一种双层环形管路炉中钎焊用的保护装置的制作方法
本发明涉及炉中钎焊工艺领域,特别涉及一种双层环形管路炉中钎焊用的保护装置。
背景技术:
1、发动机上的管路都是管子与配件组合的焊接结构,管路组件的焊接多数采用氩弧焊焊接,其中少部分采用钎焊焊接。对于焊缝少的管路组件,在真空环境下,平放就可以保证钎焊缝质量。喷射系统环形燃油管路环与喷嘴加工制造时,通常采用钎焊来实现。管路为上下两层,串套28个喷嘴壳体、7个支架、2个三通钎焊组成,焊缝数量多,焊缝方向各异,管路平放,钎焊时钎料堆积会发生过溢现象,堵塞下方的流道孔,流淌引起钎料少的位置会由于焊料的浸润毛细作用小发生未渗透现象。增加旋转机构,真空设备密封不好,造成被焊接基体材料的过渡氧化,影响渗透。本发明阐述了一种炉中钎焊工艺方法,特别是一种双层环形管路炉中钎焊用的保护装置,使管路在钎焊过程中不断旋转,同时设计氩气保护防止氧化的装置,避免过溢与未渗透现象的发生,保证了钎焊缝的质量,钎透率达到了设计要求,获得较高的零件一次合格率。
技术实现思路
1、本发明的目的是设计了一种双层环形管路炉中钎焊用的保护装置,应用后不但可以防止管路、钎料氧化,确保钎焊缝渗透量,而且能够避免钎料不均,钎料过溢堵孔的现象,实现双层环形管路钎焊。
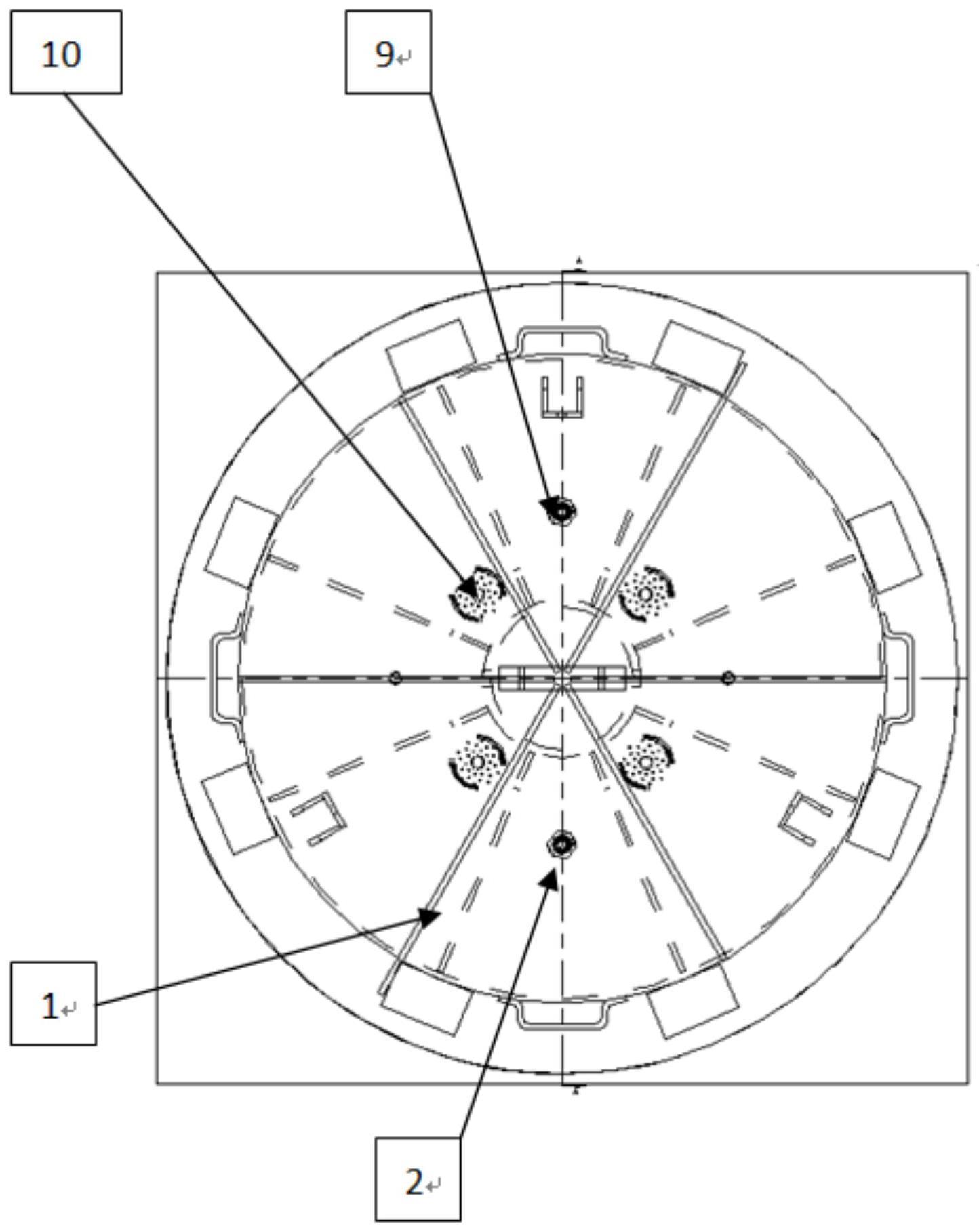
2、本发明提供了一种双层环形管路炉中钎焊用的保护装置,其特征在于:所述的双层环形管路炉中钎焊用的保护装置,包括上加强筋1,抽气孔2,氩气包下部分3,氩气包上下两部分连接处一4,测温柱5,氩气包上部分6,氩气包上下两部分焊接处二7,下加强筋8,进氩气孔9,焊药盒10;
3、其中:上加强筋1设置在氩气包上部分6上,下加强筋8设置在氩气包下部分3上,氩气包上部分6和氩气包下部分3之间为氩气包上下两部分连接处一4和氩气包上下两部分焊接处二7;
4、氩气包上部分6设置有抽气孔2和进氩气孔9,氩气包上部分6上设置有测温柱5,氩气包上部分6上安装有焊药盒10。
5、所述的下加强筋8为三角形结构。
6、所述的氩气包上部分6和氩气包下部分3均为圆盘状结构。
7、双层环形管路为上下两层,串套28个喷嘴壳体、7个支架、2个三通、2个进油管、2个进油管接头钎焊组成,焊缝数量多,焊缝方向各异,一次钎焊完成所有焊缝。采用通常的真空炉,管路平放,钎焊时钎料堆积会发生过溢现象,堵塞下方的流道孔,钎料流淌引起钎料少的位置,由于焊料的浸润毛细作用小发生渗透不足现象。为了解决此现象,设计旋转机构,使管路在钎焊过程中不断旋转,避免钎料不均。
