一种基于图像识别余料检测的激光切割系统
本发明涉及汽车零部件切割,尤其涉及一种基于图像识别余料检测的激光切割系统。
背景技术:
1、在汽车车身制造过程中,三维激光切割是生产中不可缺少的新型加工方法,具有加工精度高,周期短,成本低等优点,可以完全满足试制中小批量的任务需求。在三维激光切割过程中,受到车身零件形状与切割位置的限制,往往会出现不能完全切割,余料会附在待切割的零件上,导致车身零件切割不能到达切割的精度要求,而现在一般是通过人工去检验余料是否被切割掉,若发现没有被切割,则需要重新切割或者手动辅助完成余料的去除。因此在激光切割车身零件中,激光切割产生的余料是否被完全切割,并落入槽内是车身零件完成切割的重要一环。
2、随着计算机图形学、机器人学、计算机视觉和虚拟现实等技术在三维可视化中的应用,基于计算机技术的图像识别也取得了突破性的成就。在激光切割过程中充分利用基于计算机图像识别技术,有助于缩短检验时间,提高产品的质量,实现激光切割的自动化,提高生产效率。
3、基于此,有必有提供一种基于图像识别余料检测的激光切割系统,能够对切割的余料进行检验和判断,不需要重复切割或者手动辅助切割,大大节约了时间,提升了切割效率和切割质量。
技术实现思路
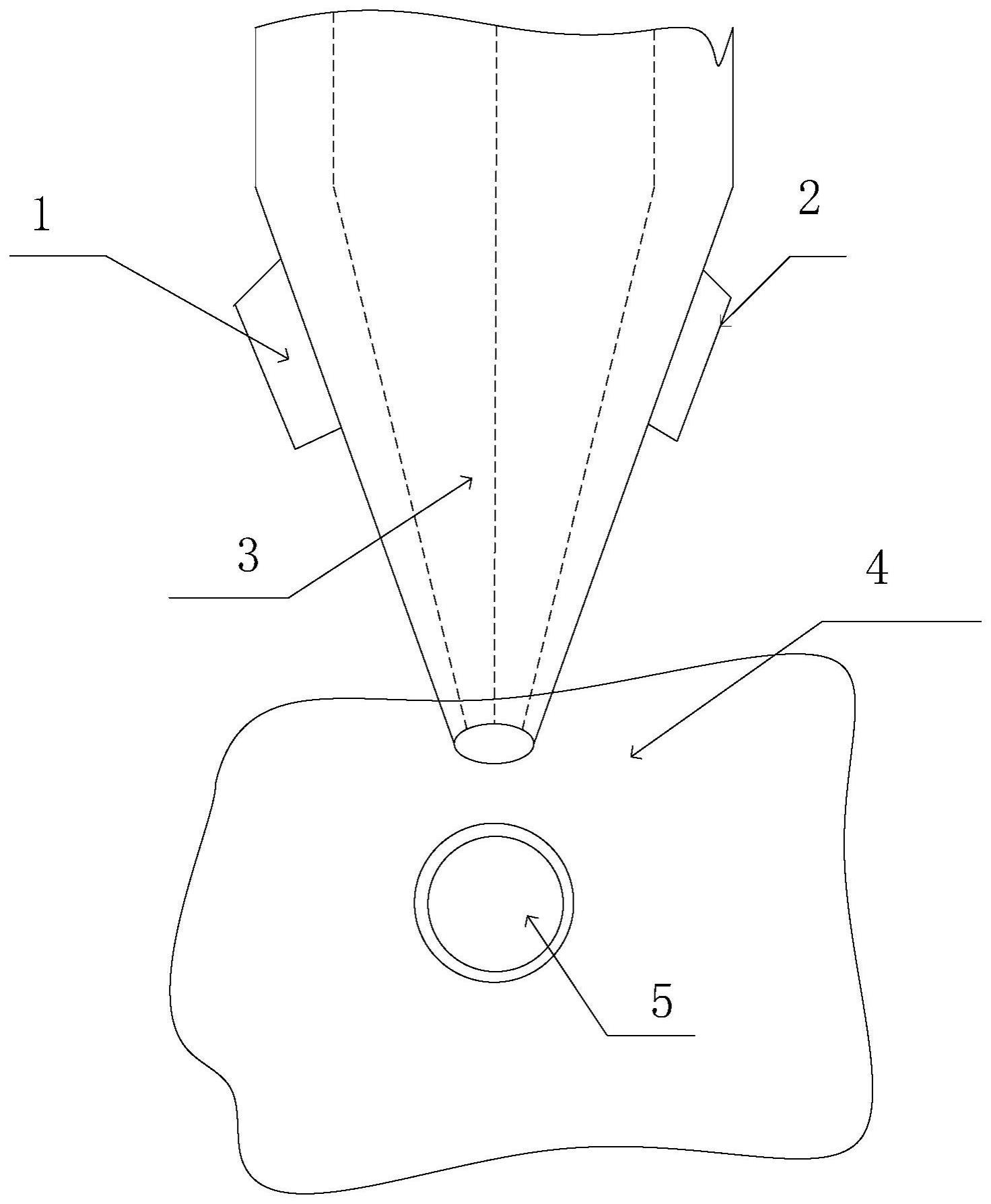
1、为了解决上述提出的至少一个技术问题,本发明提供一种基于图像识别余料检测的激光切割系统,包括:上位机,以及第一摄像机、第二摄像机、激光切割喷管、激光切割头、待切割零件和所述待切割零件上的余料;
2、所述第一摄像机和所述第二摄像机,被配置在所述激光切割喷管的两侧,用于采集所述待切割零件的切割图像并传输给所述上位机;
3、所述上位机,控制所述激光切割头在所述激光切割喷管的高压气流作用下按照设定的程序轨迹对所述待切割零件上相应的轨迹特征进行切割,并根据所述切割图像来确定所述余料是否被切割完成。
4、在一种可能实现的方式中,所述根据所述切割图像来确定所述余料是否被切割完成,包括:
5、对所述切割图像进行预处理,以减少所述切割图像的噪声和畸变。
6、在一种可能实现的方式中,所述对所述切割图像进行预处理,以减少所述切割图像的噪声和畸变,包括:
7、通过中值滤波算法消除所述切割图像的噪点,并保留所述切割图像的边缘特征;
8、通过单尺度ssr算法进一步对所述切割图像进行图像增强,提高所述边缘特征的清晰度;
9、采用最大最小值归一化法,将图像增强后的切割图像的像素值的点值xi缩放到0-1之间,得到最终的值降低仿射变换对所述切割图像的影响。
10、在一种可能实现的方式中,在所述对所述切割图像进行预处理,以减少所述切割图像的噪声和畸变之后,还包括:
11、采用改进的麻雀搜寻算法对所述第一摄像机和所述第二摄像机进行标定。
12、在一种可能实现的方式中,所述采用改进的麻雀搜寻算法对所述第一摄像机和所述第二摄像机进行标定,包括:
13、确定标准的方形棋盘格,并提取棋盘格中的角点坐标;
