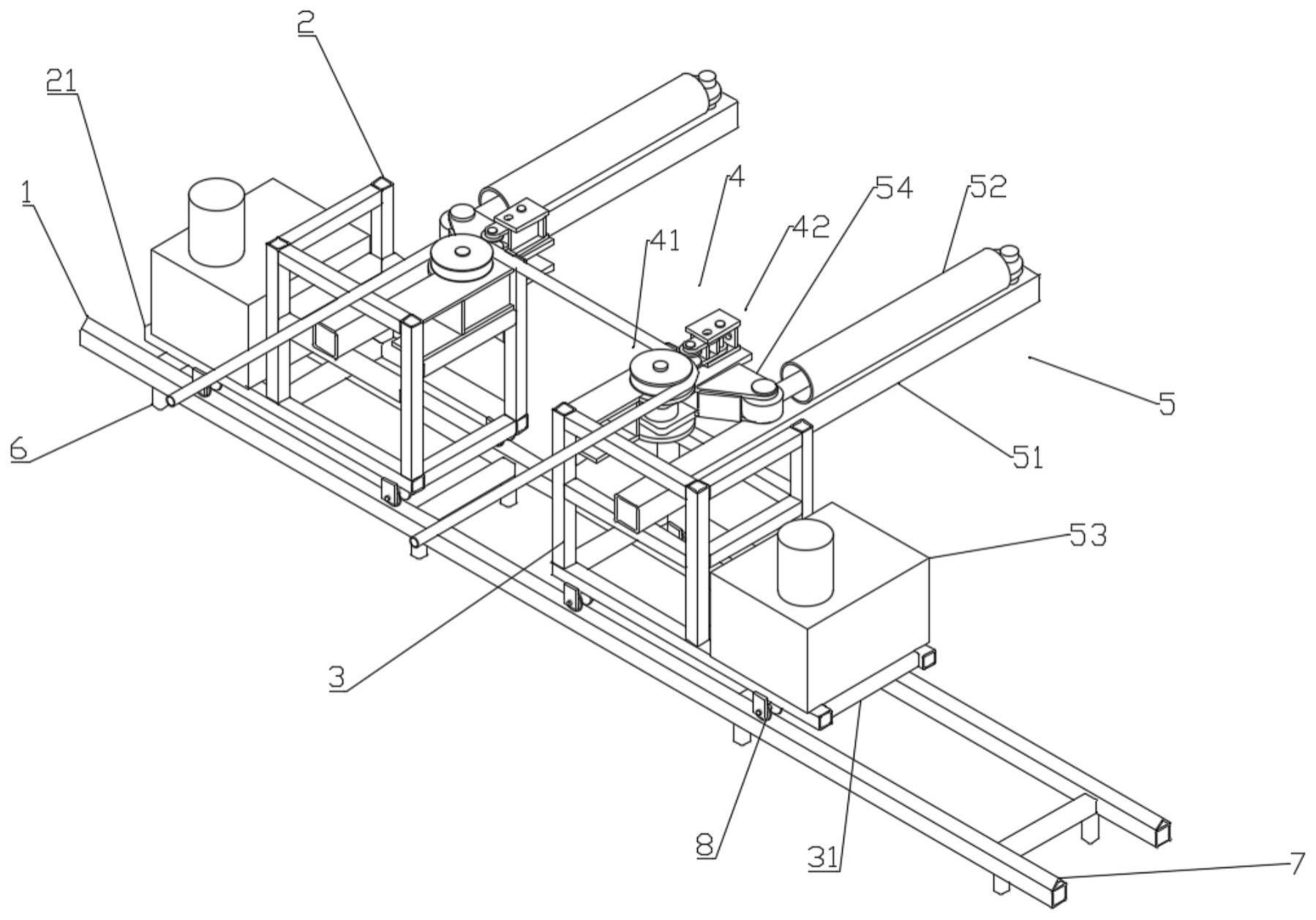
3、一种弯管装置,包括底架、第一支撑架、第二支撑架、定位机构、推动机构,所述的底架水平设置;所述的第一支撑架、第二支撑架沿左右方向间隔设于底架上,第一支撑架、第二支撑架底部与底架顶部活动连接,第一支撑架、第二支撑架可在底架上左右移动;所述的定位机构设有两个,分别设于第一支撑架内右侧和第二支撑架内左侧,定位机构包括第一定位组件和第二定位组件,所述的第一定位组件和第二定位组件之间形成可容纳圆管的水平通道;所述的推动机构设有两个,分别设于第一支撑架内左侧和第二支撑架右侧,当圆管置于两个定位机构中时,推动机构可向前推动圆管两端,对圆管两端进行折弯。
4、进一步,所述的底架顶部设有导轨,所述的第一支撑架、第二支撑架底部设有滑轮,第一支撑架、第二支撑架底部通过滑轮与底架顶部的导轨连接。
5、进一步,所述的第一定位组件包括第一安装座、第一转轴、弯管轮;所述的第一安装座设于支撑架内;所述的第一转轴通过第一轴座竖直设于第一安装座上;所述的弯管轮套设于第一转轴上,且所述的弯管轮为u型滚轮。
6、进一步,所述的第二安装组件包括第二安装座、第二转轴、限位轮,所述的第二安装座设于支撑架上,位于第一定位组件后方;所述的第二转轴通过第二轴座竖直设于第二安装座前端;所述的限位轮套设于第二转轴上,且所述的限位轮为u型滚轮,限位轮与弯管轮之间形成圆形通道。
7、进一步,还包括安装孔、插槽、连接孔、插杆;所述的安装孔设有两个,竖直贯穿开设于第二安装座顶部;所述的插槽对应安装孔位置设于第二安装座底部;所述的连接孔对应安装孔位置分别贯穿设于第二轴座顶部和底部;所述的插杆设有两个,分别竖直插入两个安装孔中,并依次竖直穿过连接孔和插槽,将第二轴座和第二安装座连接,当取出其中一个插杆时,第二安装座可基于另一个插杆转动。
8、进一步,所述的推动机构包括油缸安装座、油缸;所述的油缸安装座设有两个,分别沿前后水平方向设于第一支撑架内左侧和第二支撑架内右侧;所述的油缸设有两个,分别水平设于两个油缸安装座上,油缸活塞杆朝向前方,两个油缸活塞杆伸长时,可将固定于定位机构上的圆管两端向前折弯。
9、进一步,所述的第一支撑架左侧设有第一平台,第二支撑架右侧设有第二平台,所述的第一平台和第二平台上分别设有液压站;所述的第一平台上的液压站与第一支撑架上的油缸连接,第二平台上的液压站与第二支撑架上的油缸连接。