8、真空炉增加旋转机构,密封不好,管路、钎料表面氧化,影响钎料渗透,不能满足使用要求,设计一种保护装置,将管路封闭在装置里,里面抽真空后,充入惰性气体氩气保护管路、钎料不被氧化。实现一次钎焊完成所有焊缝,钎料渗透量满足使用要求。
9、双层环形管路炉中钎焊用的保护装置是用于管路钎焊的一种保护装置,已经成功应用于发动机管路的钎焊焊接生产中。该装置由驱动机构、旋转机构、氩气包、通保护气机构及其它附件组成。本发明的防护装置适用于不锈钢、高温合金等材料焊缝数量多、焊缝方向不一致,一次焊接完成的钎焊焊接。该装置具有体积小、密封性好、操作方便、转动灵活等优点。
10、本发明与现有技术相比,其优点在于:
11、本发明所述的双层环形管路炉中钎焊用的保护装置,提供了环形结构件,焊缝数量多、焊缝方向各异,钎焊时的保护装置,避免了采用现有技术时出现的焊件、钎料表面氧化钎料渗透量不足,钎料堆积堵孔的缺点。该技术的应用成功地实现了该产品的生产化,满足了使用性能要求,其潜在效益巨大。
技术特征:
1.一种双层环形管路炉中钎焊用的保护装置,其特征在于:所述的双层环形管路炉中钎焊用的保护装置,包括上加强筋(1),抽气孔(2),氩气包下部分(3),氩气包上下两部分连接处一(4),测温柱(5),氩气包上部分(6),氩气包上下两部分焊接处二(7),下加强筋(8),进氩气孔(9),焊药盒(10);
2.根据权利要求1所述的双层环形管路炉中钎焊用的保护装置,其特征在于:所述的下加强筋(8)为三角形结构。
3.根据权利要求1所述的双层环形管路炉中钎焊用的保护装置,其特征在于:所述的氩气包上部分(6)和氩气包下部分(3)均为圆盘状结构。
技术总结
本发明提供了一种双层环形管路炉中钎焊用的保护装置,上加强筋设置在氩气包上部分上,下加强筋设置在氩气包下部分上,氩气包上部分和氩气包下部分之间为氩气包上下两部分连接处一和氩气包上下两部分焊接处二;氩气包上部分设置有抽气孔和进氩气孔,氩气包上部分上设置有测温柱,氩气包上部分上安装有焊药盒。本发明与现有技术相比,其优点在于:本发明所述的双层环形管路炉中钎焊用的保护装置,提供了环形结构件,焊缝数量多、焊缝方向各异,钎焊时的保护装置,避免了采用现有技术时出现的焊件、钎料表面氧化钎料渗透量不足,钎料堆积堵孔的缺点。该技术的应用成功地实现了该产品的生产化,满足了使用性能要求,其潜在效益巨大。
技术研发人员:冯大娟,訾雁,江娅琴,孙朋,杨宏建
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!