14、获取初试标定值,并确定优化的参数范围;
15、建立适应度函数,表达式:
16、其中,n为标准的方形棋盘格的角点数量。
17、在一种可能实现的方式中,所述采用改进的麻雀搜寻算法对所述第一摄像机和所述第二摄像机进行标定,还包括:
18、麻雀种群初始化:随机生成n只麻雀,改进麻雀搜索算法中需要使用的参数为m(生产者数量)、p(侦察者数量)、m(安全值)以及gmax(最大迭代次数),迭代次数初始值为0;
19、更新发现者的位置:种群飞往另外一个地域时发现者与加入者则分别进行觅食更新位置公式为:
20、
21、其中,xi,j表示此时第i个麻雀在第j维中的位置;q是一个随机数,服从正态分布;r2代表预警值,范围为r2∈[0,1];ma代表安全值,范围为ma∈[0.5,1];
22、当r2<ma时,表示周围没有发现危险,这代表发现者可以扩大其搜索食物的范围;当r2≥ma时,表示侦察者察觉到了危险,并且发出预警信号,这个时候整个麻雀种群就会动身前往别的地方寻找食物;
23、更新加入者的位置:
24、
25、其中,randn(0,1)表示一个服从标准差为1、均值为0的高斯分布的值;x2代表加入者加入种群后全局最差位置;k代表加入者,范围为:k∈[1,n];fl(fl∈(0,2))代表加入者将跟从发现者去觅食;
26、当i>n/2时,表示加入者没有找到此刻整个麻雀种群的最优位置,所以需要去别的地方继续寻找最优位置;
27、更新侦察者的位置;
28、获取当前最新的位置:如果当前最新的位置适应度优于之前,则将之前的位置更新为目前的位置;反之则保留之前的位置;
29、重复执行上述步骤,直到迭代次数达到gmax。
30、在一种可能实现的方式中,在所述采用改进的麻雀搜寻算法对所述第一摄像机和所述第二摄像机进行标定之后,还包括:
31、采用基于harris算法对所述切割图像进行特征提取。
32、在一种可能实现的方式中,在所述采用基于harris算法对所述切割图像进行特征提取之后,还包括:
33、将特征提取的相关数据送入卷积神经网络中进行识别,以确定所述余料是否被切割完成。
34、在一种可能实现的方式中,在所述采用基于harris算法对所述切割图像进行特征提取之后,还包括:
35、将所有切割图像对应的特征提取的相关数据进行数据增强,并对多种数据进行多种转换,已获得新数据,进而进行新的训练,以此实现特征的鲁棒性。
36、在一种可能实现的方式中,所述数据增强,包括:
37、色彩增强:用以模拟在切割图像采集过程中,所述待切割零件受到所处的环境中的灰尘、烟雾的干扰,光线的亮度会发生改变的情况;
38、高斯噪声:在切割图像采集过程中加入适当的噪声,用以提高学习效果;
39、镜像:切割图像采集过程中,工件需要切割的特征是任意的,通过镜像的方式来模拟切割余料时的形状;
40、放大:余料形状的放大图像特征,提高训练模型的泛化性能;
41、旋转:通过旋转图像来模拟余料的不同形状。