10、进一步,还包括推块;所述的推块分别设于油缸活塞杆朝向定位机构的侧面上。
11、进一步,还包括支撑腿;所述的支撑腿设有多个,分别沿左右方向竖直间隔设于底座底部。
12、综上所述,本发明采用了上述技术方案,本发明具有以下技术效果:
13、本发明的第一支撑架和第二支撑架底部通过滑轮与底架顶部的导轨活动连接,第一支撑架和第二支撑架可在底架上移动,能够进行灵活调节,方便不同弯曲角度和弯曲半径的组合,提高了弯管的美观性和适应性;定位机构包括第一定位组件、第二定位组件,定位组件的弯管轮和限位轮采用u型滚轮,形成通道,可以有效地固定和支撑圆管,防止圆管在弯曲过程中变扁、起皱、裂纹等缺陷,保证了弯管的质量和精度;通过液压系统来驱动油缸活塞杆向前推动,对圆管进行弯曲和成型,具有速度快、力度大、稳定性好等优点,且不会造成圆管内侧的变形和开裂;本装置结构简单,制造成本低,维修方便,使用寿命长;本装置适用于圆管的弯曲加工,具有广泛的适应性,操作简单,安全可靠,提高了生产效率和质量。
技术特征:
1.一种弯管装置,其特征在于:包括底架、第一支撑架、第二支撑架、定位机构、推动机构,所述的底架水平设置;所述的第一支撑架、第二支撑架沿左右方向间隔设于底架上,第一支撑架、第二支撑架底部与底架顶部活动连接,第一支撑架、第二支撑架可在底架上左右移动;所述的定位机构设有两个,分别设于第一支撑架内右侧和第二支撑架内左侧,定位机构包括第一定位组件和第二定位组件,所述的第一定位组件和第二定位组件之间形成可容纳圆管的水平通道;所述的推动机构设有两个,分别设于第一支撑架内左侧和第二支撑架右侧,当圆管置于两个定位机构中时,推动机构可向前推动圆管两端,对圆管两端进行折弯。
2.根据权利要求1所述一种弯管装置,其特征在于:所述的底架顶部设有导轨,所述的第一支撑架、第二支撑架底部设有滑轮,第一支撑架、第二支撑架底部通过滑轮与底架顶部的导轨7连接。
3.根据权利要求1所述的一种弯管装置,其特征在于:所述的第一定位组件包括第一安装座、第一转轴、弯管轮;所述的第一安装座设于支撑架内;所述的第一转轴通过第一轴座竖直设于第一安装座上;所述的弯管轮套设于第一转轴上,且所述的弯管轮为u型滚轮。
4.根据权利要求3所述的一种弯管装置,其特征在于:所述的第二安装组件包括第二安装座、第二转轴、限位轮,所述的第二安装座设于支撑架上,位于第一定位组件后方;所述的第二转轴通过第二轴座竖直设于第二安装座前端;所述的限位轮套设于第二转轴上,且所述的限位轮为u型滚轮,限位轮与弯管轮之间形成圆形通道。
