一种偏心曲柄零件的锻造成型模具及成型方法与流程
本发明属于塑性加工领域的锻造成型,具体涉及一种偏心曲柄零件的锻造成型模具及成型方法。
背景技术:
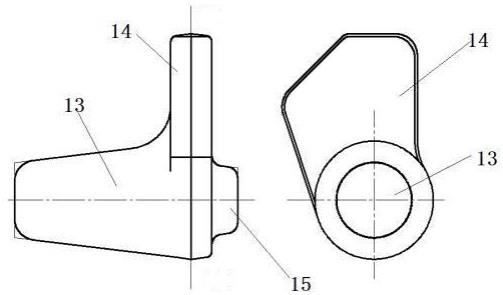
1、曲柄零件广泛应用于机械行业中的操纵机构中,由轴杆部分、不规则法兰盘部分和凸台部分组成,将法兰盘部分的直线往复运动转化为轴杆部分的旋转运动,将局部受到的力转化为轴杆部分的力矩,驱动连接件运动,零件受力工况复杂。若操纵机构用曲柄零件失效会导致灾难性后果,故对曲柄零件的质量稳定性和可靠性要求较高,一般采用锻件毛料进行铣削和车加工而成,臧德昌等(申请公布号cn 102989956 a)公布了一种偏心曲柄类锻件的成形方法,将加热棒料改锻成长方体锻件,拔长尾柄圆柱后放入胎模中成形。虽然与包容曲柄零件外廓的六面体锻件相比提高了材料利用率,但材料消耗仍然较大。且制坯难度大,生产效率低,质量稳定性受限。曲柄零件与汽车行业中的转向节零件具有一定的结构相似性,张运军等(汽车转向节小飞边精锻技术的研发及应用.锻压技术,2018,43(8):1-7.)报道了一种半闭式小飞边预锻成形和半闭式小飞边终锻成形的精锻工艺新方案,新方案的材料利用率为88%。但转向节锻件的材料为42crmo钢,高温变形抗力小,易于充满型腔,且该方法预锻时将棒料沿法兰盘水平放置,模锻时挤压出轴杆部分,改变了金属流线方向,且该方法一般仅适合杆部直径较粗、长度较短的锻件充满成形。
2、针对偏心曲柄零件,采用锻造进行成形时,既要确保流线方向沿着杆部纵向,从而提高锻件质量,又要降低材料消耗提高生产效率和批产稳定性。
技术实现思路
1、为解决上述问题,本发明公开一种偏心曲柄零件的锻造成型模具及成型方法,可借助常规自由锻锤和模锻锤设备完成曲柄锻件制造。
2、具体技术方案如下:
3、一种偏心曲柄零件的锻造成型模具,设置一个阴模,所述阴模外形呈块状,阴模的内部设置圆通孔,内部的上端设置矩设缺口,阴模内部下底端设置垫块,所述垫块上设置腰孔,圆柱销穿设于阴模和腰孔中,阳模设置在阴模的矩形缺口内,并与所述矩形缺口的外形随形设置,阳模的下工作面呈斜面设置,且所述下工作面与水平线的角度范围在3°~7°;所述圆通孔与所述矩形缺口交界处倒圆角设置。
4、终锻成形模,设置下模,所述下模上方对应设置上模,所述上模和下模中心处合并设置成荒坯的终锻成型腔,所述成型腔的外侧还设置有收集腔,所述收集腔由上模和下模之间的间隙形成。
5、一种使用上述偏心曲柄零件的锻造成型模具的锻造成型方法,根据模锻成型的要求,设计出锻件产品,计算曲柄类的法兰盘和凸台体积之和,设计出荒坯杆部直径和高度尺寸,荒坯外轮廓设计为一侧半圆形和一侧长方形,以荒坯杆部直径作为下料料段的直径,通过锻件总体积等于下料体积,计算出下料的长度,将料段放置在制胚胎模中进行胎模锻制成荒坯,再进行清理和加热后,将荒坯放置在终锻成型模中,进行模锻,模锻后对荒坯进行切边和清理,制成锻件产品。
6、荒坯胎模锻时自由镦粗部分长度与直径的比值,保证不超过2.5~3.0,防止镦粗时失稳。
7、所述荒坯的分模面设置在法兰盘的轴向尺寸的中心处。
