一种线性焊接整体叶盘数控车刀半径的防错方法与流程
本发明属于数控车床加工领域,具体涉及一种线性焊接整体叶盘数控车刀半径的防错方法。
背景技术:
1、现有数控车床,并无车削刀具半径检测功能。在现场使用刀具过程中,发生过刀具半径使用错误情况,造成损失。在线性焊接整体叶盘车削工序中,如果有刀具使用错误的情况出现,将会对零件产生不可逆转的损伤,严重时直接会导致零件报废的情况发生。由于整体叶盘加工周期长的特点,如果产品出现报废情况,将会对零件及时合格交付带来十分不利的影响。
2、目前判断刀具半径的方法通常为利用镜头成像方法进行判断,这种方法必须对数控设备进行改造,增加镜头成像系统进行刀具半径识别。存在设备改造成本高、改造周期长的问题,并且镜头易受切削液影响,影响测量精度,或者产生误判情况。
技术实现思路
1、本发明提供一种线性焊接整体叶盘数控车刀半径的防错方法,利用数控车床的对刀系统进行刀具参数比对,通过程序判断是否在容错范围内,如果超出容错范围则反馈信息对刀失败,如果符合容错要求则对刀成功。
2、本发明的技术方案如下:
3、一种线性焊接整体叶盘数控车刀半径的防错方法,包括如下步骤:
4、(1)数控车床安装标准车刀,在对刀块的正常触发位置,测量刀具x向尺寸l0;
5、(2)计算标准车刀在对刀块的位置控制点,刀具x向尺寸测量理论值l1,公式如下:
6、l1= l0-r*[1-cos(45°)];
7、式中:r为标准车刀的半径;
8、(3)标准车刀在对刀块的位置控制点,测量刀具x向尺寸实际值为l2;
9、(4)计算在对刀块的位置控制点处的测量偏差x0,公式如下:
10、x0= l1- l2;
11、(5)数控车床依据测量偏差x0修改程序,计算车刀在对刀块的位置控制点处的刀具x向尺寸测量理论值为l3,公式如下:
12、l3= l0-r*[1-cos(45°)]+ x0;
13、(6)数控车床安装待用车刀,采用与标准车刀相同的安装方式,在与步骤(2)相同的对刀块的位置控制点,测量刀具x向尺寸实际值l4;
14、(7)l3与l4之间的差值绝对值在0.03mm以内,车刀半径符合技术要求;超出0.03mm,车刀半径不符合技术要求。
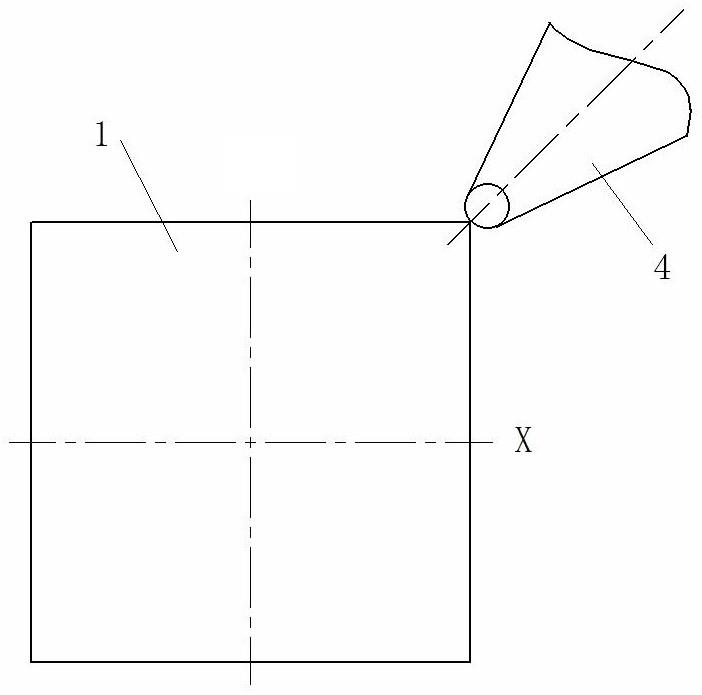
15、进一步地,所述的线性焊接整体叶盘数控车刀半径的防错方法,步骤(1)中的对刀块的正常触发位置与步骤(2)中的对刀块的位置控制点位于对刀块的同一侧,且对刀块的位置控制点位于对刀块的正常触发位置的逆时针方向。
16、进一步地,所述的线性焊接整体叶盘数控车刀半径的防错方法,车刀的过刀尖圆弧半径圆心点的直线与对刀块的水平对称轴之间的角度为45°,对刀块的水平对称轴与数控车床x轴平行。
17、本发明的有益效果为:本发明提供一种线性焊接整体叶盘数控车刀半径的防错方法,利用数控车床的对刀系统进行刀具参数比对,通过程序判断是否在容错范围内,如果超出容错范围则反馈信息对刀失败,如果符合容错要求则对刀成功,全程无需人为输入刀具参数,消除了人为操作失误带来的质量隐患。在不使用附加设备的情况下,即可测量出刀具的实际半径是否符合程序设定的需求,能够节约设备改造成本,杜绝人为因素造成的刀具使用错误。
技术特征:
1.一种线性焊接整体叶盘数控车刀半径的防错方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的线性焊接整体叶盘数控车刀半径的防错方法,其特征在于,步骤(1)中的对刀块的正常触发位置与步骤(2)中的对刀块的位置控制点位于对刀块的同一侧,且对刀块的位置控制点位于对刀块的正常触发位置的逆时针方向。
3.根据权利要求1所述的线性焊接整体叶盘数控车刀半径的防错方法,其特征在于,车刀的过刀尖圆弧半径圆心点的直线与对刀块的水平对称轴之间的角度为45°,对刀块的水平对称轴与数控车床x轴平行。
技术总结
本发明属于数控车床加工领域,涉及一种线性焊接整体叶盘数控车刀半径的防错方法。技术方案如下:数控车床安装标准车刀,在对刀块的正常触发位置,测量刀具X向尺寸L<subgt;0</subgt;;计算标准车刀在对刀块的位置控制点,刀具X向尺寸测量理论值L<subgt;1</subgt;;标准车刀在对刀块的位置控制点,测量刀具X向尺寸实际值为L<subgt;2</subgt;;计算在对刀块的位置控制点处的测量偏差X<subgt;0</subgt;;数控车床依据测量偏差X<subgt;0</subgt;修改程序,计算车刀在对刀块的位置控制点处的刀具X向尺寸测量理论值为L<subgt;3</subgt;;数控车床安装待用车刀,测量刀具X向尺寸实际值L<subgt;4</subgt;;L<subgt;3</subgt;与L<subgt;4</subgt;之间的差值绝对值在0.03mm以内,车刀半径符合技术要求。本发明能够节约设备改造成本,防止刀具使用错误。
技术研发人员:赵天杨,马明阳,周鑫,刘佳涛,孟震威
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!