5.根据权利要求4所述的一种弯管装置,其特征在于:还包括安装孔、插槽、连接孔、插杆;所述的安装孔设有两个,竖直贯穿开设于第二安装座顶部;所述的插槽对应安装孔位置设于第二安装座底部;所述的连接孔对应安装孔位置分别贯穿设于第二轴座顶部和底部;所述的插杆设有两个,分别竖直插入两个安装孔中,并依次竖直穿过连接孔和插槽,将第二轴座和第二安装座连接,当取出其中一个插杆时,第二安装座可基于另一个插杆转动。
6.根据权利要求1所述的一种弯管装置,其特征在于:所述的推动机构包括油缸安装座、油缸;所述的油缸安装座设有两个,分别沿前后水平方向设于第一支撑架内左侧和第二支撑架内右侧;所述的油缸设有两个,分别水平设于两个油缸安装座上,油缸活塞杆朝向前方,两个油缸活塞杆伸长时,可将固定于定位机构上的圆管两端向前折弯。
7.根据权利要求5所述的一种弯管装置,其特征在于:所述的第一支撑架左侧设有第一平台,第二支撑架右侧设有第二平台,所述的第一平台和第二平台上分别设有液压站;所述的第一平台上的液压站与第一支撑架上的油缸连接,第二平台上的液压站与第二支撑架上的油缸连接。
8.根据权利要求5所述的一种弯管装置,其特征在于:还包括推块;所述的推块分别设于油缸活塞杆朝向定位机构的侧面上。
9.根据权利要求1所述的一种弯管装置,其特征在于:还包括支撑腿;所述的支撑腿设有多个,分别沿左右方向竖直间隔设于底座底部。
技术总结
本发明公开了一种弯管装置,包括底架、第一支撑架、第二支撑架、定位机构、推动机构,所述的底架水平设置;所述的第一支撑架、第二支撑架沿左右方向间隔设于底架上,第一支撑架、第二支撑架底部与底架顶部活动连接,第一支撑架、第二支撑架可在底架上左右移动;所述的定位机构设有两个,分别设于第一支撑架内右侧和第二支撑架内左侧,定位机构包括第一定位组件和第二定位组件,所述的第一定位组件和第二定位组件之间形成可容纳圆管的水平通道;所述的推动机构设有两个,分别设于第一支撑架内左侧和第二支撑架右侧,当圆管置于两个定位机构中时,推动机构可向前推动圆管两端,对圆管两端进行折弯。本发明能够实现精确弯曲成型,操作便捷,灵活性高,适用范围广,且成本较低。
技术研发人员:黄家森,王宝,庞磊,严明,黄蕾,何冠中,莫进军,何华发,卢斌
受保护的技术使用者:广西建工集团建筑机械制造有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!