一种超薄冷轧耐候钢带的制备方法与流程
本发明涉及耐候钢相关,具体为一种超薄冷轧耐候钢带的制备方法。
背景技术:
1、超薄冷轧耐候钢带是一种特殊的钢材产品,它具有耐候性和冷轧性能的双重特点,耐候钢带是一类具有良好耐候性能的钢材,其主要特点是在大气环境中能够稳定地形成一层致密的铁氧化物保护层,从而有效地防止钢材的进一步腐蚀。
2、由于耐候钢的塑性较差,在冷轧过程中,尤其是超薄耐候钢带的冷轧,容易产生应力集中,导致钢材表面出现冷裂纹,同时在冷轧过程中,由于辊筒表面的缺陷、冷轧润滑剂的不适当使用或生产工艺控制不当等原因,耐候钢的表面可能会出现划痕、凸起或凹陷等表面缺陷,且耐候钢在冷轧过程中,由于塑性变形和晶界滑移的发生,容易导致钢材的硬度增加,即冷轧硬化现象,这可能影响到后续加工的进行。
技术实现思路
1、本发明的目的在于提供一种超薄冷轧耐候钢带的制备方法,以解决上述背景中所提出现有的超薄冷轧耐候钢带在轧制过程中可能会出现冷裂纹、表面缺陷和冷轧硬化等问题。
2、为实现上述目的,本发明提供如下技术方案:一种超薄冷轧耐候钢带的制备方法,所述制备方法包括如下步骤:
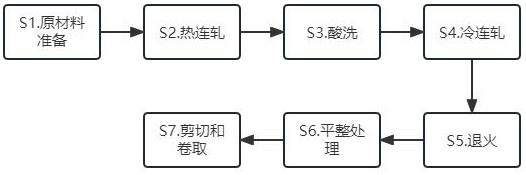
3、s1.原材料准备:选择适用于生产超薄耐候钢带的低碳钢作为基材,低碳钢中含有多种合金元素,同时对钢材进行质检,检查原材料的化学成分、机械性能和表面质量指标,确保其符合产品要求,并对原材料进行预处理;
4、s2.热连轧:原材料经过预处理后,将其加热至临界温度,并送入立体热连轧机组进行左右往复连续热轧,该过程中,钢坯经过多道次的轧制,逐渐减少厚度,得到所需的初始钢带,同时控制轧制温度、轧制力和轧制速度,以获得所需的钢带厚度和表面质量;
5、s3.酸洗:将热轧后的钢带通过传输带送入酸洗池中进行浸泡酸洗,除去铁锈和其他表面污染物;
6、s4.冷连轧:经过酸洗后的钢带进入冷连轧机组进行冷轧,确保钢带在室温下经历多道次的轧制,进一步减小厚度,并提高钢带的表面质量和机械性能,进行冷连轧时,对钢带进行冷却,以控制钢带的温度和性能,使用冷却剂水或者空气作为冷却剂,将钢带冷轧的温度控制在常温到100°c之间;
7、s5.退火:需要将钢带送入热处理炉中进行退火处理来改善其性能,退火过程中,将钢带加热到适当的温度,然后静置在空气中缓慢冷却至常温,以减少应力和提高可塑性;
8、s6.平整处理:将钢带送入平整机组,使用辊压、拉伸或者液压调整的方法,对钢带进行平整处理,以获得平整的表面,同时控制平整过程中的力度和速度,以避免过度变形或损伤钢带表面以确保钢带的表面平整度。
9、s7.剪切和卷取:最后,将经过上述处理的超薄耐候钢带送入剪切设备剪切成所需长度,并卷取成卷筒状或堆叠成为平板状进行运输和存储。
10、进一步地,所述s1中准备的钢材成分为:以重量计,0.42%-0.60%的mn、0.30%—0.6%的cr、0.25%—0.45%的si、0.35%—0.45%的mo、0.25%-0.40%的cu、0.15%—0.25%的ni、0.07%—0.12%的p、0.040%-0.065%的c、0.030%-0.050%的ti、0.015%-0.040%的als以及少于0.008的s,余量均为fe。
