一种铜网毛细元器件组装设备及方法与流程
本发明涉及散热件组装设备,尤其涉及一种铜网毛细元器件组装设备及方法。
背景技术:
1、智能设备不断地发展,功耗持续升高,对智能设备整机的散热性能的要求也不断地提升;vc均热板具有良好的导热性能,常用于电子器件的散热,例如手机,它能够将热量迅速传导到整个板材,以降低发热部位的温度;两片均热板的上下盖焊接上铜网毛细元器件,两片均热板和铜网毛细元器件夹持铜管并封边,组成vc均热板;
2、铜网毛细元器件模切和焊接工艺占生产成本的10%以上,同时也需要对铜网毛细元器件进行清洗,使得效率低下,因此现有技术中直接在均热板的上下盖上蚀刻出具有亲水性的铜网毛细,减少工艺流程的同时降低生产成本;
3、vc均热板的上盖和下盖组装后需要使用焊接设备进行封边,焊接时vc均热板受到不均匀的热应力,导致vc均热板封边部位凸起,产生变形,而超薄的vc均热板变形情况尤为严重,从而造成局限性。
4、为此,我们提出一种铜网毛细元器件组装设备及方法。
技术实现思路
1、针对现有技术的不足,本发明提供了一种铜网毛细元器件组装设备及方法,克服了现有技术的不足,旨在解决背景技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:一种铜网毛细元器件组装设备,包括:机架;所述机架上设置有固定夹具,所述机架上固连有闭合电动推杆推动所述固定夹具闭合;所述机架上设置有焊接机械臂;所述焊接机械壁上固连有焊枪;
3、所述机架上设置有支撑机构;所述支撑机构在所述焊枪对vc均热板蚀刻出铜网毛细元器件的上下盖进行焊接封边时,支撑住上下盖封边部位的两侧,减少vc均热板的变形。
4、优选的,所述支撑机构包括上安装块、下安装块和支撑杆;所述上安装块和所述下安装块分别套在所述固定夹具的上下两部分外侧,所述上安装块和所述下安装块上均螺纹连接有螺栓;所述螺栓挤压所述固定夹具的上下部分,进而固定所述上安装块和所述下安装块;所述上安装块和所述下安装块上开设有安装槽;所述支撑杆安装在所述安装槽内,所述支撑杆沿着所述vc均热板的边缘均匀设置。
5、优选的,所述支撑杆位于所述安装槽内的一端设有固定块;所述安装槽内滑动连接有滑动块;所述滑动块围成回形且依次相邻,所述安装槽内固连有滑动电动推杆;所述滑动电动推杆围成回形,所述滑动电动推杆的输出端与所述滑动块固连。
6、优选的,所述安装槽顶角位置横向和纵向上分别铰接有移动电动推杆,两个所述移动电动推杆的输出端均与顶角位置的所述滑动块相铰接。
7、通过支撑杆支撑在蚀刻有铜网毛细元器件的vc均热板边缘位置的上下两侧,在不影响焊枪进行封边焊接的情况下,支撑住vc均热板,减小封边焊接时产生的变形,同时滑动块能够带动固定块和支撑杆移动,使得本发明能够适用于不同形状和大小的vc均热板,提升了本发明的使用效果。
8、优选的,所述滑动块上开设有滑动槽;所述滑动槽的截面形状为t形;相邻所述滑动块上的所述滑动槽之间相连通;所述固定块横向滑动连接在所述滑动槽内;四个顶角位置的所述滑动块上的所述滑动槽为l形;
9、所述安装块上固连有拨动电动推杆;所述拨动电动推杆的输出端固连有拨动杆;所述拨动杆插入所述固定块之间。
10、通过固定块带着支撑杆在滑动块上移动,使得在vc均热板封边焊接后支撑杆在vc均热板上下两侧移动,在经过变形处时,支撑杆推动变形处,将变形推平,从而减小vc均热板的变形,再次提升了本发明的使用效果。
11、优选的,所述固定块上开设有固定槽;所述支撑杆与所述固定槽滑动配合;所述固定槽内固连有支撑弹簧;所述支撑弹簧与所述支撑杆固连;所述固定槽内通过扭簧铰接有卡合块;所述卡合块倾斜设置,所述卡合块和所述支撑杆上均固连有齿牙;所述滑动槽内固连有顶起弹簧;所述顶起弹簧上固连有顶起板。
12、优选的,所述支撑杆的前端为t形。
13、优选的,所述支撑杆由一号杆和二号杆组成;所述二号杆前端为t形,所述二号杆与所述一号杆之间转动连接,所述二号杆上固连有齿轮;所述固定块上滑动连接有齿条;所述齿条与所述齿轮相啮合。
14、通过在支撑杆移动前,转动二号杆,使t形部分竖直设置,增加了支撑杆的推动幅度,从而提升了推动消除变形的效果,同时在封边焊接时,二号杆t形部分竖直设置,减小对焊枪的影响。
15、一种铜网毛细元器件组装方法,该方法适用于上述的一种铜网毛细元器件组装设备,该方法的步骤如下:
16、s1、工作人员将蚀刻有铜网毛细元器件的vc均热板的上下盖放置在固定夹具上,随后闭合固定夹具,支撑杆支撑在vc均热板边缘位置的上下两侧;
17、s2、焊接机械臂带着焊枪对vc均热板进行封边焊接,随后上安装块和下安装块上的支撑杆移动,将封边焊接产生的变形推平;