42、与现有技术相比,本申请具有以下有益效果:
43、激光切割系统具有结构紧凑、检测方法便捷,精度高,节约了大量了人力劳动和手工切割,实现自动化检测。
44、激光切割系统充分利用图像识别技术,并针对切割的余料图形进行算法改进,使得检测余料的效率得到根本性的改善与提升。
45、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,而非限制本公开。
技术特征:
1.一种基于图像识别余料检测的激光切割系统,其特征在于,包括:上位机,以及第一摄像机、第二摄像机、激光切割喷管、激光切割头、待切割零件和所述待切割零件上的余料;
2.根据权利要求1所述的基于图像识别余料检测的激光切割系统,其特征在于,所述根据所述切割图像来确定所述余料是否被切割完成,包括:
3.根据权利要求2所述的基于图像识别余料检测的激光切割系统,其特征在于,所述对所述切割图像进行预处理,以减少所述切割图像的噪声和畸变,包括:
4.根据权利要求2所述的基于图像识别余料检测的激光切割系统,其特征在于,在所述对所述切割图像进行预处理,以减少所述切割图像的噪声和畸变之后,还包括:
5.根据权利要求4所述的基于图像识别余料检测的激光切割系统,其特征在于,所述采用改进的麻雀搜寻算法对所述第一摄像机和所述第二摄像机进行标定,包括:
6.根据权利要求5所述的基于图像识别余料检测的激光切割系统,其特征在于,所述采用改进的麻雀搜寻算法对所述第一摄像机和所述第二摄像机进行标定,还包括:
7.根据权利要求4所述的基于图像识别余料检测的激光切割系统,其特征在于,在所述采用改进的麻雀搜寻算法对所述第一摄像机和所述第二摄像机进行标定之后,还包括:
8.根据权利要求7所述的基于图像识别余料检测的激光切割系统,其特征在于,在所述采用基于harris算法对所述切割图像进行特征提取之后,还包括:
9.根据权利要求8所述的基于图像识别余料检测的激光切割系统,其特征在于,在所述采用基于harris算法对所述切割图像进行特征提取之后,还包括:
10.根据权利要求9所述的基于图像识别余料检测的激光切割系统,其特征在于,所述数据增强,包括:
技术总结
本发明公开了一种基于图像识别余料检测的激光切割系统,包括:上位机,以及第一摄像机、第二摄像机、激光切割喷管、激光切割头、待切割零件和所述待切割零件上的余料;所述第一摄像机和所述第二摄像机,被配置在所述激光切割喷管的两侧,用于采集所述待切割零件的切割图像并传输给所述上位机;所述上位机,控制所述激光切割头在所述激光切割喷管的高压气流作用下按照设定的程序轨迹对所述待切割零件上相应的轨迹特征进行切割,并根据所述切割图像来确定所述余料是否被切割完成。本发明能够提高切割效率和切割质量。
技术研发人员:高志远,于兆勤,张敏,杨诗博,覃羡烘,印睿
受保护的技术使用者:广东理工学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!