一种多层片复杂内流道液压零部件的钎焊工艺的制作方法
本发明属于钎焊领域,具体为一种多层片复杂内流道液压零部件的钎焊工艺。
背景技术:
1、钎焊是使用比母材熔点低的钎料,在不影响母材,又高于钎料熔点的温度下,利用液态钎料的扩散铺展,对母材进行焊接的一种焊接方法。多层片异形液压零部件对制造工艺的要求比较高,零件的通道和接合面需要满足不能漏、渗液压油,同时具有较高的耐腐蚀能力。所以需要使用耐腐蚀的钎料把若干不同的异形片状零件钎焊在一起。
2、目前的钎焊工艺是将块状钎料在装料进炉前手动放置在工件中间,依靠真空钎焊时的毛细效果对缝隙进行填充,钎料从工件中间开始通过毛细效果逐渐填充满整个缝隙所需的时间过长,导致此种方式效率低,而且使用的钎料量较少时钎料难以扩散到缝隙中远离工件的部位,必须使用大量且过剩的钎料才能保证钎料填充满整个缝隙,过剩的钎料容易堵塞零件的内流道,造成零件返工或报废,导致良品率不高、生产效率低。
技术实现思路
1、针对现有多层片复杂内流道液压零部件的钎焊工艺的良品率不高、钎料用量多、生产效率低的缺点,本发明提供一种多层片复杂内流道液压零部件的钎焊工艺,其良品率高、钎料用量较少、生产效率高。
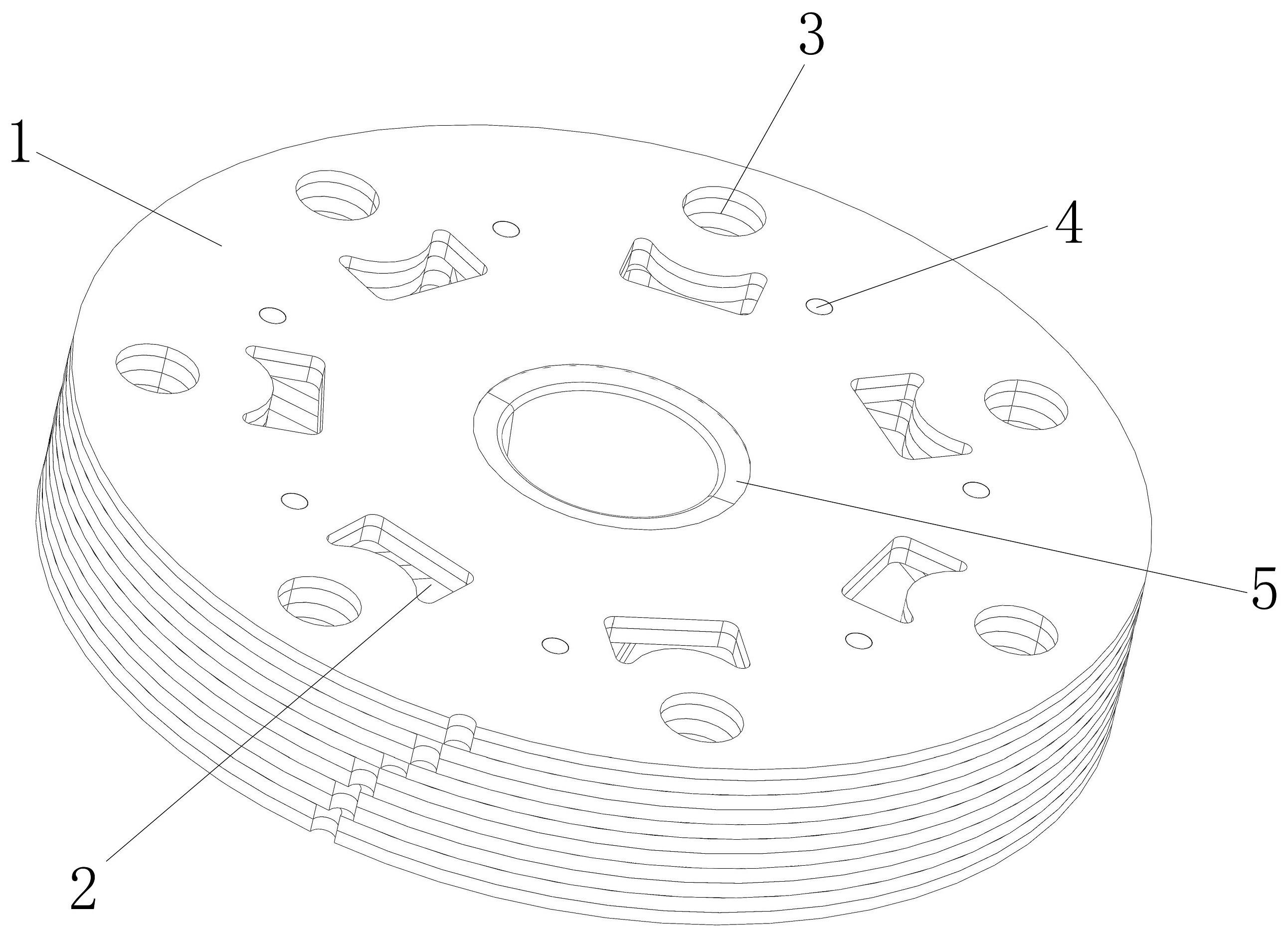
2、一种多层片复杂内流道液压零部件的钎焊工艺,其加工的片状零件设有销轴孔、铆钉孔和异形通道,其特征在于:其工艺步骤如下:
3、步骤一:零件的预处理;
4、预处理需要钎焊的零件,清洁零件表面,使钎焊面光滑清洁,清洗完毕后使用烘干机将清洗过的零件烘干;
5、步骤二:钎料的加工;
6、将钎料加工成满足钎焊需求的厚度,每层钎料的结构与对应的片层零件一致,使用装配工装将异形片层零件与钎料交错装配成装配体;
7、步骤三:铆压加工;
8、将铆钉插入铆钉孔对装配体进行紧固,使用压铆模具将若干异形片层零件与钎料铆压在一起;
9、步骤四:真空处理;