18、s3、工作人员通过调整各个支撑杆的位置,使得支撑杆围成的形状改变,对应不同形状的vc均热板。
19、本发明的有益效果:
20、1.本发明通过支撑杆支撑在蚀刻有铜网毛细元器件的vc均热板边缘位置的上下两侧,在不影响焊枪进行封边焊接的情况下,支撑住vc均热板,减小封边焊接时产生的变形,同时滑动块能够带动固定块和支撑杆移动,使得本发明能够适用于不同形状和大小的vc均热板,提升了本发明的使用效果。
21、2.本发明通过固定块带着支撑杆在滑动块上移动,使得在vc均热板封边焊接后支撑杆在vc均热板上下两侧移动,在经过变形处时,支撑杆推动变形处,将变形推平,从而减小vc均热板的变形,再次提升了本发明的使用效果。
22、3.本发明通过在支撑杆移动前,转动二号杆,使t形部分竖直设置,增加了支撑杆的推动幅度,从而提升了推动消除变形的效果,同时在封边焊接时,二号杆t形部分竖直设置,减小对焊枪的影响。
技术特征:
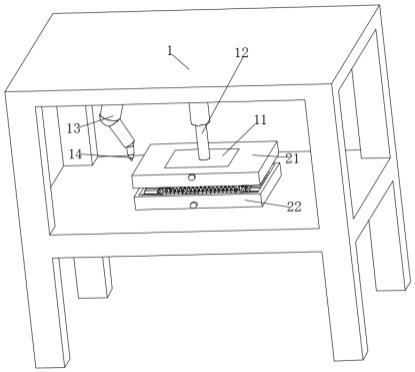
1.一种铜网毛细元器件组装设备,包括:机架(1);所述机架(1)上设置有固定夹具(11),所述机架(1)上固连有闭合电动推杆(12)推动所述固定夹具(11)闭合;所述机架(1)上设置有焊接机械臂(13);所述焊接机械壁上固连有焊枪(14);
2.根据权利要求1所述的一种铜网毛细元器件组装设备,其特征在于:所述支撑杆(23)位于所述安装槽(24)内的一端设有固定块(25);所述安装槽(24)内滑动连接有滑动块(26);所述滑动块(26)围成回形且依次相邻,所述安装槽(24)内固连有滑动电动推杆(27);所述滑动电动推杆(27)围成回形,所述滑动电动推杆(27)的输出端与所述滑动块(26)固连。
3.根据权利要求2所述的一种铜网毛细元器件组装设备,其特征在于:所述安装槽(24)顶角位置横向和纵向上分别铰接有移动电动推杆(28),两个所述移动电动推杆(28)的输出端均与顶角位置的所述滑动块(26)相铰接。
4.根据权利要求3所述的一种铜网毛细元器件组装设备,其特征在于:所述滑动块(26)上开设有滑动槽(3);所述滑动槽(3)的截面形状为t形;相邻所述滑动块(26)上的所述滑动槽(3)之间相连通;所述固定块(25)横向滑动连接在所述滑动槽(3)内;四个顶角位置的所述滑动块(26)上的所述滑动槽(3)为l形;
5.根据权利要求4所述的一种铜网毛细元器件组装设备,其特征在于:所述固定块(25)上开设有固定槽(33);所述支撑杆(23)与所述固定槽(33)滑动配合;所述固定槽(33)内固连有支撑弹簧(34);所述支撑弹簧(34)与所述支撑杆(23)固连;所述固定槽(33)内通过扭簧铰接有卡合块(36);所述卡合块(36)倾斜设置,所述卡合块(36)和所述支撑杆(23)上均固连有齿牙(37);所述滑动槽(3)内固连有顶起弹簧(38);所述顶起弹簧(38)上固连有顶起板(39)。
6.根据权利要求5所述的一种铜网毛细元器件组装设备,其特征在于:所述支撑杆(23)的前端为t形。
7.根据权利要求6所述的一种铜网毛细元器件组装设备,其特征在于:所述支撑杆(23)由一号杆(231)和二号杆(232)组成;所述二号杆(232)前端为t形,所述二号杆(232)与所述一号杆(231)之间转动连接,所述二号杆(232)上固连有齿轮(4);所述固定块(25)上滑动连接有齿条(41);所述齿条(41)与所述齿轮(4)相啮合。
8.一种铜网毛细元器件组装方法,该方法适用于权利要求1-7中任意一项所述的一种铜网毛细元器件组装设备,其特征在于:该方法的步骤如下:
技术总结
本发明涉及散热件组装设备技术领域,尤其涉及一种铜网毛细元器件组装设备及方法;本发明的一种铜网毛细元器件组装设备,包括:机架、固定夹具、闭合电动推杆和焊接机械臂;所述焊接机械壁上固连有焊枪;所述机架上设置有支撑机构;所述支撑机构在所述焊枪对VC均热板蚀刻出铜网毛细元器件的上下盖进行焊接封边时,支撑住上下盖封边部位的两侧,减少VC均热板的变形;本发明通过支撑杆支撑在蚀刻有铜网毛细元器件的VC均热板边缘位置的上下两侧,在不影响焊枪进行封边焊接的情况下,支撑住VC均热板,减小封边焊接时产生的变形,同时滑动块能够带动固定块和支撑杆移动,使得本发明能够适用于不同形状和大小的VC均热板,提升了本发明的使用效果。
技术研发人员:俞丞,顾书春,冯凯
受保护的技术使用者:江苏辅星电子有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!