8、进一步地,本发明进一步公开将料段放置在制胚胎模中进行胎模锻制成荒胚的方法:首先将料段放置在阴模中,料段的底端接触垫块,阳模置于料段的顶端,锤击阳模,当阳模上端距离阴模上端15mm~20mm时停止锤击,倒转阴模,将垫块处于上端,对垫块锤锻事料段脱离于制胚胎模。
9、本发明的优点是:本发明提供了一种偏心曲柄零件的锻造成型模具及成型方法,用于偏心曲柄锻件的制造,与自由锻制造六面体包容体锻件或胎模锻成型偏心曲柄相比,提高生产效率、质量一致性好,减少了人工操作的随机性,减少成型需要的材料消耗量,仅需采用常规的自由锻锤和模锻锤成型,模锻采用圆形镶块模,模具成本远低于整体模具,并且设计的制坯胎模结构简单,阳模工作面设计出3°~7°斜度,避免了沿阳模、阴模间产生纵向毛刺,节省打磨工序,保证了终锻质量。
技术特征:
1.一种偏心曲柄零件的锻造成型模具,其特征在于:设置一个阴模,所述阴模外形呈块状,阴模的内部设置圆通孔,内部的上端设置矩形缺口,阴模内部下底端设置垫块,所述垫块上设置腰孔,圆柱销穿设于阴模和腰孔中,阳模设置在阴模的矩形缺口内,并与所述矩形缺口的外形随形设置,阳模的下工作面呈斜面设置,且所述下工作面与水平线的角度范围在3°~7°;所述圆通孔与所述矩形缺口交界处倒圆角设置;
2.一种使用上述偏心曲柄零件的锻造成型模具的锻造成型方法,其特征在于:根据模锻成型的要求,设计出锻件产品,计算曲柄类的法兰盘和凸台体积之和,设计出荒坯杆部直径和高度尺寸,荒坯外轮廓设计为一侧半圆形和一侧长方形,以荒坯杆部直径作为下料料段的直径,通过锻件总体积等于下料体积,计算出下料的长度,将料段放置在制胚胎模中进行胎模锻制成荒坯,再进行清理和加热后,将荒坯放置在终锻成型模中,进行模锻,模锻后对荒坯进行切边和清理,制成锻件产品。
3.根据权利要求2所述的偏心曲柄零件的锻造成型模具的锻造成型方法,其特征在于:荒坯胎模锻时自由镦粗部分长度与直径的比值,保证不超过2.5~3.0,防止镦粗时失稳。
4.根据权利要求2所述的偏心曲柄零件的锻造成型模具的锻造成型方法,其特征在于:所述荒坯的分模面设置在法兰盘的轴向尺寸的中心处。
5.根据权利要求2所述的偏心曲柄零件的锻造成型模具的锻造成型方法,其特征在于将料段放置在制胚胎模中进行胎模锻制成荒胚的方法:首先将料段放置在阴模中,料段的底端接触垫块,阳模置于料段的顶端,锤击阳模,当阳模上端距离阴模上端15mm~20mm时停止锤击,倒转阴模,将垫块处于上端,对垫块锤锻事料段脱离于制胚胎模。
技术总结
本发明涉及塑性加工领域的锻造成型技术领域,针对操纵机构用偏心曲柄零件,提出了一种偏心曲柄零件的锻造成型模具及成型方法。采用常规的自由锻锤和模锻锤,通过合理设计制坯胎膜和圆形镶块终锻模,获得了满足加工要求的合格锻件。制坯胎膜由阳模、阴模、垫块和圆柱销组成,阳模工作面设计有3°~7°的斜度,迫使金属朝向一侧流动,同时避免在阳模、阴模间产生纵向毛边,满足模锻成型的要求。采用该方法生产锻件,金属流线沿着曲柄零件的轴杆纵向,纵向力学性能好,提高了生产效率和质量稳定性,同时降低了原材料消耗。
技术研发人员:马栓柱,邱磊,王巍,林子雯,刘庆阳
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!