11、进一步地,所述s1中进行预处理时,视原材料的洁净程度以及锈蚀程度对选择对原材料进行碱洗除油和酸洗除锈。
12、进一步地,所述s2中的立体热连轧机组包括首端热轧单元、活动热轧单元和末端热轧单元,所述首端热轧单元、活动热轧单元和末端热轧单元内均设置有多组用于热轧的热轧辊,所述热轧辊从上下两侧对钢带进行挤压热轧。
13、进一步地,所述活动热轧单元分为左右两组,且每一组均堆叠设置有多层,所述首端热轧单元设置在最上方一层的左侧,所述末端热轧单元设置在最下方一层的右侧,所述首端热轧单元和末端热轧单元均固定设置,所述活动热轧单元通过转动轴活动设置,所述转动轴一端设置有链轮,且右侧上层的活动热轧单元依次与左侧下层的活动热轧单元通过链轮和链条进行链传动,所述链条左端或者右端的转动轴通过伺服电机进行驱动转动。
14、进一步地,所述s2中进行热连轧时将原材料钢材加热至1000°c到1250°c之间,并在热轧过程中需要始终保持在950°c以上。
15、进一步地,所述s2中进行热连轧时每一道轧制的减厚率控制在10%,所述s4中进行冷连轧时,每一道轧制的减厚率控制在5%以下。
16、进一步地,所述s3中进行酸洗的步骤如下:
17、s301.准备酸洗液:选择盐酸作为酸洗液,酸洗液的浓度调控在5%到8%之间;
18、s302.温度控制:将酸洗液加热到40°c到70°c之间;
19、s303.浸泡酸洗:将需要酸洗的钢坯通过输送带输送浸入耐酸材料构建的酸洗槽中,使钢坯完全浸泡在酸洗液中进行酸洗。
20、进一步地,所述s303中进行酸洗浸泡的步骤如下:
21、s3031.钢坯浸泡:将需要酸洗的钢坯浸泡在酸洗槽中,确保钢坯表面完全接触酸洗液,调整传输带速度,控制浸没时间在2min到3min之间;
22、s3032.搅拌和循环:通过搅拌或循环系统,使酸洗液在酸洗槽中均匀分布,同时定时添加盐酸调整酸洗液的浓度,弥补反应损耗的盐酸,使酸洗液浓度维持在5%到8%的浓度范围内;
23、s3033.冲洗:酸洗后,使用清水将钢坯彻底冲洗干净。
24、进一步地,所述s5在退火时将温度控制在700°c到800°c之间,并保持2h,以消除应力和提高可塑性,然后以每分钟20°c到40°c之间的速度进行冷却。
25、与现有技术相比,本发明的有益效果如下:
26、1.本发明提出的一种超薄冷轧耐候钢带的制备方法,通过在进行冷轧之前先对原材料进行热轧至需要的厚度再进行冷轧的方式进行加工,热轧时耐候钢加热至一定温度再进行轧制,不会发生冷裂纹,从而降低了冷轧过程中的减厚度,冷轧时只需轧制较小的厚度,降低了冷裂纹的发生概率,同时也保证了钢材的力学性能,同时通过轧制完成后的退火步骤,可以消除内应力,提升钢材的可加工性,另外通过高质量的平整处理可以有效避免冷轧过程中,冷轧辊筒对钢材造成的划伤等缺陷。
27、2.本发明提出的一种超薄冷轧耐候钢带的制备方法,通过立体热连轧机组的设置,将传统的长距离热轧机分为多段设置,且呈立体堆叠布局,使得钢带原料板材可以实现左右往复滚压热轧,降低了设备占地空间,节省了土地成本,同时也使得高温板材立体堆叠更加紧凑,降低了板材的散热速度,提升了热轧效率。
技术特征:
1.一种超薄冷轧耐候钢带的制备方法,其特征在于:所述制备方法包括如下步骤:
2.如权利要求1所述的一种超薄冷轧耐候钢带的制备方法,其特征在于:所述s1中准备的钢材成分为:以重量计,0.42%-0.60%的mn、0.30%—0.6%的cr、0.25%—0.45%的si、0.35%—0.45%的mo、0.25%-0.40%的cu、0.15%—0.25%的ni、0.07%—0.12%的p、0.040%-0.065%的c、0.030%-0.050%的ti、0.015%-0.040%的als以及少于0.008的s,余量均为fe。
3.如权利要求1所述的一种超薄冷轧耐候钢带的制备方法,其特征在于:所述s1中进行预处理时,视原材料的洁净程度以及锈蚀程度选择对原材料进行碱洗除油和酸洗除锈。
4.如权利要求1所述的一种超薄冷轧耐候钢带的制备方法,其特征在于:所述s2中的立体热连轧机组包括首端热轧单元(1)、活动热轧单元(2)和末端热轧单元(3),所述首端热轧单元(1)、活动热轧单元(2)和末端热轧单元(3)内均设置有多组用于热轧的热轧辊(4),所述热轧辊(4)从上下两侧对钢带进行挤压热轧。
5.如权利要求4所述的一种超薄冷轧耐候钢带的制备方法,其特征在于:所述活动热轧单元(2)分为左右两组,且每一组均堆叠设置有多层,所述首端热轧单元(1)设置在最上方一层的左侧,所述末端热轧单元(3)设置在最下方一层的右侧,所述首端热轧单元(1)和末端热轧单元(3)均固定设置,所述活动热轧单元(2)通过转动轴(5)活动设置,所述转动轴(5)一端设置有链轮(6),且右侧上层的活动热轧单元(2)依次与左侧下层的活动热轧单元(2)通过链轮(6)和链条(7)进行链传动,所述链条(7)左端或者右端的转动轴(5)通过伺服电机进行驱动转动。
6.如权利要求1所述的一种超薄冷轧耐候钢带的制备方法,其特征在于:所述s2中进行热连轧前将原材料钢材加热至1000°c到1250°c之间,并在热轧过程中需要始终保持在950°c以上。
7.如权利要求1所述的一种超薄冷轧耐候钢带的制备方法,其特征在于:所述s2中进行热连轧时每一道轧制的减厚率控制在10%,所述s4中进行冷连轧时,每一道轧制的减厚率控制在5%以下。
8.如权利要求1所述的一种超薄冷轧耐候钢带的制备方法,其特征在于:所述s3中进行酸洗的步骤如下:
9.如权利要求8所述的一种超薄冷轧耐候钢带的制备方法,其特征在于:所述s303中进行浸泡酸洗的步骤如下:
10.如权利要求1所述的一种超薄冷轧耐候钢带的制备方法,其特征在于:所述s5在退火时将温度控制在700°c到800°c之间,并保持2h,以消除应力和提高可塑性,然后以每分钟20°c到40°c之间的速度进行冷却。
技术总结
本发明公开了一种超薄冷轧耐候钢带的制备方法,通过在进行冷轧之前先对原材料进行热轧至需要的厚度再进行冷轧的方式进行加工,热轧时耐候钢加热至一定温度再进行轧制,不会发生冷裂纹,从而降低了冷轧过程中的减厚度,冷轧时只需轧制较小的厚度,降低了冷裂纹的发生概率,同时也保证了钢材的力学性能,同时通过轧制完成后的退火步骤,可以消除内应力,提升钢材的可加工性,另外高质量的平整处理可以有效避免冷轧过程中,冷轧辊筒对钢材造成的划伤等缺陷。
技术研发人员:王勇,陆春辉,薛剑锋,吴华林,杨勇嘉,张沈飞,张鹏鹏,曹毅坚,姜飞,王津
受保护的技术使用者:江苏甬金金属科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!