10、将装配体放置在工装上,一起放入真空炉内,开始抽真空,抽真空过程75min,抽真空完成后开始加热保温,加热保温过程包括四个过程,第一加热保温过程用20min加热至300℃,保温10min;第二加热保温过程用55min加热至750℃,保温15min;第三加热保温过程用55min加热至1050℃,保温20min;第四加热保温过程用20min加热至1115℃-1135℃,保温15min;
11、步骤五:出炉;
12、停止加热保温,待冷却后取出零件。
13、其进一步特征在于:
14、步骤二中,装配过程中使用定位销插入零件上的销轴孔,保证每层零件和钎料之间不错位;
15、步骤三中,对于体积较大的零件,零件中间装配轴套,用于辅助紧固装配体。
16、采用本发明的工艺后,每层钎料的结构与对应的片层零件一致且与零件交错装配,钎料与零件的焊接面直接接触,减少了钎料通过毛细效果充满零件的间隙所需的时间,提高了生产效率,而且采用上述方式在钎料用量较少时钎料也能完整地充满零件间隙,尽可能地减少了钎料的用量,避免了大量的过剩钎料溢流入内流道导致堵塞,提高了良品率;阶段性多次加热保温保障了零件各部分温度的一致性,使各部分钎料的融化程度一致,确保了融化的钎料扩散铺展均匀,进一步提高了良品率,还提高了生产质量。
技术特征:
1.一种多层片复杂内流道液压零部件的钎焊工艺,其加工的片状零件设有销轴孔、铆钉孔和异形通道,其特征在于:其工艺步骤如下:
2.根据权利要求1所述的一种多层片复杂内流道液压零部件的钎焊工艺,其特征在于:步骤二中,装配过程中使用定位销插入零件上的销轴孔,保证每层零件和钎料之间不错位。
3.根据权利要求1所述的一种多层片复杂内流道液压零部件的钎焊工艺,其特征在于:步骤三中,对于体积较大的零件,零件中间装配轴套,用于辅助紧固装配体。
技术总结
本发明提供一种多层片复杂内流道液压零部件的钎焊工艺,其良品率高、钎料用量较少、生产效率高。其加工的片状零件设有销轴孔、铆钉孔和异形通道,其特征在于:其工艺步骤如下:(1)零件的预处理;(2)钎料的加工;(3)铆压加工;(4)真空处理;(5)出炉。
技术研发人员:潘云,成文浩,刘磊
受保护的技术使用者:鹰普流体科技(镇江)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!